Лекція 4. Види зварних швів і з’єднань
План
1. Класифікація
зварних швів
2. Виконання
зварних з’єднань у різних просторових положеннях
Література [1,
2, 3]
1. Класифікація зварних швів
Зварні шви
класифікують:
- за типом з’єднань: стикові, кутові, таврові,
внапуск, торцеві;
- за протяжністю: непереривчасті,
переривчасті, переривчасті ланцюгові, переривчасті шахові;
- за
кількістю шарів: одношарові, багатошарові;
- за формою зовнішньої поверхні:
нормальні, увігнуті, випуклі;
- за
довжиною: короткі (до 300 мм), середні (до 1000 мм), довгі (більше 1000
мм);
- за характером виконання: однобічні,
двобічні;
- за
положенням у просторі: нижні, горизонтальні, вертикальні, стельові, у
«човник»;
- за
конфігурацією: прямолінійні, криволінійні, кільцеві, кільцеві спіральні;
- за способом утримування зварювальної ванни:
у висячому положенні, на підкладці.
2. Виконання зварних з’єднань у різних просторових
положеннях
За розташуванням швів у просторі в момент їх виконання розрізняють
нижні, горизонтальні, вертикальні й стельові шви.
У нижньому
положенні виконують стикові, кутові, таврові та з’єднання
внапуск.
Стикові з’єднання однобічні без скосу кромок
виконують електродами діаметром, що дорівнює товщині металу, якщо вона не
перевищує 4 мм (див. рис.8, а).
Листи без скосу кромок 2-8 мм завтовшки зварюють двобічним швом, а до 6 мм –
однобічним (див. рис.8, б).
Метал, товщина якого перевищує 8 мм, зварюють з розчищанням кромок. Для
уникнення пропалювання зварювання виконують на знімних (керамічних) або незнімних
(сталевих) підкладках (див. рис.8, в).
|
|
|
|
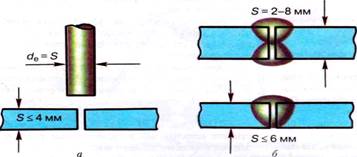

Рис.8. Виконання стикових
з’єднань
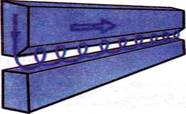
Кутові з’єднання виконують двома способами:
симетричним «човником» (рис.9, а) і
несиметричним «човником» (див. рис.9, б).
|
|
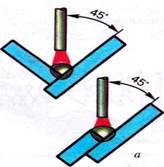
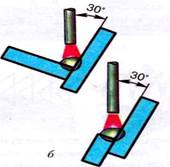
Рис.9. Виконання кутових
з’єднань
Таврові й кутові шви без скосу кромок з
катетами понад 10 мм завдовжки виконують в один шар поперечними рухами
електрода трикутником із затримкою в корені шва (рис. 10.).
Дугу збуджують на горизонтальній поличці, а не на вертикальній, щоб
уникнути натікання металу.
|
|
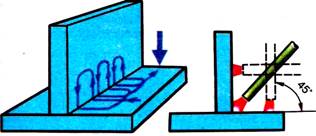
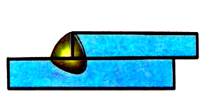
Рис. 10. Таврові з’єднання Рис. 11. З’єднання
внапуск
При виконанні з’єднання внапуск кутові шви в нижньому положенні з катетом, довжина якого не перевищує 10
мм, накладають в один шар електродами діаметром не більше ніж 5 мм без
поперечних коливань (рис. 11.).
Зварювання
вертикальних
швів виконують із силою струму, на 10-15 %
меншою, ніж при зварюванні в нижньому положенні. Щоб метал не витікав із
зварювальної ванни, потрібно підтримувати коротку дугу. З цією метою
використовують електроди, що дають швидко тверднучий тонкий шар шлаку.
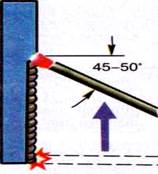
Вертикальні шви виконують двома способами: знизу вверх, або на
підйом, і зверху вниз, або на спуск.
Спосіб знизу вверх (рис. 12, а) – найбільш зручний,
поширений і продуктивний спосіб. Використовуються електроди діаметром не
більше ніж 4 мм.
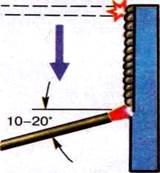
Спосіб зверху вниз (рис. 12, б)
рекомендується для зварювання тонких (не більше ніж 5 мм) листів з розчищанням
кромок. Використовуються електроди з целюлозним покриттям.
|
|
|
|
а
б
Рис.12. Виконання вертикальних швів
При виконанні проходів застосовують такі рухи електрода:
по спіралі, півмісяцем (рис. 13, а, б) –
спочатку наплавляють поличку на зварювані кромки а потім невеликими порціями
наплавляють метал, маніпулюючи електродом усе вище, залишаючи знизу зварний
шов;
кутом (рис. 13. в) – електрод позмінно піднімають
уверх-униз, безперервно наплавляючи метал на кромки та рівномірно переносячи
його вверх електродом;
«ялинкою» (рис. 13, г) – спочатку електрод
піднімають угору вправо, а потім опускають униз. Крапля рідкого металу застигає
між кромками. Потім електрод піднімають уліво і знову опускають униз,
залишаючи нову порцію металу
|
|
|
|
|
|
|
|




а б в г
Рис. 13. Рухи електрода при виконанні проходів
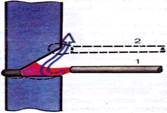
При зварюванні горизонтальних стикових швів
необхідне розчищання тільки верхньої кромки (рис. 14, а).
Зварювання можна виконувати вертикально розташованим електродом, а також
кутом вперед і кутом назад або спіральним рухом (рис. 14, б). Черговість
виконання проходів 1-6 показано на рисунку 14 (в).
|
|
|
|
|
|
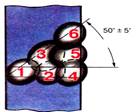
а б в
Рис. 14. Виконання
горизонтальних швів
Для виконання стельових швів використовують тільки добре просушені
електроди, тому що гази, які виділяються покриттям електрода, піднімаються
вгору і можуть залишитись у шві. Вузькі валики накладають трьома способами: драбинкою півмісяцем зворотно-поступально.
При зварюванні стельових і горизонтальних швів рідкий метал намагається
витекти із зварювальної ванни. Тому зварювання виконують короткою дугою. Силу
зварювального струму зменшують на 15-20 % порівняно із зварюванням у нижньому
положенні. Метал, товщина якого перевищує 8 мм, зварюють багатопрохідними швами.
Питання для самоконтролю
1. Як класифікують зварювальні шви?
2. Як виконують
шви в нижньому положенні?
3. Як виконують
шви в горизонтальному положенні?
4. Як виконують
шви у вертикальному положенні?
5. Як виконують
стельові шви?
6. Які
застосовують рухи електрода при виконанні проходів?

