5 ЗАГОТІВЕЛЬНІ ПЕРЕХОДИ ГАРЯЧОГО ОБ'ЄМНОГО ШТАМПУВАННЯ
5.1 Загальна характеристика заготівельних переходів ГОШ
Заготівельні
переходи в технологічних процесах гарячого штампування виконують для підготовки
початкової заготовки до наступного штампування. Їх кількість залежить від
складності поковки.
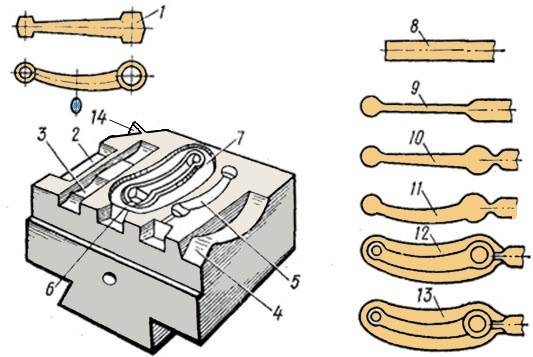
Наприклад, в
молотовому штампі для штампування важеля (рис. 5.1, а) заготівельними
переходами є переходи 9, 10 та 11. Їм відповідають заготівельні рівчаки 2, 3 та 4.
а
б
Рис. 5.1 – Молотовий
штамп (а) для штампування поковки важеля
(1) та переходи (б) його штампування.
При
штампуванні круглих в плані поковок основним заготівельним переходом є звичайна
чи рельєфна осадка, іноді висадка. Заготівельні переходи найбільш потрібні для
видовжених в плані поковок, особливо при значних перепадах січення по довжині.
Для цих поковок проектування заготівельних переходів виконують згідно
розрахункової заготовки.
Виконання
заготівельних переходів дозволяє покращити умови пластичного формування
профільованої заготовки в штампувальних рівчаках. При цьому збільшується
стійкість штампувальних рівчаків та загальний строк служби штампів. Крім того
заготівельне профілювання заготовок перед остаточним формуванням дозволяє
зменшити витрати металу при штампуванні, а отже оптимізувати технологію
штампування. Тому вибір та проектування заготівельних переходів є важливим
етапом при розробці технології штампування.
В залежності
від обладнання, на якому виконується штампування, застосовують різноманітні
заготівельні переходи. При молотовому штампуванні до заготівельних переходів
відносять: формування, підкатування, протягування, перетискання, гнуття, осадку, висадку. При штампуванні на
КГШП використовують: осадку, плющення, перетискання,
гнуття, формовку, підкатування. При штампуванні на
ГКМ заготівельними є набірні переходи, які виконуються за схемою висадки.
5.2 Формування як вид
заготівельного переходу при гарячому штампуванні
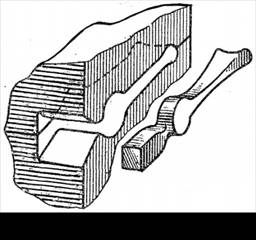
Формування –
це вид заготівельного переходу, який призначений для надання заготовці форми,
наближеної до форми поковки в плані. Формування виконується у відповідному
формувальному рівчаку (рис. 5.2). Профіль формувального рівчака будується
вписуванням його в контур штампувального рівчака в плані.
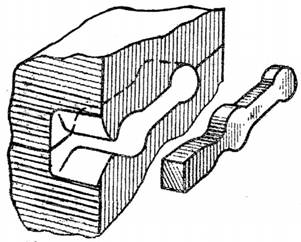
Рис. 5.2 – Вигляд
формувального заготівельного рівчака молотового штампу.
На ділянці
переходу від рівчака до виямки під кліщі проектують
зазор n.
n=0,2…0,3A0 ,
де A0 – товщина початкової заготовки (для круглих
приймають діаметр).
Ширина b рівчака повинна бути трохи більша ширини bф заготовки після
формування. Контури рівчака мають бути плавними.
При
молотовому штампуванні формовку виконують за 2…3 удари молоту без кантування.
Після формовки заготовку кантують на 90 ° та передають у штампувальний
рівчак. Ширина заготовки після формовки не повинна перевищувати три її товщини
(bф ≤3hф). Інакше при наступному
штампуванні можу утворитись затиск металу в тілі поковки.
Отже основна
мета формування надання плавних контурів заготовці у відповідності до контуру
поковки без значного перерозподілу металу вздовж та поперек осі заготовки.
5.3 Підкатування як вид заготівельного переходу при
гарячому штампуванні
Підкатування здійснюється з метою збільшення площі поперечного
січення (набору металу) заготовки на одній ділянці та зменшення площі на інших
ділянках. Підкатку виконують в підкат них рівчаках
(рис. 5.3).
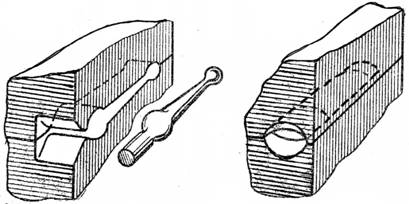
а б
Рис. 5.3 – Вигляд підкатного відкритого (а) та закритого (б) заготівельних
рівчаків молотового штампу.
Підкатні рівчакі бувають відкриті та закриті. Закриті
застосовують для більш інтенсивного перерозподілу метала вздовж заготовки.
Метал
заготовки розподіляється по довжині підкатного рівчака
у відповідності з розподіленням його в поковці. Довжина заготовки при підкатці приблизно рівна довжині поковки. Площі поперечних
січень заготовки після підкатування мають бути
рівними площам відповідних січень поковки з двостороннім облоєм.
В підкат них
рівчаках часто виконують задню канавку. Вона запобігає заштамповуванню
дефектного кінця відрубаної заготовки в тіло майбутньої поковки. Глибину
канавки приймають р=6…12 мм,
довжину m=20…40 мм. При підкатуванні
дефектний метал витискається в канавку та в подальшому видаляється в облойний заусенець.
Обробку в підкатному рівчаку при молотовому штампуванні виконують за
2…4 удари з кантуванням її на 90 ° після кожного удару.
5.4 Протягування як
вид заготівельного переходу при гарячому штампуванні
Протягування
як заготівельний перехід застосовують для видовжених в плані поковок при
значних перепадах січення поковки з, відповідно, великим коефіцієнтом підкатування. Як відомо протяжку виконують послідовним
обтисканням стрижня заготовки, тому цей заготівельний перехід застосовують лише
при штампуванні на молотах. При необхідності штампування на пресах для подібних
поковок протягування замінюють профілюючими операціями, наприклад,
вальцюванням, що виконуюєся на окремому
спеціалізованому обладнанні.
Протягування
при штампуванні на молотах виконують у відкритих та закритих протяжних рівчаках
(рис. 5.4). Обробку ведуть з нанесенням послідовних ударів молота згідно
правил протягування при куванні. При цьому збільшується довжина заготовки при
зменшенні її поперечного січення. Задня стінка прямих рівчаків слугує упором
при протягуванні.
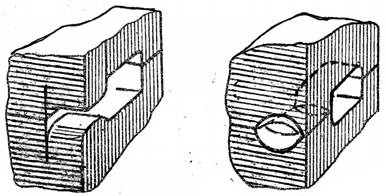
а б
Рис. 5.4 – Вигляд протягувального відкритого (а) та закритого (б)
заготівельних рівчаків молотового штампу.
Розрізняють
протяжні рівчаки з прямим та кутовим розміщенням. Кутовий рівчак розміщують під
кутом α=10…20 °до бічної стінки штампу. Його застосовують при
порівняно довгих заготовках.
Нормальний уков при протягуванні має становити близько 4 одиниць.
5.5 Перетискання як вид заготівельного переходу при
гарячому штампуванні
Перетискання застосовують для незначного розширення заготовки в
деяких місцях. Виконується у відповідному перетискному
рівчаку молотового чи пресового штампу.
Профіль перетискного рівчака виконують подібно до формувального
(рис. 5.5, а). Проте, в перетискному
рівчаку горизонтальне січення за контуром близьке до контуру поковки в плані
штампу і заготовку після перетискання передають у
штампувальний рівчак без кантування.
а б
Рис. 5.5 – Вигляд преретискного заготівельного рівчака молотового штампу (а)
та штампу ГКМ (б).
При
штампуванні на КГШП перетиск ний рівчак виконують в окремих вставках штампу,
тому часто він є закритим.
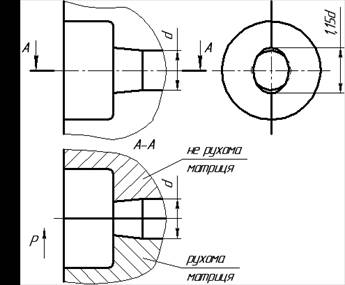
Перетискання також можуть виконувати при штампуванні на ГКМ. В даному
випадку цей заготівельний перехід призначений для незначного зменшення
поперечного січення прутка перед наступним пробиванням отвору в поковці з його
відділенням від неї. Цей перехід виконують в овальних рівчаках штампу ГКМ
(рис. 5.5, б). Обтискання прутка виконується матрицями штампу.
Величина пере тискання за один хід машини не повинна перевищувати 5 %
діаметру прутка для круглих рівчаків та 15 % для овальних. Перетискання на ГКМ дозволяє уникнути дефекту вирива на отворі поковки після її пробивання.
5.6 Згинання як вид
заготівельного переходу при гарячому штампуванні
Згинання
застосовують при гарячому штампуванні поковок з зігнутою віссю. Цей
заготівельний перехід може використовуватись як при штампуванні на молотах, так
і при штампуванні на пресах. Згинальний рівчак зазвичай розташовують з правої
сторони штампу (рис. 5.6).
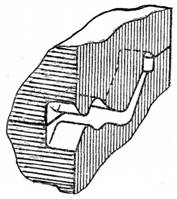
Рис. 5.6 – Вигляд згинального
заготівельного рівчака
В
згинальному рівчаку відбувається згинання та незначне формування заготовки.
Повздовжнє січення рівчака будують вписуванням його в контур штампувального
рівчака в плані. При наступній передачі зігнутої заготовки в штампувальний
рівчак її кантують на 90 °. Для потрібної
орієнтації заготовки в згинальному рівчаку в ньому передбачають упори.
Важливим є
вибір площини роз’єму по згинальному рівчаку. Для
підвищення стійкості штампу та зменшення витрат штампової сталі її зміщують
відносно загальної площини роз’єму так, щоб виступи в
верхньому та в нижньому штампах в зоні згинального рівчака були приблизно
однакові. Для запобігання вдаряння виступів
згинального рівчака в штампі проектують зазор Δ=4…10 мм.
5.7 Осадка як вид
заготівельного переходу при гарячому штампуванні
Осадку як
заготівельний перехід часто застосовують при штампуванні круглих в плані
поковок чи по формі січення близьких до квадрату. При цьому в молотовому штампі
виконують спеціальну площадку для осадки (рис. 5.7), а при штампуванні на
КГШП використовують плоскі вставки. Площадку для осадки розміщують в передньому
лівому кутку молотового штампу, тобто зі сторони нагрівального агрегату.
Основною
метою осадки є: видалення окалини з поверхні поковки перед штампуванням
поковки; вирівнювання поверхні торців заготовки та досягнення їх паралельності;
зменшення роботи деформування в штампувальному рівчаку; спрощення орієнтації
заготовки в штампувальному рівчаку.
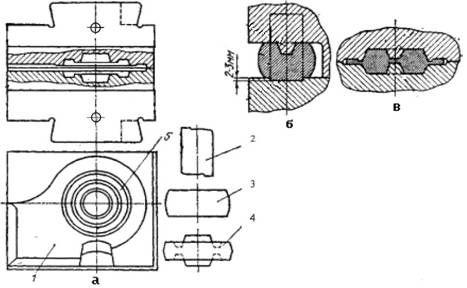
Рис. 5.7 – Конструкція
молотового штампу для формування круглої в плані поковки
При
молотовому штампуванні заготовку встановлюють на торець та по верхньому торцю
наносять 1…3 удари молоту.
Для поковок
з отворами часто застосовують осадку з утворенням в заготовці глухої порожнини
(рельєфну осадку). Для цього у верхньому штампі чи вставці виконують виступ-бобишку, а в нижній – заглиблену на 2…3 мм
площадку близьку до діаметру початкової заготовки. Заглиблення дозволяє
уникнути зсуву заготовки при осадці. Після осадки заготовка кантується на
180 ° порожниною донизу та легко орієнтується в штампувальному рівчаку.
5.8 Висадка як вид
заготівельного переходу при гарячому штампуванні
Висадку як
заготівельний перехід найбільш частіше застосовують при штампуванні на ГКМ.
Основна мета висадки – виконати набір металу у вигляді місцевого потовщення на
стрижневій заготовці для наступного формування поковки. Завдяки цьому рівчаки
для висадки на ГКМ часто називають набірними.
Можуть
використовувати різні способи висадки:
1. Вільна
висадка в матриці (рис. 5.8). Довжина виступаючої частини заготовки не
повинна перевищувати 2,5 діаметру прутка (рис. 5.8, а), інакше відбудеться
згин та затиск заготовки. Можливі інші умови висадки згідно схем рис. 5.8, б, в.

Рис. 5.8 – Схема висадки
в матриці штампу ГКМ
2. Висадка в
набірному рівчаку пуансону з конічною порожниною (рис. 5.9). Це найбільш
розповсюджений спосіб висадки. Для правильного її виконання необхідно
дотримуватись умов згідно схем наведених на рисунку 5.9.
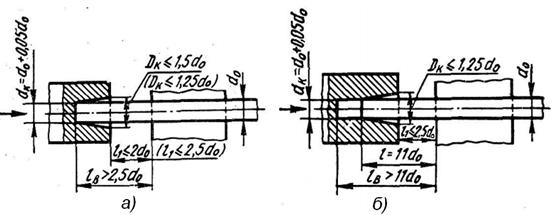
Рис. 5.9 – Схема висадки
в пуансоні штампу ГКМ
3. Висадка в
матриці та пуансоні (рис. 5.10). В цьому випадку набірні рівчаки виконують
в пуансоні та матриці.
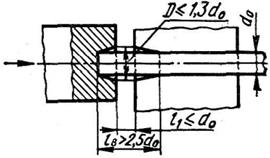
Рис. 5.10 – Схема
висадки в пуансоні штампу ГКМ
В тому
випадку, якщо за один хід машини виконати необхідний набір металу не вдається
(не дозволяють правила висадки), то застосовують декілька набірних переходів.

