Лекція 11. Технологічне
обладнання для випічки і теплової обробки харчових продуктів
1.
Класифікація промислових печей.
2. Основні
елементи промислових печей.
3.
Хлібопекарські печі.
4.
Обсмажувальні печі.
5.
НВЧ-установки для обробки сировини і напівфабрикатів.
1. Класифікація
промислових печей.
Промислові печі
являють собою агрегети, які складаються із теплових, механічних і автоматичних
пристроїв.
Основними
ознаками класифікації промислових печей хлібопекарного і кондитерського
виробництв є:
- технологічна,
яка описує призначення пічного агрегата. За цією ознакою хлібопекарські і
кондитерські печі поділяють на універсальні, в яких випікаються вироби в
широкому асортименті, і спеціалізовані, в яких випікається обмежений асортимент
виробів;
- продуктивність –
за цією ознакою промислові печі поділяють на три групи: печі малої
продуктивності з площею черені до 8 м2; печі середньої
продуктивності з площею черені з 8 м2 до 25 м2;
печі великої продуктивності з площею черені понад 25 м2;
- теплотехнічна –
описує спосіб обігріву робочої абр пекарної камери. За цією ознакою печі
поділяються на жарові (регенеративні), в яких робоча камера одночасно є і
топочною; печі з канальним обігрівом, в яких теплоносієм є димові гази, що проходять
системою каналів і передають теплоту через поверхню теплообміну в пекарну
камеру(газоподібне паливо можна спалювати і безпосередньо в каналах, що
дозволяє застосовувати рециркуляцію димових газів); печі з пароводяним
обігрівом (в якості теплообмінників використовуються нагрівальні товстостінні
трубки Перкинса, теплоносієм є суміш води і пари тиском 10…12 МПа); печі з
газовим обігрівом, в яких газ спалюється безпосередньо в пекарній камері за
допомогою спеціальних пальників; печі з електрообігрівом; печі із змішанним
обігрівом – пекарні камери яких обігріваються шляхом одночасного застосування
каналів і пароводяних нагрівальних трубок;
- за типом
пекарної камери – за цією ознакою печі діляться на тупикові, в яких посадка
тістових заготовок відбувається з одного кінця, а вивантаження готової
продукції – з другого;
- за степенню
механізації всі печі розділяють на печі з стаціонарною череню (ці печі не
механізовані), з висувною череню (мають просту механізацію), з конвеєрною
череню і електроприводом.
Для опалення
промислових печей застосовується тверде (вугілля, торф, дрова), рідке (мазут),
газоподібне (природний газ) паливо.
2. Основні елементи
промислових печей.
Промислові печі
складаються з наступних основних елементів: робочої (пекарної) камери, генератора
теплоти, пристроїв теплопередачі, огорож робочої камери, допоміжних пристроїв і
контрольно-вимірювальних приладів.
В пекарній
камері проходить процес випікання продукції. Пекарні камери пічних агрегатів
промислових печей виконуються тупиковими, тунельними і прохідними.
В агрегатах з
тупиковими пекарними камерами посадка тістових заготовок і вивантаження готових
виробів відбувається з однієї сторони, через одне і теж вікно. В пекарній
камері розміщується парне число робочих віток конвеєрної черені; дві або
чотири.
В агрегатах з
тунельними пекарними камерами посадка тістових заготовок відбувається з однієї
сторони, а вивантаження готових виробів з протилежної. В пекарній камері
тунельної печі дві вітки пластинчатої або сітчастої конвеєргої черені: верхня –
робоча, нижня – холоста вітка.
В агрегатах з
прохідними пекарними камерами посадка тістових заготовок і вивантаження готових
виробів відбувається з протилежних сторін – так, як і для тунельної печі. В
пекарній камері таких агрегатів розміщується непарне число робочих віток
колисково-череневого крнвеєра: три, п’ять, деколи сім.
Всі внутрішні
обєми пічного агрегата від навколишнього простору відділяються стінами і
перекриттями. Виконують їх із цегли або металевих панелей із ізоляційним
матеріалом.
Для більшості
печей в якості генератора теплоти використовуються топки або спеціальні топочні
пристрої.
Для спалювання
твердого палива в печах використовується шуровочна топка (рис. 11.1), яка
обслуговується вручну.
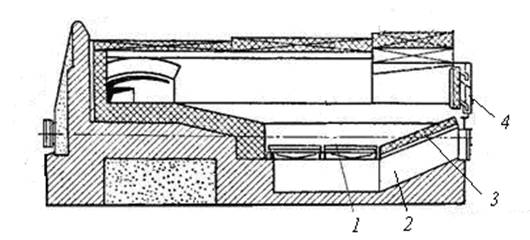
Рисунок 11.1 – Схема типової топки на тверде
паливо: 1 – колосникова решітка; 2 – піддувало; 3 – шуровочна плита; 4 –
завантажувальні дверцята.
Такі топки
придатні також для спалювання газового і рідкого палива. Для цього колосникову
решітку 1 закривають одним або двома рядами шамотної цегли, а в
завантажувальних двецятах монтують газовий пальник або пристрій для спалювання
рідкого палива. При спалюванні газуроблять ще гірку із битої шамотної цегли для
покращення горіння газу.
Для спалювання
газу в топках печей застосовують інжекційні пальники низького і середнього
тиску з вимушеною подачею повітря. Найбільш поширеним в харчовій промисловості
є газові інжекційні пальники типу ИГК (рис. 11.2).
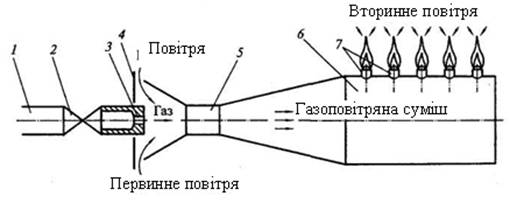
Рисунок 11.2 – Схема інжекційного газового пальника: 1 – газопровід; 2 –
пробковий газовий кран; 3 – сопло; 4 – регулятор первинного повітря; 5 –
інжектор-змішувач; 6 – насадка; 7 – вогневі отвори.
Принцип дії такого
пальника достатньо простий. Газ подається в його сопло. Оскільки діаметр
газопровідної трубки значно більше розміру сопла, газ виходить з останнього з
надмірним тиском, таким чином, створюючи в змішувачі-інжекторі розрідження. За
рахунок цього в змішувач з навколишнього середовища підсмоктується
"первинне" повітря (від 30 до 70 відсотків об'єму, необхідного для
повного згорання газу). Недостатня кількість повітря ("вторинне"
повітря) поступає в камеру згорання з атмосфери за рахунок інжекційної дії
газоповітряних струменів.
Для рідкого палива найбільшого поширення набули форсунки
з паровим або повітряним розпилювачем. Форсунка з повітряним розпилювачем
(рис. 11.3) складається з корпусу 1, зовнішньої труби розпилювача 2,
зовнішнього сопла 4, внутрішньої труби 3 для палива, голки 6 для регулювання
подачі палива і внутрішнього сопла 5. Положення голки фіксується штурвалом 8, а
щільність установки стрижня голки досягається сальниковою набивкою і натискною
гайкою 9. Повітря до форсунок від вентилятора подається через отвір 10, а
паливо від витратного бачка – до отвору
7. Продуктивність форсунки до 400 кг/год. При тиску повітря 0,023…0,025 МПа на
розпилювання 1 кг мазуту витрачається 1,6…1,75 м3 повітря.
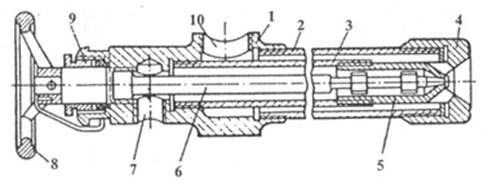
Рисунок 11.3 – Форсунка для спалювання рідкого палива:
1 – корпус; 2 – зовнішня труба розпилювача; 3 – внутрішня труба для палива; 4 –
зовнішнє сопло; 5 – внутрішнє сопло; 6 – голка; 7 – отвір для подачі палива; 8
– штурвал; 9 – натискна гайка; 10 – отвір для подачі повітря.
Трубчаті
електронагрівачі (ТЕНи) призначені для перетворення електричної енергії в
теплову. Для обігрівання пекарної камери використовуються прямі і U-подібні
(рис. 11.4) трубчасті елементи. Вони складаються із спіралі 1, яка
виготовляється із ніхромового дроту, трубки 2, заповненої ізолюючим матеріалом.
Обидва кінці спіралі закінчуються ізоляторами 6 і клемами, які містять
контактний стрижень 3, гайки 8 і шайби 9.
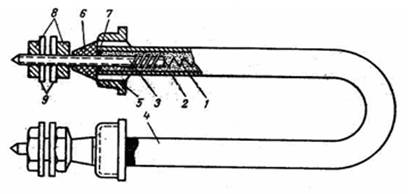
Рисунок 11.4 – Герметично закритий трубчастий електронагрівач: 1 –
спіраль; 2 – стінка трубки; 3 – контактний стержень; 4 – корпус; 5 – штуцер; 6
– електроізоляція; 7 – герметик; 8 – гайка; 9 – шайба.
Для передачі
теплоти від теплоносія до тіста служать теплопередаючі пристрої, які
встановлюються в пекарній камері. В якості таких пристроїв найбільшого
поширення отримали канали, пароводяні трубки і електронагрівчі.
Каналами
називаються газоходи, через стінки яких теплота поступає в пекарну камеру. Їх
вигитовляють із вогнетривкої цегли, листової сталі або чавунних і стальних
труб. Форма каналів, їх конструкція і розміщення в пекарній камері залежно від
виду виробів, які випікаються, може бути різноманітна.
Допоміжними
пристроями пічного агрегату є піддувні і тягові пристосування, пристрої для
вентиляції і зволоження середовища пекарної камери, посадочні і
розвантажувальні механізми. Порожнина пекарної камери зволожується насиченою
парою низького тиску, що поступає від парогенератора печі чи з котельні.
3. Хлібопекарські
печі.
Для випічки
широкого асортименту хлібобулочних і кондитерських виробів використовують
тупикові хлібопекарські печі. Тупикову пекарну камеру має піч ФТЛ-20
(рис. 11.5). Вона складається з пекарної камери
1, двох'ярусного конвеєра 2 з підвішеними колисками розміром 1400x350 мм,
топки 5, двох водогрійних трубчастих теплоутилізаторів 4 і двох трубчастих
парогенераторів 6.
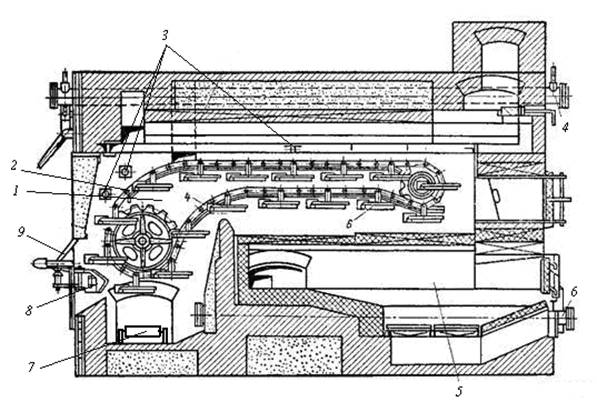
Рисунок 11.5 – Піч ФТЛ-20: 1 – пекарна камера; 2
– конвеєр; 3 – парові труби; 4 – теплоутилізатори; 5 – топка; 6 –
парогенератори; 7 – стрічковий транспортер; 8 – копіри; 9 – дверцята.
Конвеєр печі приводиться в рух
від електродвигуна через пасову передачу, черв'ячний редуктор і пару
циліндричних шестерень.
Димові гази з топки 5
направляються по центральному каналу, розгалужуються на два паралельних газоходи
і надходять у вертикальні канали, розташовані в задній стіні топкового
пристрою. Далі по верхніх газоходах, віддаючи тепло через металеве перекриття
пекарної камери, гази йдуть під теплоутилізатор 4 і направляються в боров.
Посадочний отвір печі обладнано
дверцятами 9. Череневі вироби вивантажуються на стрічковий транспортер 7 за
допомогою копірів 8, які нахиляють колиску на 30...45°. Для зволоження пекарної
камери пара з парогенераторів 6 надходить трьома трубами 3, дві з яких
розташовані в першій, а одна – у другій зоні пекарної камери.
На початку завантаження включають
електродвигун приводу печі, при цьому відкриваються посадочні дверцята 9 і
проводиться посадка форм або тістових заготовок на колиску конвеєра. Після
встановленого часу реле включає електродвигун приводу, і завантажена колиска
переміщається на один крок. Подальше завантаження виконують в тій же
послідовності, після того як будуть заповнені всі колиски, перша з них підійде
до вивантаження.
Для випічки хлібобулочних виробів
на підприємствах більшої потужності використовують тунельні печі. Представником
таких печей є ПХС-25М (рис. 11.6) з канальним рециркуляційним обігрівом.
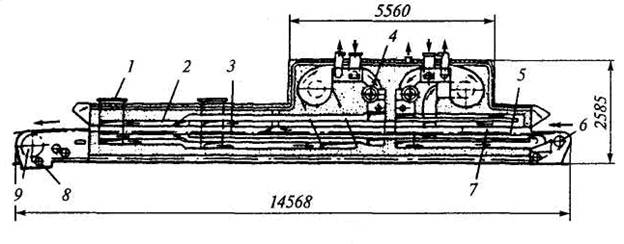
Рисунок 11.6 – Піч ПХС-25М; 1 – витяжний канал;
2, 3 – верхній і нижній обігріваючі канали; 4 – топка; 5 – стрічкова черінь; 6
– натяжний барабан; 7 – фартук; 8 – щітка; 9 – привідний барабан.
Вона складається з пекарної
камери, верхнього 2 і нижнього 3 металевих каналів для обігріву камери, двох
топок 4 з змішувальними камерами і інжекційними газовими пальниками, стрічкової
черені 5 із сталевої спірально-стрижневої сітки, приводного 9 і натяжного 6
барабанів. Останній обладнаний пристроєм для коригування положення сітчастої
стрічки шляхом зміни ступеня натягу її правої або лівої половини. Крім того,
конвеєр має сигналізатор, який включається, коли порушуються встановлені зазори
між краями сітчастої стрічки і бічними стінками пекарної камери.
Для очищення сітчастої черені
передбачена металева кругла щітка 8 з вантажним притискним механізмом, що
приводиться в рух від електродвигуна через черв'ячний редуктор і дві ланцюгові
передачі.
Огорожа печі каркасного типу виконана
зі сталевих щитів з ізоляцією із мінеральної вати. Всього в печі дев'ять
внутрішніх секцій. Для огляду конвеєра і спостереження за випічкою в бічних
стінах печі є оглядові люки, а для контролю температури середовища пекарної
камери передбачені три термометри манометричного типу. Над посадочним і
вивантажувальним отворами розташовані зонти, що приєднуються до витяжних труб.
У зоні посадки пекарної камери
змонтовано зволожувальний пристрій, що складається з ряду перфорованих трубок,
водовідділювача, вентилів і манометра та підєднаний до заводської парової
системи. Для зменшення вентиляції пекарної камери всередині неї передбачені два
поворотних фартуха 7. Для видалення зайвої вологи пекарна камера з'єднана двома
витяжними отворами і каналами з вентиляційною системою підприємства.
Конвеєр печі приводиться в рух
від електродвигуна через дві клинопасові передачі, ланцюговой варіатор,
комбінований редуктор і зубчасту передачу. У конструкції приводного механізму
передбачений ручний привід. Наявність варіатора дозволяє регулювати тривалість
випічки в межах 12...72 хв.
Піч обладнана двома
обігрівальними системами, одна з яких обслуговує зону випічки (права0, а друга
– зону дорікання (ліва). Топки печі пристосовані для спалювання газоподібного і
рідкого палива.
4. Обсмажувальні печі.
Обсмажування – процес теплової
обробки продуктів при температурі 120…160°С з використанням проміжного
теплоносія (рослинної або тваринної олії), яка контактує з сировиною.
Обсмажувальні печі призначені для
обсмажування овочів,кукурудзяних пластівців, кофе, какао-бобів та іншої
сировини.
Для обсмажування овочів в
рослинній олії для виробництва овочевих консерви використовується пароолійна
піч АПМП-1 (рис. 11.7). Вона має такі основні вузли: ванну 1, транспортер 2 і витяжні пристрої , привод 2
та енергоустаткування, елеватор 9.
Ванна є зварною конструкцією і
розділена перегородкою на два відсіки 3 і 7: в першому (по ходу продукту)
розміщені дві нагрівальні камери, кожна з яких має три ряди труб по висоті ванни; у другому – дві
дворядні нагрівальні камери, підняті відносно нагрівальних камер першого
відсіку на 50 мм. Розділення ванни на два відсіки зі ступінчастим
розміщенням нагрівальних камер дає змогу зменшити кількість використаної олії,
а поділ поверхні нагрівання за довжиною (65 % у першому відсіку і 35 %
— у другому) забезпечує рівномірну температуру її, що сприяє якіснішому обсмажуванню
продукту.
Олія відокремлена від
днища ванни водяною подушкою. Щоб запобігти перегріванню води при постійній
водяній подушці, під нагрівальними камерами встановлені трубчасті охолоджувачі
4.
Нагрівальні камери і охолоджувачі
є теплообмінниками, які складаються із плоско овальних труб, вварених у
прямокутні колектори.
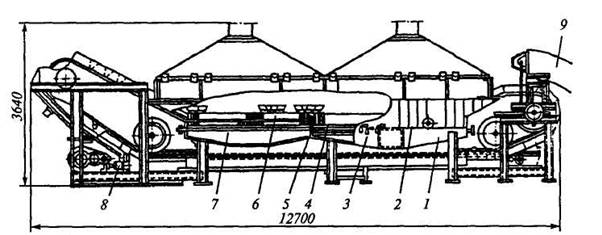
Рисунок 11.7 – Автоматизована пароолійна піч
АПМП-1: 1 – ванна; 2 – транспортер; 3, 7 – відсіки ванни; 4 – охолоджувачі; 5 –
перегородка; 6 – нагрівальні камери; 8 – привод печі; 9 – завантажувальний
пристрій.
Транспортувальний пристрій
(конвеєр) являє собою нескінченне полотно, зібране з ковшів із перфорованих
листів. З боку завантаження сировини розміщена натяжна станція. Над ванною печі
встановлюється витяжний пристрій (зонт). Транспортувальною стрічкою печі
продукт подається у ванну, де обжарюється в олії при температурі 120…160°С і
видаляється стрічкою з ванни та вивантажується в місці огинання нею приводної
зірочки.
Пристрій для
транспортування і фільтрації олії включає в себе напірний і фільтруючий бачки,
фільтр, консольно-моноблочний насос, поплавковий регулятор і трубопроводи із
запірною арматурою.
Привод печі складається
із двигуна, двох редукторів і тахогенератора, привод завантажувального пристрою
– двигуна і двох редукторів.
Для обсмажування рибних
паличок в консервному виробництві широко використовуються обсмажу вальні печі з
електрообігрівом (рис. 11.8). Вона складається із ванни 1 під подвійним
днищем 2 якої розміщені дві секції електроспіралей 3.
Олія, яка подається
циркуляційним насосом 4 в порожнину подвійного днища нагрівається від
увімкнених секцій електроспіралей до 180…200°С і подається через щілинний
колектор у ванну. Олія, проходячи через вузьку щілину (1...1,5 мм), дроселюється
і надходить в ванну зі швидкістю 12...15 м/с (швидкість олії у ванні
близько 0,2 м/с). З іншого боку ванни олія стікає через патрубок 5 в барабанний
фільтр 6 для грубої очистки, а звідти насосом 4 знову нагнітається для нагріву
в порожнину подвійного днища ванни, одночасно частина олії тонко фільтрується
через папір. При обсмажуванні в печі знаходиться одночасно близько 1100 кг олії
і додається близько 65 кг/год свіжої олії.
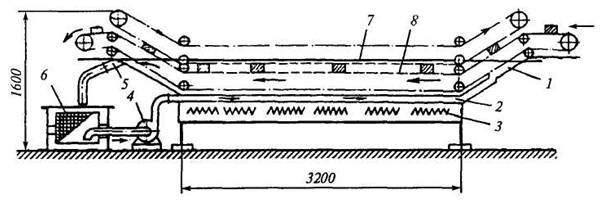
Рисунок 11.8 – Обсмажувальна піч з
електропідігрівом: 1 – ванна; 2 – подвійне днище; 3 – електроспіраль; 4 –
насос; 5 – патрубок; 6 – барабанний фільтр; 7 – стрічковий транспортер; 8 –
металевий сітчастий транспортер.
Продукт переміщається в ванні за
допомогою двох конвеєрів 7 і 8, розташованих один над іншим. Рибні палички,
укладені на сітчасту металеву стрічку конвеєра 8, при русі щільно притискаються
до стрічки конвеєра 7 і в такому положенні разом зі стрічками занурюються в
гарячу олію. Тривалість обсмажування в печі 1…3,5 хв. Обсмажені рибні
палочки попередньо надходять у повітряний охолоджувач.
5. НВЧ-установки
для обробки сировини і напівфабрикатів.
НВЧ-нагрівання
дозволяє значно інтенсифікувати технологічні процеси харчових виробництв. Його
використовують для стерилізації і пастеризації продуктів, для хлібопечення,
сушіння і розмороження, швидкого приготування їжі, тощо.
Суть
НВЧ-нагрівання полягає в тому, що харчові середовища і продукти мають певні
електрофізичні властивості – електролровідність та діелектричну проникність і
внаслідок впливу електричного поля в цих речовинах створюють потоки заряджених
частинок (електронів) і іонів) та різного роду поляризаційні ефекти, які в свою
чергу можуть здійснювати тепловий, електрохімічний, біофізичний вплив на
речовину. Таким чином здійснюється теплова обробка тієї, або іншої речовини,
змінюється структура, фізикохімічні і біологічні властивості продуктів. Дуже
важливим є те, що НВЧ-нагрівання продуктів харчування можна робити
безпосередньо в упаковці.
В харчовій
прмисловості широко використовується стерилізація і пастеризація харчових
продуктів (соків, пива, тортів і т.д.) в тарі. Для цього розроблена спеціальна
НВЧ-установка (рис. 11.9).
Установка складається з електромагнітної системи, всередині
якого за допомогою ланцюгового конвеєра 6 переміщається продукт 1, що
обробляється, в тарі. Ланцюговий конвеєр виконаний з фторопласта, що забезпечує
мале поглинання енергії елементами конвеєра. При установці елементів конвеєра
іншої форми можна обробляти харчові продукти в тарі різного типу і розміру
(банки, пляшки і т.д.).
Рисунок 11.9 – НВЧ-установка: 1
– продукт; 2 – привід; 3 – збуджувач; 4 – тягова зірочка; 5 – шлюзова система;
6 – ланцюговий конвейєр.
Тягова зірочка 4 ланцюгового конвеєра закріплена на
вихідному валу приводу. У приводі 2 встановлений електродвигун постійного
струму, що дозволяє змінювати швидкість конвеєра в широких межах і тим самим
підбирати раціональний режим обробки. Як джерело застосований магнетронний
генератор з вихідною потужністю 25 кВт з частотою 915 МГц. Особливістю
установки є те, що збудження електромагнітного поля в робочому хвилеводі
здійснюється за допомогою збуджувача 3, що має кілька щілин зв'язку,
розташованих таким чином, що поглинання енергії харчовим продуктом відбувається
рівномірно.
В даній установці застосована гребінчаста шлюзова система
5, кожен шлюз якої складається з трьох гребінок, виконаних зі спеціального
матеріалу, що поглинає НВЧ-енергію. Відстань між гребінками розрахована в
залежності від розміру тари. В результаті при переміщенні конвеєра в кожен
момент часу одна з трьох гребінок шлюзового пристрою завжди закрита. Це
дозволяє знизити випромінювання в навколишній простір НВЧ-енергії до
допустимого рівня. Крім того, відповідне розташування щілин збудження
забезпечує рівномірне поглинання електромагнітної енергії оброблюваним
продуктом, і на перші гребінки шлюзових пристроїв падає не більше 2...5 %
потужності генератора.

