7 РОЗДІЛОВІ ПЕРЕХОДИ ГАРЯЧОГО ШТАМПУВАННЯ
До розділових
переходів гарячого штампування відносять:
відрубні, відрізні, обрізні та пробивні переходи. Відрубування застосовують на
молотах, а інші розділові переходи при штампуванні на ГКМ.
7.1 Особливості відрубування як розділового переходу гарячого
штампування
Відрубування
як розділовий перехід гарячого штампування застосовують на молотах при
штампуванні поковок від прутка. Це переважно поковки видовжені в плані.
Для
відрубування в штампах передбачають спеціальний відрубний рівчак (ніж). Його
розміщують в одному з кутків штампу: передньому чи задньому. В залежності від
цього розрізняють передній та задній відрубні ножі.
Відрубний
ніж подібний до відкритого протяжного рівчака, в якого довжина порогу
(обтискної ділянки) зменшена до ширини леза ножа – 3…5 мм. При
відрубуванні верхня та нижня половини штампу зближуються, а ніж перетискає
метал до тонкої плівки, яка розривається в результаті течіння
металу в різні сторони.
Відрубні
ножі (рис. 7.1) розміщують в плані штампу під кутом до бокової грані. Кут
α підбирають таким щоб станина молоту не заважала роботі, частіше
α=20…30°.
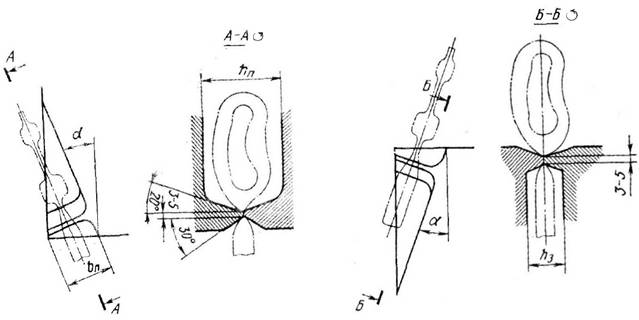
Рис. 7.1 - Схеми
переднього (а) та заднього (б) відрубних ножів молотового штампу: 1, 4 –
передній та задній упори, 2 – матриця, 3 – пуансон.
При
передньому розміщенні ножа (рис. 7.1, а) в порожнині рівчака повинна
розміщуватись поковка з облоєм, оскільки при
відрубуванні поковку встановлюють вертикально для зменшення ширини рівчака bп. Тому глибина рівчака hп має бути більша ширини
поковки з облоєм в плані. Передній ніж, завдяки своєму розміщенню, є більш зручним.
Але, часто його місце може бути зайнятим заготівельним рівчаком. Крім того, при
штампуванні широких поковок в плані глибина рівчака може бути досить великою,
що зменшує міцність штампу. Тому, в цих випадках застосовують задній відрубний
рівчак.
Задній ніж
(рис. 7.1, б) також розміщують під кутом до бічної грані штампу. При
відрубуванні поковка розміщується ззаду рівчака, а в порожнині рівчака глибиною
hз розміщується пруток.
Відповідно задній відрубний рівчак значно міцніший переднього.
7.2 Особливості
відрізування як розділового переходу гарячого штампування
Відрізування
як розділовий перехід гарячого штампування переважно застосовують при
штампуванні на ГКМ. Воно полягає у відрізуванні поковки від прутка чи прокату.
Існує два способи відрізування на ГКМ (рис. 7.2): зміщенням прутка; зміщенням
поковки.
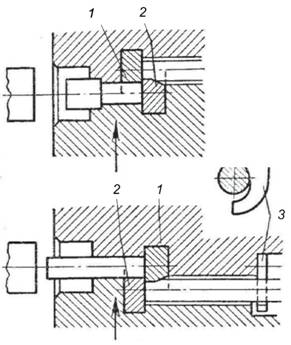
Рис. 7.2 - Схеми
відрізки на ГКМ: 1 – нерухомий ніж, 2 – рухомий ніж, 3 – скоба.
При відрізці
шляхом зміщення (рис. 7.2, а) прутка поковка притиснута до нерухомого
ножа 1, а пруток зсувається під дією
ножа 2, який встановлений в рухомому
матричному блоці штампа ГКМ.
При відрізці
шляхом зміщення поковки (рис. 7.2, а), навпаки, пруток є нерухомим, а
зміщується поковка або частина прутка з поковкою. Для уникнення зміщення кінця
прутка використовують спеціальну скобу 3,
яка прикріплена до нерухомого блоку матриць та утримує пруток в потрібному
положенні. Цей спосіб відрізування можна суміщати з наступною висадкою.
За один хід
ГКМ можна відрізати пруток діаметром до
7.3 Особливості обрізки як розділового переходу гарячого
штампування
Обрізування
як розділовий перехід гарячого штампування переважно застосовують при
штампуванні на ГКМ. Воно полягає в обрізуванні облою
по контуру поковки.
Обрізку облою, який утворюється при формуванні у відкритих
формувальних рівчаках, виконують в обрізному рівчаку штампа ГКМ (рис. 7.3).
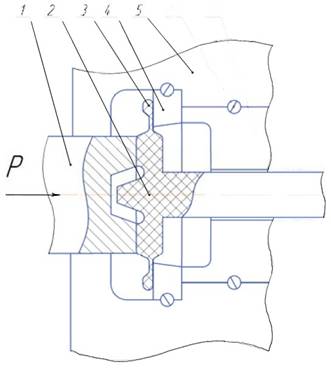
Рис. 7.3 - Схема обрізки на ГКМ: 1 – пуансон, 2 – поковка, 3 – облой, 4 – обрізна матриця, 5 – блок.
Інструментом
для обрізки слугує обрізна матриця 4
з ріжучими кромками та штовхаючий пуансон 1. При зворотному ході пуансона
обрізаний облой знімається з нього буртами напівматриць. Після розкриття матриць облой
видаляється в низ в тару чи на конвеєр.
При
конструюванні пуансону слід враховувати умову міцності по зминанню поковки по
площині контакту. ЇЇ величина має бути
 ,
,
де Робр –
зусилля обрізки, ![]() – допустиме напруження
зминання металу поковки.
– допустиме напруження
зминання металу поковки.
7.4 Особливості
пробивання як розділового переходу гарячого штампування
Пробивання
як розділовий перехід гарячого штампування застосовують при штампуванні на ГКМ.
Воно полягає в пробиванні попередньо прошитого отвору в поковці.
Пробивання
здійснюють в пробивному рівчаку штампа ГКМ (рис. 7.4, а). Він
складається з матриці 2 з ріжучими
кромками та пуансона 1. При
пробиванні одночасно відбувається відділення поковки від прокату. З пуансону
поковка знімається буртами напівматриць при
зворотному ході блоку пуансонів.
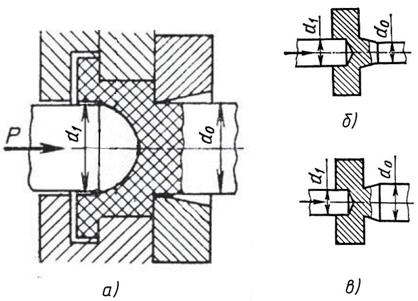
Рис. 7.4 - Схеми
пробивання на ГКМ: 1 – пуансон, 2 – матриця, 3 – поковка, 4 – пруток.
Для
забезпечення нормальних умов пробивання необхідно, щоб діаметр прутка чи
прокату був приблизно рівним діаметру пуансона. Якщо діаметр d0 прутка є меншим, то перед пробиванням необхідно
виконувати формування з потовщенням прутка біля поковки (рис. 7.4, в).
Якщо діаметр d0 прутка є більшим, то
перед пробиванням необхідно виконувати перетискання
на менший діаметр.

