LABORATORY WORK №14
INVESTIGATION OF POSITION
SENSOR CHARACTERISTICS
14.1.
Objective
Analyze
characteristics and applications of different position sensor types.
14.2.
Task
Use experimental
investigation to obtain sensibility characteristics of different
position sensor types:
·
inductive
proximity sensor;
·
capacitive
proximity sensor;
·
optical
proximity sensor;
·
ultrasonic
proximity sensor.
Investigate the optical proximity sensor usage for
rotation speed measurement.
14.3. Classification of
position sensors
A sensor is a
technical converter, which converts a physical variable (e.g. temperature,
distance, pressure) into a different, more easily evaluated variable (usually
an electrical signal). Additional terms for sensors are: encoders, effectors,
converters, detectors, transducers. Sensors are devices which can operate both
by means of contact, e.g. limit switches, force sensors, or without contact,
e.g. light barriers, air barriers, infrared detectors, ultrasonic reflective
sensors, magnetic sensors, etc. Even a simple limit switch can be interpreted
as a sensor.
According to the
output signal type sensors can be divided into 5 types.
Type A – sensors with switching signal output (binary signal
output). Examples – proximity sensors, pressure sensors, filling level sensor,
bimetal temperature sensor. These sensors can be connected directly to
programmable logical controllers (PLC).
Type B – sensors with pulse rate output. Examples –
incremental length and rotary angle sensors, quadrature encoders. Generally,
PLC-compatible interfaces are available.
Type C – sensors with analogue output and without integrated
amplifier and conversion electronics usually provide very small analogue output
signal (e.g. in the millivolt range), which is to be evaluated only by using
additional circuity. Examples – piezoresistive or piezoelectric sensor
components, Pt-100 or thermoelectric cells,
magnetoresistor and Hall
sensor components, pH and conductivity measuring
probes, potentiometers.
Type D – sensors with standardized analogue output and
integrated amplifier or conversion electronics. Typical output signals are: 0
to 10 V; 1 to 5 V; –5 to +5 V; 0 to 20 mA; 4 to 20 mA; –10 to +10 mA.
Type E – sensors and sensor systems with standardized digital
signal output interface, e.g. RS-232-C, RS-422-A, RS-485, CAN, Profibus, etc.
Sensors which
detect whether or not an object is located at a certain position are known as proximity sensors. Sensors of this type
provide a «Yes» or «No» statement depending on whether or not the position,
to be defined, has been taken up by the object. Usually these sensors have
binary output (Type A).With many production systems, mechanical position
switches are used to acknowledge movements which have been executed. Additional
terms used are micro-switches, limit switches or limit valves. Because
movements are detected by means of contact sensing, relevant constructive
requirements must be fulfilled. Also, these components are subject to wear. In
contrast, proximity sensors operate electronically and without contact.
The advantages
of contactless proximity sensors are:
·
Precise and
automatic sensing of geometric positions.
·
Contactless
sensing of objects and processes; no contact between sensor and workpiece is
required with electronic proximity sensors.
·
Fast switching
characteristics; as the output signals are generated electronically, the
sensors are bounce-free and do not create error pulses.
·
Wear-resistant
function; electronic sensors do not include moving parts which can wear out.
·
Unlimited number
of switching cycles.
·
Suitable
versions are also available for use in hazardous conditions (e.g. areas with
explosion hazard).
Today, proximity
sensors are used in many areas of industry for the reasons mentioned above.
They are used for sequence control in technical installations and for
monitoring and safeguarding processes. In this context sensors are used for
early, quick and safe detection of faults in the production process. The
prevention of damage to man and machine is another important factor to be
considered. A reduction in downtime of machinery can also be achieved by means
of sensors, because failure is quickly detected and signalled.
Inductive proximity sensors
Inductive
proximity sensors detect the presence of electrically conductive (metal)
objects that come within range of their oscillating field. Most of inductive
proximity sensors are operated using Eddy Current Killed Oscillator (ECKO)
principle. This type of sensor consists of few elements: coil, oscillator,
demodulator, trigger circuit, and an output (Fig. 14.3.1). The oscillator is an inductive capacitive tuned
circuit that creates a radio frequency. The electromagnetic field produced by
the oscillator is emitted from the coil away from the face of the sensor. The
circuit has just enough feedback from the field to keep the oscillator going.
When a metal target enters
the field, eddy currents circulate within the target. This causes a load on the
sensor, decreasing the amplitude of the electromagnetic field. As the target
approaches the sensor eddy currents increase, increasing the load on the
oscillator and further decreasing the amplitude of the field.
Demodulator removes the oscillator’s carrier and leaves only amplitude value. Schmitt
trigger circuit monitors the oscillator’s amplitude and at a predetermined
level switches the output state of the sensor from its normal condition. As the
target moves away from the sensor, the oscillator’s amplitude increases. At a
predetermined level the trigger switches the output state of the sensor back to
its normal condition.
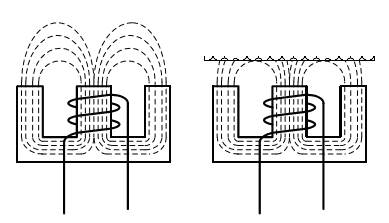
Fig. 14.3.1.
Magnetic fields in inductive proximity sensors
The ferrite core
concentrates the radiated field in the direction of use. A shielded proximity sensor has a metal ring placed around the
core to restrict the lateral radiation of the field. Shielded proximity sensors
can be flush mounted in metal. A metal-free space is recommended above and
around the sensor’s sensing surface. If there is a metal surface opposite to
the proximity sensor it must be at least three times the rated
sensing distance of the sensor from the sensing surface.
An unshielded
proximity sensor does not
have a metal ring around the core to restrict lateral radiation of the field.
Unshielded sensors cannot be flush mounted in metal. There must be an area
around the sensing surface that is metal free. An area of at least three times
the diameter of the sensing surface must be cleared around the sensing surface
of the sensor. In addition, the sensor must be mounted so that metal surface of
the mounting area is at least two times the sensing distance from the sensing
face. If there is a metal surface opposite to the proximity sensor it must be
at least three times the rated sensing distance of the sensor from the sensing
surface.
For sensing
distance normalization a standard target
is defined. A standard target is defined as having a flat, smooth surface, made
of mild steel that was 1 mm thick. Steel is available in various grades. Mild
steel is composed of a higher content of iron and carbon. The standard target
used with shielded sensors has sides equal to the diameter of the sensing face.
The standard target used with unshielded sensors has sides equal to the
diameter of the sensing face or three times the rated operating range,
whichever is greater. If the target is larger than the standard target, the
sensing range does not change. However, if the target is smaller or irregular
shaped the sensing distance (Sn)
decreases. The smaller the area of the target the closer it must be to the
sensing face to be detected.
Target Size Correction Factor. A correction factor can be applied when targets are
smaller than the standard target. To determine the sensing distance for a
target that is smaller than the standard target (Snew), multiply the rated sensing distance (Srated) by the correction
factor (T):
![]() (14.1)
(14.1)
Table 14.1
Target size correction
values
|
Size of Target compared to Standard Target |
Correction Factor |
|
|
Shielded |
Unshielded |
|
|
100% |
1.00 |
1.00 |
|
75% |
0.93 |
0.90 |
|
50% |
0.82 |
0.73 |
|
25% |
0.56 |
0.50 |
Thickness of the target is another factor that should be considered. The sensing
distance is constant for the standard target. However, for nonferrous targets
such as brass, aluminium, and copper a phenomenon known as «skin
effect» occurs. Sensing distance decreases as the target
thickness increases. If the target is other than the standard target a
correction factor must be applied for the thickness of the target.
The
target material also has an effect on the sensing distance. When the material
is other than mild steel correction factors need to be applied. The reduction
factors for FESTO SIEH M12 sensor (used in laboratory equipment) are presented
in Table 14.2.
Table 14.2
Target
material reduction factors for FESTO SIEH M12 inductive
proximity
sensor
|
Material |
Reduction Factor |
|
Steel S 265 JR (St 37) |
1.0 |
|
Stainless steel St 18/8 |
0.8 |
|
Brass |
0.5 |
|
Copper |
0.4 |
|
Aluminium |
0.4 |
Rated operating Distances. The rated sensing distance (Sn) is a theoretical value which does not take into
account such things as manufacturing tolerances, operating temperature, and
supply voltage. In some applications the sensor may recognize a target that is
outside of the rated sensing distance. In other applications the target may not
be recognized until it is closer than the rated sensing distance. Several other
terms must be considered when evaluating an application. The effective
operating distance (Sr) is
measured at nominal supply voltage at an ambient temperature of 23 °C ± 0.5 °.
It takes into account manufacturing tolerances. The effective operating
distance is ±10 % of the rated operating distance. This means the target will
be sensed between 0 and 90 % of the rated sensing distance. Depending on the
device, however, the effective sensing distance can be as far out as 110 % of
the rated sensing distance. The useful switching distance (Su) is the switching distance measured under specified
temperature and voltage conditions. The useful switching distance is ±10 % of
the effective operating distance.
The assured
(guaranteed) operating distance (Sa)
is any switching distance for which an operation of the proximity switch within
specific permissible operating conditions is guaranteed. The assured operating
distance is between 0 and 81 % of the rated operating distance.
The main
parameters for FESTO SIEH M12 inductive proximity sensor (used in laboratory
equipment) are presented in Table 14.3.
Table 14.3
The main parameters for the
FESTO SIEH M12 inductive
proximity sensor
|
Parameter |
Value |
|
Rated operating distance |
4 mm |
|
Assurred switching distance |
3.24 mm |
|
Repetition accuracy under constant conditions |
0.2 mm |
|
Hysterezis |
|
|
Max. switching frequency |
2500 Hz |
|
Max. output current |
200 mA |
14.4. Method of testing
1. Install the capacitive proximity sensor (looks like
blue plastic screw with wiring) on a testbench to the measuring scale as shown
in Fig. 6.10 and adjust the zero position.
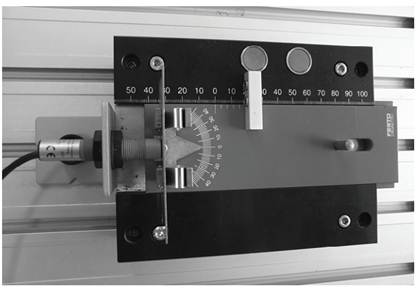
Fig. 14.4.1. Sensor and a
measurement scale installation
2.
Connect the
sensor to a power supply and a load according to the scheme at Fig. 14.4.2,
using relay and indication units.
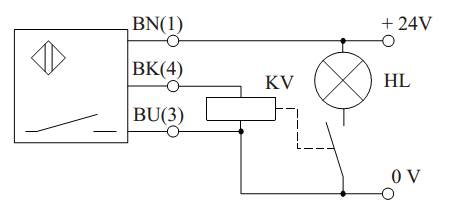
Fig. 14.4.2. Sensor
connection diagram
3.
Perform the
sensor switching distance measurements: for each of four provided material
plates (check the material!) find distances x1
– switch-off point moving from sensor; x2 – switch-on point moving to the sensor; ![]() – hysteresis.
Write the obtained results write in Table 14.4.
– hysteresis.
Write the obtained results write in Table 14.4.
Table 14.4.
Sensor testing results
|
Material |
|
|
|
|
Iron |
|
|
|
|
Aluminium |
|
|
|
|
Copper |
|
|
|
|
Plastic |
|
|
|
4.
Perform
step 1 to 3 for inductive and optical sensor.
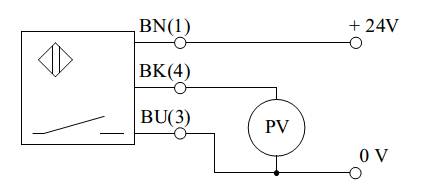
Fig.
14.4.3. Ultrasonic sensor connection diagram
5. Perform the ultrasonic sensor test: connect
it according to the schematic at Fig. 14.4.3, and measure the output voltage
moving the obstacle (perpendicular book) in front of the sensor every 5 cm till 1 m. Make a reliance graph.
6. Perform a motor shaft rotation speed
measurement using an optical retro-reflective proximity sensor. Take a look at
Fig. 14.4.4, and make connections: connect power to the counter, motor and
sensor; connect voltmeter to the motor unit control output; connect sensor
output to «CLOCK» input of counter unit. Put the counter unit switch to
the «imp. / s» position. Take a counter marks every 1V motor control
voltage increase and put them into Table 14.5. Calculate the rotation speed for each value using
formula:
![]() [rpm]
[rpm]
where: N – counter indication; n – pulse number per rotation (count the
holes on the disc). Make rotation speed ω
dependence to the control voltage chart.
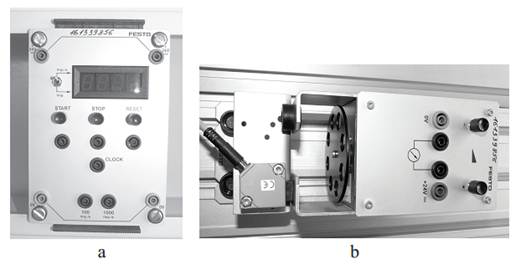
Fig. 14.4.4. Motor shaft
rotation speed measurement equipment: a – counter
unit; b – motor unit with
installed optical sensor
Table 14.5
Rotation speed measurement
results
|
Control voltage, V |
Counter indication, |
Rotation speed, rpm |
|
|
|
|
14.5.
Content of Report
1.
Objective, task
and model of the laboratory work.
2.
Work results
(connection diagrams, tables and charts).
3.
Conclusions.
14.6.
Control questions
1.
What does «proximity sensor» mean?
2.
Explain
operation principle of inductive proximity sensor.
3.
What are the
main characteristics of inductive proximity sensor?
4.
Explain
operation principle of capacitive proximity sensor.
5.
What are the
main characteristics of capacitive proximity sensor?
6.
Explain
operation principles of optical proximity sensor.
7.
What are the
main characteristics of optical proximity sensor?
8.
Explain
operation principles of ultrasonic proximity sensor.
9.
What are the
main characteristics of ultrasonic proximity sensor?
10. Find three application examples for each mentioned
sensor type.

