3.8.Оптимізація маршруту
технологічного процесу обробки корпусу масляного насоса
Стосовно розглядаючого технологічного процесу обробки корпусу
масляного насоса (рис. 3.5) варіантність маршруту обробки може виникнути в результаті
заміни протягування фрезеруванням під час обробки основної поганої поверхні А1
деталі. Однак у силу специфічних особливостей деталі (деталь плоска, її
конструкція і метод базування не дозволяють забезпечити значне зусилля зажиму)
протягування можна виключити з розгляду як метод неприйнятний в конкретному
випадку, і не оцінювати його за критерієм Зі.
Тоді на першому кроці оптимізації маршрут обробки буде
вже визначено і необхідно розробити тільки три варіанти
структурно-компонувальних схем, тобто один варіант у кожному класі концентрації
операцій; це варіанти 1, 2, 3, представлені на рис. 3.4 (другий крок) і в
таблиці формування даних (табл. 3.2). Як вже згадувалося, оцінюють варіанти у
три етапи, при чому оцінка одного і того ж варіанту з кожним кроком
збільшується, оскільки формули побудовані так, що з кожним кроком на розгляд
включається все більша кількість параметрів, які впливають на критерій 3і, що
випливає з табл. 3.1 і рис. 3.5.
Таким чином, метод дозволяє, визначаючи напрям пошуку
оптимального варіанту, здійснити формування і оцінку тільки тих схемних рішень,
які необхідні для знаходження оптимального, а не перебирати і оцінювати всі
можливі рішення.
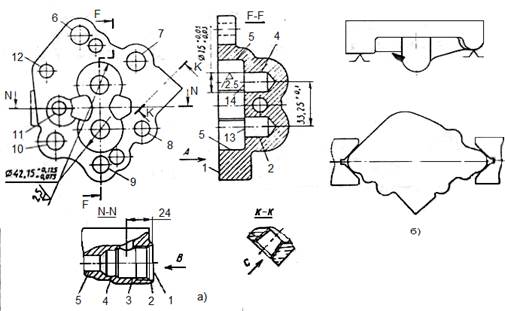
Рис. 3.5. Ескіз
обробляючої деталі (а) і схема її базування (б) (1-12 - номери обробляючих
поверхонь, як у табл. 3.2)
Викладений метод базується на однокритерійному
підході до вирішення завдання. Причому значення критерію розглядається як
детермінована величина. Разом із тим багато параметрів, що впливають на
критерій, на стадії проектування можуть бути розраховані лише наближено.
Внаслідок цього з достатньою достовірністю визначається лише інтервал, у якому
знаходиться значення критерію.
У цих умовах за оптимальні можуть бути прийняті не
найефективніші варіанти побудови верстатної системи. Результат буде залежати
від того, які значення визначальних параметрів обрані під час розрахунку, тому
у випадках, коли точність розрахунку параметрів недостатньо висока (наприклад,
на стадії проектування не завжди можливо точно оцінити вартість устаткування і
засобів автоматизації за розглянутими варіантами), задачу оптимізаційного
синтезу доцільно вирішувати у ймовірній постановці, оцінюючи варіанти
випадкових значень критерію і спираючись під час порівняння варіантів на
ймовірні характеристики значення критерію (математичні очікування, дисперсії
тощо).
![]()
![]()