3.7.Приклад
формування варіантів маршрутів обробки елементарної поверхні — отвори
Розглянемо приклад формування варіантів маршрутів обробки
елементарної поверхні — отвори. Є досить велика кількість можливих методів
(10-12) обробки отворів із необхідними параметрами, проте частина їх забезпечує
однакову точність обробки і шорсткість, при цьому число аналізованих варіантів
маршрутів може становити кілька десятків. Якщо необхідно забезпечити 7 квалітет
і параметр шорсткості Rа= 1,25 мкм,
то кінцевими операціями можуть бути тонке розверстування і тонке розточування.
Формотворчим методом за відсутності отвору в заготовці є свердління, яке
забезпечує 11-12 квалітетів і параметр шорсткості Rг=80
мкм. Близькі параметри забезпечують, крім того,
розсвердлювання, розточування і зенкерування необробленого отвору (по кірці).
Отже, перший і останній переходи розділяються п'ятьма квалітетами.
Реальний технологічний процес володіє певними обмеженнями на
послідовність виконання елементарних операцій, отже, дійсне число варіантів
значно менше розрахункового. Обмеження викликані вимогами до позиційного
допуску обробляючих отворів, конструктивних можливостей обладнання,
особливостей самої деталі. Маючи в своєму розпорядженні кілька варіантів
технологічного маршруту, здійснюють формування структури процесу і схем
верстатів. Вихідною інформацією слугують креслення деталі з технічними умовами
на її виготовлення, програма випуску з урахуванням обмежень на послідовність
виконання тих чи інших елементарних операцій.
У таблиці формування варіантів (див. табл.
3.2) записують послідовно переходи, необхідні для обробки всіх поверхонь
деталі.
Оцінка оптимального варіанту ґрунтується на
розрахунку критерія приведених витрат (див. табл. 3.1), причому варіанти
компоновок, для яких їх розраховують, сформовані за кожним із варіантів
маршруту обробки і, крім того, за трьома ступенями концентрації операцій (рис.
3.4).
Таким чином, на першому кроці оптимізації
одночасно оцінюється оптимальність маршруту обробки, реалізованого розглянутого
компонуванням обладнання, і здійснюється вибір напрямку подальшого пошуку,
оскільки оптимальність варіанту компонування оцінюється для кожного з трьох
класів концентрації операцій.
Варіанти синтезують так, щоб здійснити в кожному
класі обробку деталі на найменшій кількості верстатів даного класу і
забезпечити мінімум капітальних витрат і мінімальну трудомісткість обробки.
На другому кроці значення критерію для обраного
варіанту маршруту і класу схем верстатів уточнюється;
при цьому варіанти компоновок розробляються з послідовним і
паралельно-послідовним виконанням елементарних операцій.
На третьому кроці здійснюється перебір декількох
варіантів компоновок одного підкласу з розрахунком всіх параметрів, що
впливають на критерій приведених витрат (див. рис. 3.3). Оскільки кожен варіант
маршруту тільки на першому кроці реалізований на схемах верстатів усіх трьох
класів концентрації операцій, то необхідна перевірка того, що на останньому
кроці оптимальний варіант маршруту обробки опиниться в тому ж класі
концентрації операцій, що і оптимальний за структурою варіант. Внаслідок цього
перевірка конкуруючих варіантів у кінцевому підсумку повинна вестися у двох
напрямках: оцінка маршруту обробки та оцінка структурно-компонувальної схеми
обладнання (див.рис. 3.3).
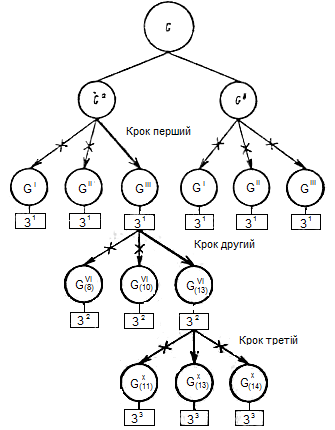
Рис. 3.4. Схема спрямованого пошуку оптимального маршруту
обробки та структурно-компонувальних схем агрегатного устаткування.
![]()
![]()