Лекція 5.
Електродугове зварювання
План
1. Утворення зварювальної дуги
2. Матеріали для дугового
зварювання
3. Види електродугового зварювання
1. Принцип утворення зварювальної дуги
Електродугове зварювання – зварювання плавленням, при якому нагрівання здійснюється електричною дугою, яка горить між електродом і
заготовкою.
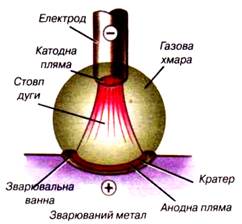
Зварювальна дуга – це ділянка електричного кола, на якій проходить спад напруги
і яка ділиться на три частини: катодну й анодну плями та стовп дуги.
|
|
|
|
а
б
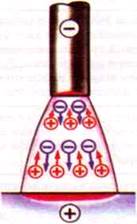
Рис. 15. Зварювальна дуга (а) та процеси, що в ній відбуваються
(б)
Під час виникнення дуги
(див. рис. 15) відбуваються такі процеси:
- емісія – поява
електродів провідності;
- іонізація –
утворення позитивно заряджених частинок;
- рекомбінація –
з’єднання негативно заряджених електронів і позитивних іонів та утворення
нейтральних атомів.
Іонізація
дугового проміжку відбувається під час запалювання дуги і безперервно
підтримується в процесі її горіння. Процес запалювання дуги в більшості
випадків включає в себе три етапи: коротке замикання електрода з виробом,
відвід електрода на відстань 3-6 мм і виникнення стійкого дугового розряду.
Коротке замикання виконується для розігріву торця електрода і заготовки в зоні
контакту з електродом. Після відведення електрода з його розігрітого торця
(катода) під дією електричного поля починається термоелектронна емісія
електронів. Зіткнення швидко прямуючих у напрямку до анода електронів з
молекулами газів і парів металу призводить до їх іонізації. У міру розігріву
стовпця дуги і підвищення кінетичної енергії атомів і молекул відбувається
додаткова іонізація за рахунок їх зіткнення. Окремі атоми також іонізуються в результаті
поглинання енергії, що виділяється при зіткненні інших часток. В наслідок таких
процесів дуговий проміжок стає електропровідним. Процес запалювання дуги
закінчується виникненням стійкого дугового розряду.
Зварювальна дуга забезпечує температуру стовпа дуги 6000-7000°
С. У рівноважному стані залежність між напруженням і струмом виявляє статична
вольт-амперна характеристика, що складається з трьох ділянок: падаючої,
жорсткої і зростаючої.
Зварювальну дугу класифікують:
- за використовуваними
електродами – при плавкому і неплавкому електродах;
- за стисненням дуги –
вільна і стиснута;
- за полярністю
електричного струму – пряма і зворотна;
- за довжиною –
коротка (2-4 мм), нормальна (4-6 мм) і довга (більше 6 мм).
1.1. Причини відхилення
зварювальної дуги
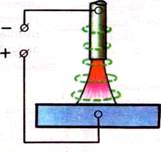
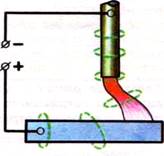
Причинами відхилення зварювальної дуги є несиметричність обмазки
електрода, хімічна неоднорідність зварювальної сталі (рис. 16) та магнітне
дуття (рис. 17).
|
|
При несиметричному відносно зварювальної дуги підведенні струму
до виробу дуга під впливом магнітних полів викривлюється. Причина – наявність
феромагнітних мас біля місця зварювання. При цьому стабільність горіння дуги
порушується, а процес зварювання утрудняється.
|
|
|
|


а
б
Рис.16 . Несиметричність обмазки електрода (а), хімічна неоднорідність зварюваної сталі (б)
Щоб запобігти відхиленню зварювальної дуги внаслідок магнітного
дуття, застосовують такі заходи: зварювання короткою дугою; підведення
зварювального струму в точці, максимально близькій до дуги; змінення нахилу
електрода; використання трансформаторів або інвертор них джерел живлення.
|
|
|
|

а
б в
Рис. 17. Магнітне дуття:
а – зміщення вліво; б –
нормальне положення дуги; в –
зміщення в право
2.
Матеріали для дугового зварювання
2.1.
Сталевий зварювальний дріт
Для заповнення зазору між кромками
зварюваних деталей і утворення валика шва у зварювальну ванну вводять
присаджувальний метал у вигляді дроту, прутків, які за хімічним складом мають
бути такими самими, як і основний метал.
Сталевий
зварювальний дріт – дріт,
призначений для всіх видів зварювання плавленням і виготовлення електродів.
Зварювальні дроти поставляють в мотках із
внутрішнім діаметром від 150 до 750 мм, масою від 1,5 до 40 кг (див. рис. 18). Зберігають дріт у сухих приміщеннях, захищених від атмосферних
опадів, забруднень та іржавіння. Для захисту від іржі та кращого електричного контакту випускають
обміднений зварювальний дріт.

Рис. 18. Обміднений зварювальний дріт в мотках
Сталевий
зварювальний дріт виготовляють діаметром: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6;
2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм.
Маркують
дроти буквами та цифрами. Букви Св означають
зварювальний, цифри після букв Св указують на вміст
вуглецю в сотих частках відсотка. Наступні букви – умовні позначення легуючих
елементів, а цифри після них - вміст
легуючого елемента у відсотках. Відсутність цифр означає, що цього елемента в
дроті близько1%. Буква А в кінці умовного позначення вказує на підвищену
чистоту металу. Якщо дріт обміднений, то наприкінці марки ставлять букву О.
Наприклад, марка дроту Св-08ГА розшифровується так: Св
– зварювальний дріт, 08 – 0,08% вуглецю, Г - 1% марганцю, А – підвищена чистота
металу дроту.
Згідно з
ГОСТ 2246-70 використовують низько вуглецеві (6 марок), леговані (32 марки) та
високолеговані (41 марка) сталеві дроти.
2.2. Самозахисний зварювальний дріт
Самозахисний дріт – дріт суцільного
перерізу без додаткового захисту.
Самозахисний
дріт використовують у монтажних умовах (на вітрі,
протягах), а також у цехових умовах, коли використання захисних газів
неможливе.
У самозахисному
дроті підвищений вміст таких легуючих елементів: алюміній, титан, церій,
цирконій, лантан, селен та ін. Завдяки наявності цих елементів кисень і азот
сполучаються в стійкі неметалеві включення, які мало впливають на зниження
пластичності й в’якості металу шва.
Самозахисними
дротами можна зварювати метали, що покриті іржею, маслом, окалиною (F2O3).
Для механізованого зварювання використовують
самозахині дроти таких марок: Св-20ГСТЮА – з
додаванням церію для зварювання вуглецевих сталей; Св-15ГСТЮЦА – з додаванням
церію та цирконію для зварювання вуглецевих і легованих сталей.
Не можна
зварювати метал дротом невідомої марки!
2.3. Порошковий дріт і стрічка
Порошковий дріт для зварювання сталі – це дріт, що складається з низьковуглецевої сталевої оболонки,
усередину якої запресовують порошки феросплавів, залізні порошки,газо-
й шлакоутворюючі компоненти (рис.19).

Рис.19. Порошковий дріт
Порошковий
дріт виготовляють діаметром від 1,6 до 3,6 мм різних конструкцій. Як порошки
використовують рутило-целюлозні, карбонатно-флюоритні,
флюоритні, рутилові, рутило-флюоритні
компоненти.
Після
тривалого зберігання порошковий дріт перед зварюванням необхідно просушити при
температурі 200-250°С протягом 1,5-2 год.,щоб
уникнути утворення у шві пор.
Порошкова стрічка – електродна
стрічка для одержання широкого шару наплавленого металу та підвищення
продуктивності наплавлення поверхонь великих розмірів.
У
маркуванні букви означають: ПП – порошковий дріт, ПЛ – порошкова стрічка, ЛС –
стрічка зварювальна; наступні букви – умовні позначення легуючих елементів, а
цифри після букв – їх вміст у відсотках.
2. 4.
Класифікація та характеристика електродів
Електрод – це металевий та
неметалевий стрижень, призначений для підведення струму до зварювальної дуги.
2.5. Покриті електроди
Покриті електроди – стрижні
круглого перерізу різного діаметра, покриті спеціальною обмазкою (рис. 20). У
склад покриття (обмазки) вводять стабілізуючі, шлако-
й газоутворювальні, розкислювальні,
легувальні компоненти.

Рис.20. Покриті електроди
Покриті
електроди класифікують:
- за призначенням - зварювання вуглецевих
і низьковуглецевих конструкційних сталей з опором розриву не більше як 600МПа
((У) 9 типів: Е38, Е42, Е42А, Е46, Е46А, Е50, Е50А, Е55, Е60); зварювання
легованих конструкційних сталей з опором розриву понад 600МПа ((Л)5 типів);
зварювання теплостійких сталей ((Т) 9 типів: Е09М та ін.); зварювання
високолегованих сталей з особливими властивостями ((В) 49 типів: Е12Х13 та
ін.); наплавлення поверхневих шарів з особливими властивостями ((Н) 44 типи:
Е10Г2 та ін.)
- за видом покриття – кислі (А), рутилові
(Р), основні (Б), целюлозні (Ц), змішаного типу;
- за товщиною покриття - тонке (М), середнє (С), товсте (Д), особливо
товсте (Г) ;
- за
видом і полярністю струму (пряма чи зворотна);
- за діаметром (1,6;1,8; 2,0; 2,5; 3,0; 4,0; 5,0;
6,0; 8,0; 10,0; 12,0мм).
Умовне
позначення електрода складається з букв і цифр, де Е – електрод, число після
букви означає мінімальний опір, а буква А після них – високу пластичність
наплавленого металу. Наприклад: Е46А означає тип електрода за ГОСТ 9467-75 з
мінімальним тимчасовим опором 460 МПа і високими пластичними властивостями
наплавленого металу. В позначеннях теплостійких, легованих типах електродів
цифри після дефіса вказують вміст вуглецю в сотих частках відсотка, а наступні
букви і цифри – умовні позначення легувальних елементів та їх вміст у відсотках.
Якість
електрода залежить від вмісту шкідливих домішок (сірки, фосфору), точності
виготовлення, стану поверхні покриття, суцільності виконаного цим електродом
металу шва. За якістю електроди діляться на три групи: 1, 2 і 3.
2.6. Неплавкі електроди
Неплавкі електроди – це електроди,
призначені тільки для підведення зварювального струму до дуги, а
присаджувальний метал подається окремо.
До
неплавких належать вольфрамові, вугільні та графітові електроди.
Вольфрамові
електроди використовують при дуговому зварюванні в інертних газах, плазмовому
зварюванні, а також для різання й наплавлення. Вольфрам - тугоплавкий метал, температура плавлення
якого становить 3400°С. Через сильне окислення його використовують при
зварюванні в середовищі аргону, де вольфрам майже не окислюється.
Ручне
дугове зварювання неплавким вольфрамовим електродом у захисних газах
використовується для з’єднання деталей з легованих і високолегованих сталей,
кольорових металів і сплавів, а також для виконання кореневих і підварочних швів до застосування інших способів зварювання
Вольфрамові
електроди виготовляють з вольфрамового порошку пресуванням, спіканням і
прокатуванням, діаметром від 0,5 до 10 мм, завдовжки 75, 150, 200 і 300мм.
Вугільні
електроди (стрижні) виготовляють з електротехнічного вугілля (кокс, сажа,
смола) дробленням, пресуванням,відпалом. Вугільні
електроди використовують для зварювання тонколистового металу, зварювання
дефектів лиття, зварювання кольорових
металів і наплавлення твердих сплавів.
Графітові
електроди виготовляють з вугільних шляхом додаткової високотермічної
обробки – графітації. Такі електроди мають високі
температури плавлення і кипіння та низьку теплопровідність. Вищою є стійкість
проти окислення. Для підвищення стійкості їх покривають тонким шаром міді.
Кінець електродів заточують на конус 10–20 мм завдовжки з притупленням 1,5-2
мм. Поверхня має бути гладкою, без тріщин.
3. Види електродугового зварювання
В залежності від рівня
механізації електродугове зварювання може бути ручним, автоматичним
(зварювання під флюсом) і напівавтоматичним (дугове зварювання в захисній атмосфері).
В залежності від матеріалу і
числа електродів, а також способу включення електродів і заготовки в ланцюг
електричного струму розрізняють такі способи дугового зварювання:
- зварювання
неплавким (графітовим або
вольфрамовим) електродом, дугою прямої дії, при якій з'єднання виконується шляхом
розплавлювання тільки основного металу, або з застосуванням присадочного
металу;
- зварювання плавким (металевим) електродом, дугою прямої дії, з одночасним розплавленням основного металу і
електрода, який поповнює зварювальну ванну рідким металом;
- зварювання трифазної дугою, при якій дуга горить між електродами, а також між кожним електродом
і основним металом;
- зварювання непрямою дугою, що горить між двома, як правило, неплавкими електродами. При
цьому основний метал нагрівається і розплавляється теплотою стовпа дуги.
Живлення дуги здійснюється
постійним або змінним струмом. При застосування постійного струму розрізняють зварювання на прямій і зворотній полярностях. У першому випадку електрод підключають до
негативного полюса (катод), у другому - до позитивного (анод).
Питання для самоконтролю
1. Яке
зварювання називають електродуговим?
2. Що називають зварювальною дугою?
3. Які процеси відбуваються під час утворення дуги?
4. Як класифікують зварювальну дугу?
5. Які є причини відхилення зварювальної дуги?
6.Для
чого призначений сталевий зварювальний дріт?
7. Яке
умовне позначення зварювального дроту?
8. Для
чого призначений самозахисний дріт?
9. Що
таке порошковий дріт?
10. Що
таке електрод?
11. Як
класифікують плавкі електроди?
12. Які
електроди називають неплавкими та які є їх види?
13. Які є
види електродугового зварювання?
![]()
![]()