3.4. Задача оптимізації структури процесу і вибору
структурно-компонувальних схем при заданих методах обробки поверхонь деталі
Розглянемо задачу оптимізації структури
процесу і вибору структурно-компонувальних схем за заданих методів обробки
поверхонь деталі. Для будь-якої заданої деталі безліч G* варіантів схем
верстатів можна розділити на кілька
підмножин-класів (рис.3.1):
1. однопозиційні верстати G1,
2. багатопозиційні верстати (лінії) G2,
3. системи багатопозиційних верстатів (ліній) G3.
На першому кроці вибирають клас схем з
мінімальним значенням критерію Зi, де буде
продовжуватися пошук. Для цього в кожному з трьох класів разробляється
варіант з максимальною (зазвичай паралельно-послідовною) концентрацією
операцій, який характеризується мінімальною кількістю верстатів для повної
обробки деталі. Приймається в розрахунках коефіцієнт технічного використання
системи Ктм= 1, тобто 100%-ва надійність обладнання.
Заробітну плату робочих обчислюють за мінімального значення трудомісткості
деталі (при ƭ-мах). Стосовно таких «ідеалізованих» умов обробки
визначається мінімально можливе в кожному класі значення критерію З1
(розрахунок за формулою I рівня, табл.3). За нижньою оцінкою одного
представника класу виключається з розгляду весь клас схем. З розглянутих, на
першому кроці класів залишається для подальшого аналізу тільки один клас з
мінімальним значенням З1, тобто різко звужується область пошуку.
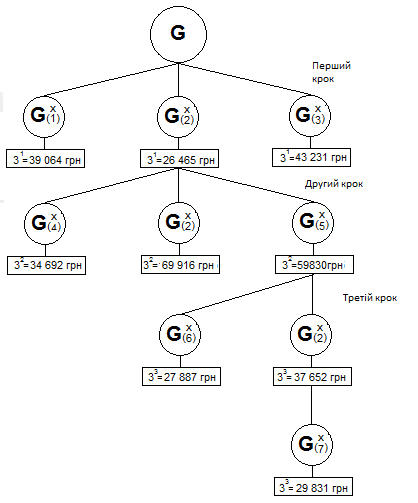
Рис.
3.1. Схема спрямованого
пошуку на ЕОМ оптимального варіанту побудови системи верстата
На другому кроці, у класі, у якого значення
З1 виявилося найменшим, вибирають перспективний підклас, який характеризується
паралельною, послідовною або паралельно-послідовною обробкою. З цією метою
додатково до вибраного на першому кроці варіанту обробки деталі генерують новий
варіант побудови системи із сусіднього підкласу. Для вибору «перспективного»
підкласу схем оцінка варіантів на другому кроці (З2) здійснюється з урахуванням
надійності обладнання та інструментів, тобто з більшим наближенням до реальних
умов.
На третьому кроці в обраному підкласі схем
аналізують варіанти, що відрізняються кількістю сторін деталі на кожній
позиції, а також кількістю позицій верстатних систем; при цьому розрахунок
критерію З2 виконують з урахуванням власних і додаткових простоїв устаткування,
фактичну трудомісткість обробки деталі (за кількістю зайнятих на лінії
операторів і наладчиків) та ін.
Облік усіх основних факторів призводить до
того, що оптимальним не завжди виявляється варіант з максимальною у цьому
підкласі схем концентрацією операцій. Різниця між максимальною і оптимальною
концентрацією тим більша, чим складніше розглянуте обладнання і чим менша
програма випуску деталей.
Важливою особливістю методу, що гарантує
оптимальне рішення, є те, що для прийняття остаточного рішення необхідне
повернення до результатів попередніх розрахунків, тобто порівняння отриманого
на третьому кроці значення З3 з оцінками 3і для розглянутих варіантів на двох
попередніх кроках. Якщо З3 < Зі, то вибраний варіант оптимальний; якщо ж
З3>3і, то необхідно розвивати варіант 3і, на кожному наступному кроці
порівнюючи його оцінку з З3 (див.
рис. 3.1).
Таким чином, покроковий метод оптимізації
вимагає розробки мінімально можливої кількості варіантів структури процесу і
схем верстатних систем (зазвичай п'ять — шість варіантів), точної оцінки двох —
трьох варіантів тільки на останньому кроці, тобто з найменшою трудомісткістю на
самій ранній стадії проектування можна вибрати найкраще рішення.
Метод програмується на ЕОМ. Складена
програма чи повністю автоматизує процедуру пошуку оптимального варіанту, чи
дозволяє вести пошук у режимі діалогу «проектант-ЕОМ».
Використання розробленого методу сприяє
швидкому накопиченню та узагальненню досвіду попередніх рішень, що надалі
скорочує область пошуку (в ряді випадків він може бути зведений до пошуку
деталі-прототипу з відповідною програмою випуску).
![]()
![]()