Лекція
6. Технологія газового, лазерного та плазмового зварювання
План
1. Загальні відомості про газове зварювання
2. Лазерне зварювання
3. Плазмове зварювання
Література [1, 2, 4]
1. Загальні відомості про
газове зварювання
Під час газового зварювання основний і присаджувальний метали
розплавляють теплом газового полум’я, яке одержують при згорянні горючого газу
в суміші з киснем.
Як паливо найчастіше використовують ацетилен (С2Н2),
іноді водень, нафтові гази, пари бензину або гасу.
Недоліки газового зварювання – менша, ніж при дуговому зварюванні,
швидкість нагрівання і розплавлення металу, ширша зона теплової дії і в зв’язку
з цим більша можливість короблення зварювального виробу. При зварюванні великих
виробів продуктивність порівняно з дуговим зварюванням значно нижча. Крім того,
воно важче ніж електричне піддається механізації і автоматизації.
Переваги газового зварювання – порівняно просте і недороге
обладнання, можливість широкого маневрування потужністю, складом і напрямом полум’я.
Найчастіше газове зварювання застосовують при виготовленні
листових і трубчастих конструкцій з маловуглецевих і
низьколегованих сталей завтовшки 3...5 мм, при виправленні дефектів на виливках
із чавуну і бронзи, а також для зварювання кольорових металів та їхніх сплавів.
До газового обладнання належать апарати для отримання ацетилену,
балони для зберігання та транспортування стиснутих газів, редуктори для
зниження тиску газу до робочого, рукави для підведення газу до пальника,
запобіжні затвори, пальники.
Апарати, в яких добувають технічний ацетилен, шляхом взаємодії
карбіду кальцію з водою, називають ацетиленовими
генераторами ( рис.21.).
|
|
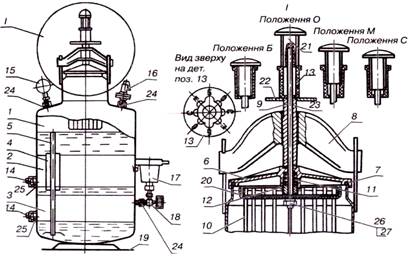
Рис. 21.Будова ацетиленового генератора АСП-10:
1— газоутворювач; 2 — витискач; 3 —
газозбірник (промивач); 4 — патрубок
переливний; 5 — трубка переливна; 6 — кришка; 7 —
прокладка; 8 — траверса; 9 — шток; 10 — кошик; 11, 25 — кільця
ущільнювальні; 12, 14 — пробки; 13 —
фіксатор; 15 — манометр; 16 — запобіжний клапан; 17—
захисний пристрій; 18 — вентиль; 19 — опора; 20 — коромисло; 21 —
рукоятка-кнопка; 22 — рукоятка; 23 — втулка; 26 — гайка; 27 — шайба.
За тиском ацетиленові генератори поділяють на два типи: низького
тиску (0,001...0,01 МПа)
і середнього тиску (0,01... 0,15 МПа). Залежно від продуктивності і типу
установки генератори бувають стаціонарними і переносними. За продуктивністю їх
поділяють на такі: низької (до 3 м3/год),
середньої (до10 м3/год) і високої (до 80 м3/год)
продуктивності.
Зварювальний пальник є основним інструментом газозварника, який призначений для
змішування в потрібних пропорціях горючого газу з киснем і для створення
зварювального полум'я потрібних потужності, розмірів і відповідної форми. За
способом подавання горючого газу в камеру змішування розрізняють пальники
інжекторні і без інжекторні (див. рис. 22.).
Найбільш поширеним є інжекторно-зварювальний
пальник. Під час його роботи кисень з балона надходить до інжектора і із
значною швидкістю вилітає з конусного отвору інжектора, що сприяє створенню
значного розрядження в камері. За рахунок цього ацетилен, що подається при
низькому залишковому тиску, засмоктується до камери змішування, утворюючи
суміш, яка надходить до наконечника і при виході з мундштука підпалюється.
Потрібне співвідношення газів у пальнику регулюється кисневим і
ацетиленовим вентилями.
|
|
а б
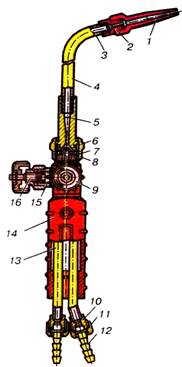
Рис. 22. Газові пальники:
а — інжекторний:
1 — мундштук; 2 — ніпель мундштука; 3 — наконечник; 4 — трубчастий
мундштук; 5 — змішувальна камера; 6 — гумове
кільце; 7 — інжектор; 8, 11 — накидні гайки; 9 —
ацетиленовий вентиль; 10 — штуцер; 12— шланговий
ніпель; 13 — трубка; 14 — рукоятка; 15 — сальникова
набивка; 16 — кисневий вентиль
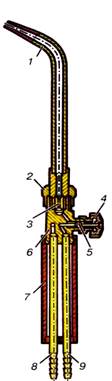
б — безінжекторний: 1 — наконечник; 2 — накидна
гайка; 3 — дозувальні канали; 4 —
вентиль; 5 — голчастий шпиндель; 6 — корпус; 7 —
рукоятка; 8, 9 — кисневий і ацетиленовий ніпелі
1.1. Особливості технології
газового зварювання
Газове зварювання в основному застосовують для стикових з’єднань
і окремих видів наплавлювальних робіт. Особливо
зручне з’єднання для газового зварювання – стикове з розчищенням кромок, його
виконують без застосування присаджувального дроту.
Розрізняють два основних способи газового зварювання: лівий і
правий.
а б
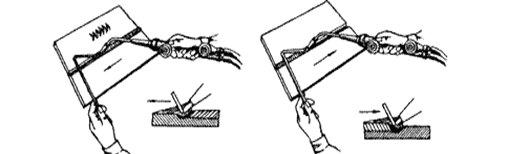
Рис. 23.
Способи газового зварювання:
а – правий; б - лівий
При лівому способі (рис. 23, а) полум'я пальника переміщується справа наліво і спрямоване на не зварені
кромки, а при
правому (рис. 23, б) − зліва
направо і спрямоване вбік утвореного зварного шва. Лівий спосіб застосовують
при зварюванні листів завтовшки до 5 мм і легкоплавких металів, для яких не
потрібне зосередження великої кількості теплоти в місці зварювання. Правий
спосіб забезпечує глибше проварювання, тому його застосовують при зварюванні
металу завтовшки понад 5 мм.
Однак при виборі способу газового зварювання керуються не тільки
товщиною зварюваного металу, а й положенням шва у просторі. Нижні шви залежно
від товщини листів зварюють лівим або правим способом. Вертикальні шви
незалежно від товщини з'єднуваних листів виконують тільки лівим способом, а
стельові − тільки правим способом. Як присадний метал при газовому зварюванні
сталі використовують той самий дріт, що й при дуговому зварюванні.
2. Лазерне зварювання
При лазерному зварюванні джерелом теплової енергії є потужний
сконцентрований світловий промінь, який отримують в спеціальних установках, що
називаються лазерами. Найпоширенішими є
лазери зі штучним рубіном, до складу якого входить оксид алюмінію А12О3
і невелика домішка оксиду хрому Сг2О3.
Такий лазер складається з циліндричного рубінового стрижня 1
(рис. 24.), ксенонової лампи 2, лінзи 4 і охолоджувальної системи 3. Торці стрижня відполіровані і посріблені. Один з низ,
що призначений для виходу назовні світлового променя,
частково прозорий.
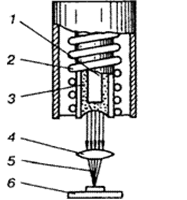
Рис. 24. Схема
лазерного зварювання:
1-рубіновий
стрижень; 2 - ксенонова лампа; 3 - система охолодження; 4 - лінза; 5-
сфокусований потік монохроматичного світла; 6 - виріб
Під час роботи ксенонової лампи, яка живиться розрядним струмом
конденсаторів, атоми хрому рубінового кристала переходять з нормального в
збуджувальний стан. Однак через кілька мілісекунд вони знову
повертаються в попередній стан, випромінюючи хаотично фотони червоного світла.
Їх потік уздовж осі стрижня спричинює випромінювання нових фотонів, які
поперемінно відбиваються від дзеркальних торцевих граней, збільшуючи цим
інтенсивність загального випромінювання. При накопиченні певного рівня фотонів
вони у вигляді потоку червоного світла прориваються крізь напівпрозорий торець
стрижня назовні. Пройшовши крізь лінзу 4, сфокусований потік 5 попадає на виріб 6. Тривалість
імпульсу випромінювання лазерного променя дорівнює
тисячним і мільйонним часткам секунди.
Лазерне зварювання дозволяє обробляти вироби в будь-якому
середовищі, що передає промінь світла (вакуумі, газі, повітрі). Деталі можна
розміщувати в ампулах. Волоконною оптикою промінь можна спрямовувати у
важкодоступні місця, до приміщень з високою радіоактивністю тощо. Окремими
точками лазерним променем можна зварювати різні метали завтовшки до 0,5 мм.
Його використовують для отримання мікроз’єднань,
отворів у твердих сплавах, тугоплавких металах, алмазах, рубінах, а також для
термообробки різального інструменту.
3. Плазмове зварювання
При плазмовому зварюванні джерелом теплоти є струмінь газу,
іонізованого в дузі, яка під час співудару з менш
нагрітим тілом дейонізується з виділенням значної
кількості теплоти. Це дає змогу вважати її самостійним джерелом нагрівання.
Температура струменя плазми залежить від ступеня йонізації
газу. Для її підвищення використовують стовп стиснутої дуги, що горить у
вузькому каналі, через який під тиском подають газ (аргон, азот, водень),
збільшуючи цим ступінь її обтискування. За таких умов температура газу в стовпі
дуги досягає 30000°С.
Пристрій, у якому горить плазмовий струмінь називають плазмовим пальником або плазмотроном. Принципіальні схеми
плазмотронів показані на рис. 25. Можливі три схеми плазмо утворення: дугою
прямої дії, дугою непрямої дії і комбінованою дугою.
|
|
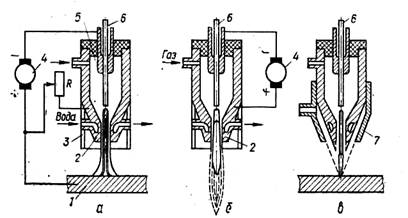
Рис. 25. Схеми плазмових пальників:
а – прямої дії; б – непрямої дії; в - мікроплазмової
1 – деталь; 2 – водоохолоджувальне сопло; 3 – газозахисне сопло; 4 –
джерело живлення; 5 – камера для газоутворюючого
газу; 6 – електрод; 7 – фокусуючи сопло
Плазмовою дугою зварюють вуглецеві і корозієстійкі сталі,
тугоплавкі й кольорові метали, а також деякі неметалеві матеріали. Окрім того
за допомогою плазмового струменя виконують різання і точіння металів, нанесення
покриття.
Питання для самоконтролю
1. Яке зварювання називають газовим?
2. Які переваги та недоліки газового зварювання в порівнянні з
електричним?
3. Яке обладнання застосовують при газовому зварюванні?
4. Як називаються апарати в яких добувають технічний ацетилен?
5. Які особливості технології газового зварювання?
6. Що називають лазером?
7. Яка технологія лазерного зварювання?
8. Охарактеризуйте плазмове зварювання?
![]()
![]()