11 РОЗРОБКА КРЕСЛЕННЯ ПОКОВКИ ТА ТЕХНІЧНИХ ВИМОГ НА ЇЇ ВИГОТОВЛЕННЯ
11.1 Порожнини та
намітки отворів в поковках
Отримання
поковок з порожнинами чи наскрізними отворами приводить до скорочення витрат
металу та зменшенню об'ємів механічної обробки. Тому виконання наскрізних
отворів чи порожнин (заглиблень) в поковках, що штампуються на молотах чи
пресах, є обов’язковим в тих випадках, коли вісі отворів чи порожнин
співпадають з рухом баби молота чи повзуна пресу, а розміри чи діаметри отворів
більші чи рівні висоті поковки, але не є меншими за
Практично можливе отримання намітки отворів з діаметром основи
dосн. min=24+0,0625Dп ,
де Dп – діаметр поковки, мм.
При виготовленні поковок на ГКМ виконання наскрізних
отворів чи заглиблень є обов’язковим, коли вісі отворів чи заглиблень в
поковках співпадають з напрямком руху головного повзуна, а їх діаметр чи
розміри не менші
Для штампованих поковок застосовують п’ять типів наміток
отворів (рис. 11.1):
плоску намітку, намітку з розкосом,
намітку з магазином, намітку з карманом та глуху намітку. Форма найбільш розповсюдженої намітки – плоска.
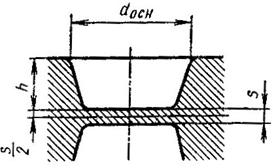
Плоска перемичка найбільш проста по конфігурації (рис. 11.1,
а), що обумовлює її широке використання. Рекомендується плоску намітку зміщувати нижче середини висоти поковки,
тобто намітка утворюється верхнім виступом (знаком) штампу, глибиною hв.≤dосн.; нижнім знаком – глибиною hн.≤0,8dосн.
Плоска плівка від намітки вибирається при відношенні ![]() Товщина плоскої плівки від намітки
розраховується за формулою:
Товщина плоскої плівки від намітки
розраховується за формулою:
![]()
де D – діаметр отвору в поковці;
hв
= – глибина отвору в поковці до осі плівки від намітки (у верхній частині).
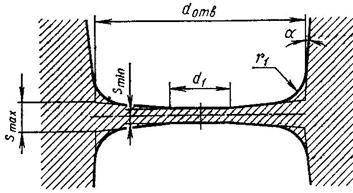
У випадку коли h/dотв.<4
плоску намітку замінюють наміткою з розкосом (рис. 11.1, б). При цьому товщина плівки
smin=0,65s, а smax=1,35s, де s слід визначати
як для плоскої намітки (d1=0,12dотв.+3мм).
Радіуси заокруглень вершин наміток в чорновому, а також в кінцевому рівчаках, якщо
штампування виконують без чорнового рівчака, визначають за формулою r1=r+0,1h+
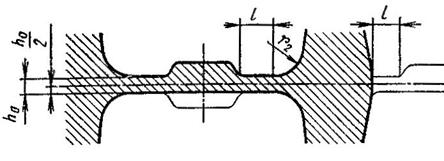
При
штампуванні з використанням попереднього (чорнового) рівчака
з розкосом в кінцевому рівчаку можна проектувати плоску намітку чи намітку з
магазином (рис. 11.1, в). Розміри
плівки h0/2
та l визначають так само як і для нормальної облойної канавки, прийнятої для даної поковки.
а) б)
в)
г)
д)
Рис.
11.1 - Намітки отворів та плівки під
прошивку: а – плоска намітка, б – намітка з розкосом,
в – намітка з магазином, г – намітка з кишенею, д – глуха намітка.
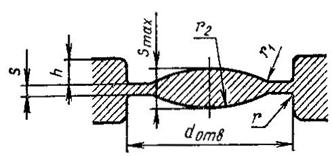
Для
низьких поковок h/d<0,7
після штампування
в чорновому рівчаку з плоскою наміткою для зменшення зусилля та підвищення стійкості знаків кінцевого рівчака рекомендують виконувати намітки з кишенею (рис. 11.1, г). Товщина плівки
S=0,4![]() , глибина кишені
Smax=5S, а радіус заокруглення r1=5h, r2 підбирають графічно.
, глибина кишені
Smax=5S, а радіус заокруглення r1=5h, r2 підбирають графічно.
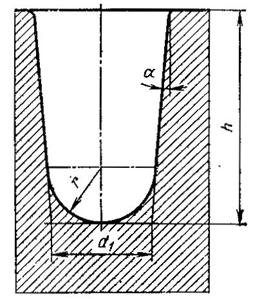
Якщо глибина отвору h<1,7dосн. або після
призначення радіусу заокруглення r1, визначеного
за формулою для намітки з розкосом, не залишається плоскої ділянки, то обмежуються глухою наміткою (рис. 11.1, д). Радіус
заокруглення глухої намітки
11.2 Технічні вимоги
на штамповані поковки
Технічні
вимоги з приймання та поставок поковок встановлюються згідно ГОСТ 8479-70.
Штамповані поковки в залежності від призначення та умов роботи поділяються на п'ять
груп (табл. 11.1).
Таблиця 11.1
– Групи поковок за видом випробувань
|
Група поковок |
Види випробувань |
Умови комплектування партії |
Характеристики згідно вимог
поставок |
|
I |
без випробувань |
поковки однієї чи різних марок
сталей |
– |
|
II |
визначення твердості |
поковки однієї марки сталі, що
разом пройшли термообробку |
твердість |
|
III |
визначення твердості |
поковки однієї марки сталі, що
разом пройшли термообробку за однаковим режимом |
твердість |
|
IV |
1.
випробування на розтяг; 2.
3.
визначення ударної в'язкості; 4.
5.
визначення твердості |
поковки однієї плавки сталі,
що разом пройшли термообробку |
межа текучості, відносне звуження, ударна
в'язкість |
|
V |
1.
випробування на розтяг; 2.
3.
визначення ударної в'язкості; 4.
5.
визначення твердості |
приймається індивідуально
кожна поковка |
межа текучості, відносне звуження, ударна
в'язкість |
Віднесення
поковок до тієї чи іншої групи виконується, в першу чергу, замовником. Номер
групи вказується в технічних вимогах на кресленні деталі.
За
механічними властивостями поковки поділяються на категорії міцності. Категорії
міцності позначаються буквами КП та цифрою, яка
вказує на межу текучості (КП18, КП20, КП22, КП25, КП30,...КП80). Категорії
вказують лише для груп IV або V.
Приклад
умовного позначення:
поковки
групи І
Гр. І ГОСТ 8479-70;
поковки
групи ІІ або ІІІ з твердістю 145...170 НВ
Гр. ІІ - НВ 143...170
ГОСТ 8479-70;
поковки
групи IV або V з категорією міцності
КП50 (σ0,2=500 МПа)
Гр. V – КП50
ГОСТ 8479-70.
На
необроблюваних поверхнях поковок допускаються окремі дефекти типу вм'ятин,
забиття, якщо вони не виходять за межі найменших допустимих розмірів.
На
оброблюваних поверхнях поковок допускаються окремі дефекти, якщо їх глибина не
перевищує половини фактичного одностороннього припуску на механічну обробку.
Групи та
категорії поковок можуть визначати необхідність термообробки та її режим, а
отже будуть визначати загалом структуру технологічного процесу виготовлення
поковки. Поковки піддаються термообробці в чорновому вигляді або після
попередньої обробки (обдирання, очищення та ін.).
Кожна
поковка має бути піддана зовнішньому огляду без допоміжних засобів. Для кожної
групи поковок за виключенням групи І встановлюється об'єм обов'язкових
випробувань (табл. 11.2).
Таблиця 11.2
– Контроль поковок
|
Група поковок |
Вид випробувань |
Кількість поковок від партії |
|
I |
без випробувань |
– |
|
II |
визначення твердості |
5 % від партії, але не менше 5 шт. |
|
III |
визначення твердості |
100 % |
|
IV |
1.
випробування на розтяг; 2.
3.
визначення ударної вязкості; 4.
5.
визначення твердості |
до 100 шт. – 2 шт., понад 100 шт.
– 1 %, але не менше 2 шт. |
|
100 % |
||
|
V |
1.
випробування на розтяг; 2.
3.
визначення ударної в'язкості; 4.
5.
визначення твердості |
100 % |
11.3 Оформлення
креслення поковки
Креслення
холодної поковки є основним технологічним документом в ковальському цеху.
Креслення
поковки має бути виконане у відповідності з вимогами стандартів.
Креслення
поковки рекомендується виконувати в масштабі креслення деталі. Контур деталі на
кресленні поковки викреслюють тонкою штрихпунктирною
лінією з двома крапками, що дає можливість чітко оцінити припуски. При цьому
допускається не відображати окремі елементи деталі.
Розміщення
лінії роз’єму штампу слід вказувати тонкою штрихпунктирною лінією, що позначена на обох кінцях знаком
– ´.
На креслені
необхідно вказати установочні бази для обробки різанням та від них проставити
всі розміри з допусками. розмірні лінії для нанесення розмірів поверхонь з
уклонами проводять від вершин уклонів.
В технічних
вимогах на поковку вказують: клас точності, групу сталі, ступінь складності,
вихідний індекс поковки, вид нагріву заготовки перед штампуванням, штампувальні
уклони та радіуси, що не вказані на кресленні. Крім цього в технічних вимогах
обумовлюються відношення між споживачем та виробником поковок, а саме: групу за
видом випробувань, категорію міцності, вид термообробки, спосіб очищення
поверхні, допустиму величину залишкового облою, а
також величину зовнішніх дефектів та дефектів форми (зсув, неспіввісність,
кривизну, жолоблення та ін.).
11.4 Розробка
креслення гарячої поковки
Креслення
гарячої поковки необхідне для конструювання та виготовлення штампу, оскільки
згідно нього виконується порожнину кінцевого штампувального рівчака штампу.
Креслення холодної поковки (інспекційне креслення) не може слугувати вихідним
матеріалом для розробки штампу оскільки поковка після формування при гарячому
штампуванні є нагрітою та при наступному охолодженні її розміри будуть
зменшуватись на величину усадки. Величина усадки залежить від коефіцієнту
температурного розширення матеріалу поковки.
Отже для
отримання потрібних розміррів поковки необхідно, щоб
порожнина кінцевого штампувального рівчака була більша за розмірами поковки на
величину усадки.
Для
орієнтовного розрахунку температуру кінця штампування сталі приймають 900…1000
°, що лінійній усадці 1,5 %. Тому «гарячий» розмір поковки визначають як
добуток відповідного розміру холодної поковки та коефіцієнту усадки 1,015.
Розміри на
кресленні гарячої поковки дають без допусків з врахуванням особливостей
розмітки поковки на штампі та розмітки шаблонів. Для цього необхідно вказати
повністю всі дані для побудови лінії роз’єму, проставляючи
від неї розміри по висоті. Для полегшення розмітки напусків, що утворюють
штампувальні уклони, слід вказувати горизонтальні відрізки напусків. Якщо
поковка має намітку отвору, то на кресленні гарячої поковки намітку слід
вказати разом з плівкою чи перемичкою від намітки.
В технічних
вимогах до креслення гарячої поковки вказують відомості про величину усадки та невказані штампувальні уклони і радіуси.

