6 ШТАМПУВАЛЬНІ ПЕРЕХОДИ ГАРЯЧОГО ШТАМПУВАННЯ
До
штампувальних переходів відносять штампування в кінцевому рівчаку, попередньому
(чорновому) та заготівельно-попередньому рівчаку. На пресах, також, часто
виконують штампування видавлюванням, прошивання та протягування заготовок.
Штампувальними переходами на ГКМ є формування та прошивання.
6.1
Особливості штампування в кінцевому (чистовому) рівчаку
при гарячому штампуванні
поковок
За допомогою
цього штампувального переходу отримують повністю оформлену поковку з облойним заусенцем (при
відкритому штампуванні). Після чистового штампування залишається обрізати облой та, при необхідності, виконати пробивання отвору, правку,
калібрування. При закритому штампуванні отримується готова поковка без заусенця.
Остаточно
оформлена поковка після штампування в кінцевому рівчаку, охолоджується із
зменшенням всіх розмірів. Тому порожнина чистового рівчака має бути більшою за
розміри холодної поковки на величину усадки.
Для
виготовлення чистового рівчака розробляють креслення гарячої поковки. На цьому
кресленні всі розміри холодної поковки збільшують на величину усадки. Для сталі
усадку приймають рівною 1,5 %. На кресленні самого штампу розміри рівчака
не проставляють, натомість в переліку технічних умов вказують пункт: «...
рівчак виготовити згідно креслення гарячої поковки».
Кінцевий
рівчак при відкритому штампуванні по всьому контуру має облойну
канавку. Найбільш частіше застосовують канавку (рис. 6.1) з одностороннім верхнім магазином (тип І). В
штампах КГШП (рис. 6.1, б) облойні
канавки виконують відкритими зісторони магазину для
уникнення жорсткого удару штампів.
Товщину
(висоту) облойного містка ![]() визначають за імпіричною залежністю:
визначають за імпіричною залежністю:
для круглих в плані поковок – ![]() ,
,
для видовжених в плані
поковок – ![]() ,
,
де ![]() – діаметр поковки,
– діаметр поковки, ![]() – площа поковки в
плані.
– площа поковки в
плані.
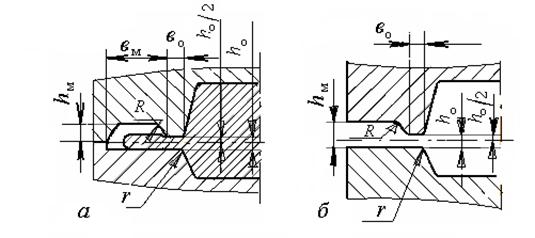
Рис. 6.1 Розміри облойних канавок з
верхнім магазином молотового (а) та пресового (б) штампів.
6.2 Конструкція
западини під кліщі в чистовому рівчаку при гарячому штампуванні
поковок
Кінцевий
рівчак молотового штампу обов’язково має западину під кліщі (кліщивину). Ця западина (рис.6.2) дозволяє розмістити
робочу частину кліщ та піддіти поковку після штампування і видалити її з
рівчака, або виконувати штампування від прутка, утримуючи його за вільний
кінець.
Рис. 6.2 Кліщивина молотового штампу.
При
штампуванні від прутка кліщівина молотового штампу
має мати ливарну канавку. Ця канавка з'єднує рівчак з кліщівиною.
Ширину В кліщивини
приймають в залежності від розміру кліщів.
При
штампуванні на механічних пресах, іноді, також штампувальний чистовий рівчак
виконують з кліщівиною. Це характерно для невисоких
поковок простої конфігурації. В цьому випадку западина під кліщі (рис. 6.3) не має ливарної канавки.
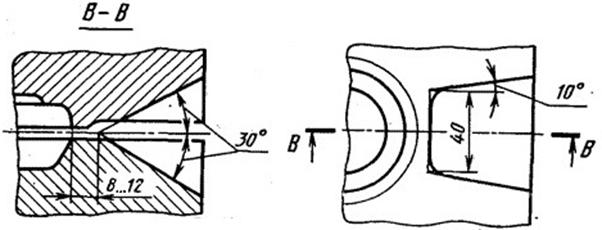
Рис. 6.3 Кліщивина пресового штампу.
При
наявності кліщивини у вставці штампу КГШП, вставку
проектують без виштовхувачів. Підваження
поковки виконують за облойний заусенець.
6.3 Особливості штампування в попередньому (чорновому) рівчаку при гарячому штампуванні поковок
Чорновий
штампувальний рівчак застосовують у випадку штампування складних поковок, коли
стійкість кінцевого чистового рівчака виявляється недостатньою та рівчак погано
заповнюється металом.
Порожнина
попереднього рівчака практично повторює порожнину кінцевого рівчака. Відповідно
більша частина формоутворення поковки відбувається в попередньому чорновому
рівчаку. Тому стійкість чистового рівчака підвищується.
Чорновий
штампувальний рівчак (рис. 6.4) має більш плавну форму ніж чистовий рівчак
та дещо збільшені висотні розміри на деяких елементах.
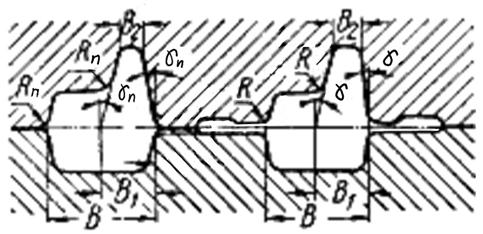
Рис. 6.4 Профіль чорнового та чистового рівчака.
Ширина В січення чорнового рівчака рівна ширині чистового рівчака. Штампувальні уклони збільшують
на 1...2° по відношенню до уклонів чистового рівчака ![]() °.
°.
Радіуси
заокруглень в попрередньому рівчаку також збільшують
– ![]() .
.
Облойну канавку в чорнових штампувальних рівчаках не проектують.
6.4 Особливості
штампування в заготівельно-попередньому (чорновому) рівчаку при гарячому штампуванні поковок
Заготівельно-попередній
рівчак слугує для отримання заготовки, загалом наближеної до готової поковки,
але на деяких ділянках цей рівчак суттєво відрізняється від кінцевого.
Виконуючи також роль заготівельного рівчака, він забезпечує значне зміщення
металу вздовж та поперек осі заготовки.
Заготівельно-попередні
рівчаки застосовують при виготовленні поковок з високими ребрами,
відгалуженнями, розгалуженнями, двутавровими
січеннями та т.п.
Порожнини
рівчака для оформлення, наприклад, ребра в заготівельно-попередньому
штампувальному рівчаку виконують менш глибокими, ніж в кінцевому, а радіуси
переходів – більш плавними. При штампуванні поковок з двутавровим
січенням застосовують овальне (рис. 6.5, а), прямокутне (рис.
6.5, б) чи фасонне січення (рис. 6.5, в).
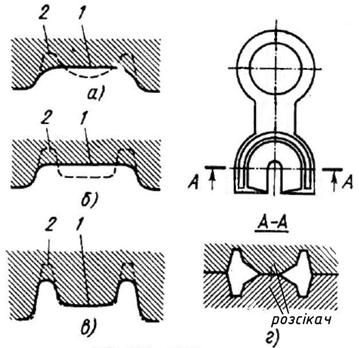
Рис. 6.5
Заготівельно-попередні рівчаки для поковок: а, б, в – двутаврового
січення, г – з місцевим розгалуженням.
Для
виготовлення поковок з розгалуженнями в заготівельно-попередньому рівчаку
використовують розсікач (рис. 6.5, г), який
розганяє метал в сторони. При штампуванні поковок з відгалуженнями для
полегшення затікання металу у відгалуження порожнині під нього в
заготівельно-попередньому рівчаку надають більш простої плавної форми.
6.5 Особливості видавлювання як виду штампувального
переходу на пресах
Штампування
видавлюванням зстосовують на КГШП, гідравлічних та
гвинтових пресах, іноді на ГКМ. Принципових відмінностей в конструкції рівчаків
для видавлювання на тому, чи іншому обладнанні немає.
Найбільше
розповсюдження отримали три способи видавлювання:
1)
пряме суцільних (рис 6.3, а) та порожнистих виробів
(рис 6.3, б);
2)
зворотнє порожнистих виробів
(рис 6.3, в);
3)
комбіноване видавлювання (рис 6.3, г).
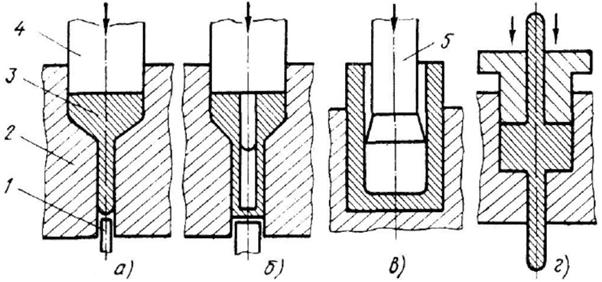
Рис. 6.3 - Схеми
прямого (а, б), зворотнього (в) та комбінованого
видавлювання (г): 1 – виштовхувач, 2 – матриця, 3 –
поковка, 4 – пуансон, 5 – прошивень.
Основним
інструментом при видавлюванні є пуансон та матриця. При прямому видавлюванні
метал тече в тому самому напрямку, в якому рухається пуансон, при зворотньому – в напрямку, зворотньому
його руху. При комбінованому видавлюванню частина металу рухається по напрямку
руху пуансона, а частина – в зворотньому.
Зворотнє видавлювання невисоких поковок іноді називають закритим прошиванням. Цим
способом отримують поковки типу втулок, стаканів, ковпачків та ін.
6.6 Особливості формування як
виду штампувального переходу на ГКМ
Штампувальні
рівчаки в штампах горизонтально-кувальних машин називають формувальними. В
залежності від складності поковки застосовують один чи декілька формувальних
рівчака. Порожнину останнього формувального рівчака виконують за кресленням
гарячої поковки.
Кінцеве
формування здійснюють двома основними способами: в закритому рівчаку (рис 6.4,
а); у відкритому рівчаку (рис 6.4, б, в, г, д).
При
формуванні в закритому рівчаку порожнину рівчака розміщують в матриці
(рис 6.4, а). При формуванні у відкритому рівчаку порожнину рівчака можуть
розміщувати в матриці (рис 6.4, б), в пуансоні (рис 6.4, в) або в
матриці та пуансоні (рис 6.4, г). Також при відкритому формуванні
порожнину рівчака можуть розміщувати в матриці з виконанням облойної
канавки (рис 6.4, д).
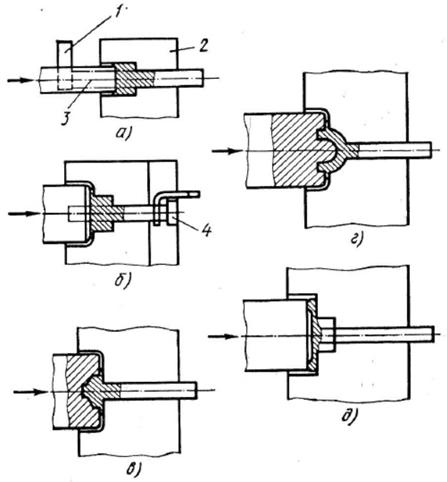
Рис. 6.4 - Схеми
закритого (а) та відкритого (б, в, г, д) формування на ГКМ 1, 4 – передній та
задній упори, 2 – матриця, 3 – пуансон.
Відкрите
формування є більш доцільним при штампуванні на ГКМ ніж закрите, оскільки при
останньому між матрицею та пуансоном утворюється торцевий заусенець.
Цей заусенець видаляють слюсарною обробкою поковки. А
при відкритому формуванні облой по площині роз'єму можна обрізати в обрізному рівчаку штампу ГКМ.
6.7 Особливості прошивання як виду штампувального
переходу на ГКМ
Прошивання в
штампах ГКМ застосовують з метою отримання поковок з глухими або наскрізними
отворами. Неглибоку прошивку можна суміщати з формуванням (рис. 6.5, а).
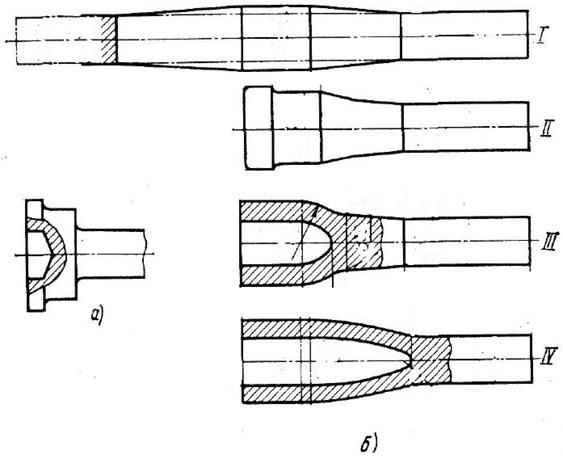
Рис. 6.5 - Схеми прошивання
на ГКМ.
Для
забезпечення глибокого прошивання намагаються досягнути течіння
металу заготовки переважно в радіальному напрямку, поперечно руху пуансона.
Штампування поковки на ГКМ з глибокою порожниною (рис. 6.5, б) виконують
за такою послідовністю:
1)
перехід І (набірний) – пруток висаджують в пуансоні та
матриці;
2)
перехід ІІ (формувальний) – формують ступінчасте
потовщення з фланцем Æ55 мм;
3)
перехід ІІІ (прошивний) – заготовку центрують по Æ55 мм, а пуансон Æ31 мм прошиває
заготовку на глибину
4)
перехід ІV (прошивний) – заготовку центрують по Æ55 мм, а пуансон Æ31 мм остаточно
прошиває заготовку на глибину 110,5 мм.
Для
здійснення процесу глибокого прошивання необхідно, щоб діаметр прошивного
пуансону не перевищував 0,75 діаметра поковки. Водночас, при малих діаметрах
пуансона (менше

