Практична робота №2
Тема: «Автоматичне
і напівавтоматичне зварювання»
Мета: ознайомитися
з обладнанням та технологією автоматичного та напівавтоматичного зварювання;
навчитися виконувати короткі шви напівавтоматом ТЕМП 250 (380 В).
Теоретичні відомості
Автоматичне
зварювання під флюсом
При автоматичному дуговому
зварюванні всі основні операції процесу (запалювання дуги, подача
зварювального дроту до зони плавлення, переміщення дуги в заданому
напрямі вздовж зварювальних кромок з певною швидкістю, припинення зварювання й
заварювання кратерів у кінці шва) механізовані.
Автоматичне
зварювання під флюсом в нашій країні було розроблено і запроваджено у
виробництво в кінці 30-х років колективом Інституту електрозварювання ім. Є. О.
Патона.
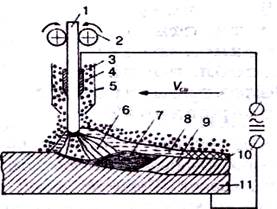
Рис.2.
Схема автоматичного зварювання під флюсом:
1 – електрод; 2 – механізм подачі дроту; 3 –
провідник струму; 4 – флюс; 5 – бункер; 6 – зварювальна дуга; 7 – зварювальна
ванна;8 – шлакова ванна; 9 – зварювальний шов; 10 – шлакова кірка; 11 –
основний метал
|
|
При зварюванні під флюсом дуга
збуджується між електродом (1) і виробом, що зварюють (11), і горить під шаром
флюсу (4), який надходить в зону зварювання з бункера (5).
|
|
Частина флюсу, що оточує дугу,
розплавлюється, утворюючи на поверхні розплавленого металу (7) ванну рідкого
шлаку (8). У міру переміщення дуги метал зварювальної ванни
кристалізується з утворенням шва (9),
покритого кіркою (10), яка легко відділяється.
Дугове зварювання під флюсом
виконують зварювальними автоматами - зварювальними головками чи самохідними тракторами, що переміщаються
безпосередньо по виробу.
Автоматичне зварювання під флюсом
застосовують у серійному і масовому виробництвах, для виконання довгих
прямолінійних і кільцевих швів у нижньому положенні на металі товщиною 2 - 100
мм. Під флюсом зварюють метали різних класів.
Флюси для
автоматичного зварювання
Флюси для
автоматичного зварювання так само, як і електродні покриття, мають
забезпечувати стійке горіння дуги, потрібний хімічний склад і механічні
властивості наплавленого металу, добре формування зварювального шва і легке
відокремлення шлакової кірки з наплавленого металу. За способом виготовлення
флюси поділяють на плавлені і неплавлені, або керамічні.
Неплавлені
флюси виготовляють з порошкоподібних компонентів (мінералів, феросплавів,
силікатів), змішаних з рідким склом без сплавлювання
з наступною грануляцією і прокалюванням при
температурі 350°С. Дані флюси застосовують для зварювання деяких марок
легованих сталей та одержання твердих сплавів, проте їх застосування досить обмежене.
Плавлені
флюси виготовляють сплавленням шихти в полум’яних або
електричних печах з наступною грануляцією. До складу цих флюсів входять тільки
шлакоутворювальні компоненти. Шихтою для виготовлення цих флюсів є кварцовий
пісок, манганова руда і плавиковий шпат. За будовою зерен
плавлені флюси поділяються на склоподібні
і пемзоподібні.
Переваги і недоліки зварювання під флюсом
Автоматичне зварювання під флюсом порівняно з
ручним дуговим має такі переваги: в 10...15 разів підвищується продуктивність
зварювання, досягається однорідність шва і підвищується якість наплавленого
металу; економиться зварювальний дріт у зв'язку зі зменшенням втрат металу на
вигар та розбризкування і відсутністю недогарків; полегшується праця робітника.
Продуктивність зварювання під флюсом підвищується переважно за
рахунок застосування більших зварювальних струмів і безперервності процесу. Під
час зварювання відкритою дугою максимально допустимі струми 500...600 А. Більші
струми спричинюють підвищене розбризкування металу і порушують формування шва.
Занурення дуги у флюс дає змогу збільшувати силу струму до 3000...4000 А без
погіршення якості шва і значних втрат на вигар та розбризкування. Звичайно ці втрати
при зварюванні під флюсом не перевищують 1,5...2 %, тоді як при зварюванні
відкритою дугою вони досягають 20...30 %. Щоб при використанні великих густин
струму зварювальний дріт занадто не нагрівався, під час автоматичного
зварювання струм підводять до дроту в безпосередній близькості від дуги
(30...70 мм), внаслідок чого автомат працює ніби коротким, безперервно
поновлюваним електродом.
Недоліки способу зварювання під флюсом такі: місце зварювання
закрите флюсом завтовшки 50...60 мм, тому підвищуються вимоги до точності
підготовки і складання виробів для зварювання; важко виконувати шви невеликої
довжини і складної конфігурації, а особливо такі, які розміщені в різних
просторових положеннях.
Характеристика
обладнання для автоматичного зварювання
Обладнання,
яке використовують при автоматичному зварюванні, називається зварювальним автоматом.
У
зварювальних автоматах механізм, механізм який забезпечує підведення
зварювального струму до електродного дроту, збуджує електричну дугу, подає дріт
у зону її горіння і зупиняє процес зварювання, називається зварювальною головкою, яка може бути підвісною або самохідною. Якщо
зварювальна головка встановлена нерухомо, а зварювальний виріб обертається чи
пересувається, то така головка називається підвісною
( рис. 3).
|
|
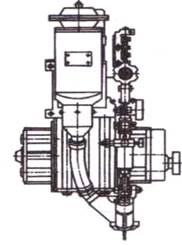
Рис.3. Автоматична підвісна головка
Самохідні
зварювальні головки, які переміщаються по зварному виробу, називають зварювальним трактором (рис. 4).
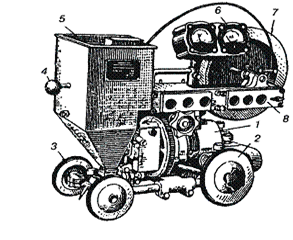
Рис. 4. Зварювальний трактор:
1 – електродвигун; 2 – ведучі колеса; 3 – ведені колеса; 4 –
ручка для переміщення трактора; 5 – бункер для флюсу; 6 – електровимірювальний
прилад; 7 – касета для електродного дроту; 8 – пульт керування


Рис. 5. Автомати нового покоління
До складу зварювальних автоматів
входять: пальники, механізм подачі електродного матеріалу (дроту), механізми
переміщення вздовж шва та регулювальних, допоміжних і коригувальних переміщень,
пристрої для розміщення електродного матеріалу, флюсова апаратура, система
керування, джерела живлення, засоби техніки безпеки.
Напівавтоматичне зварювання
Напівавтоматичне
зварювання відрізняється від автоматичного тим, що подача електродного дроту
механізована, але переміщення його вздовж шва здійснюється в ручну. Зварювальну
ванну за такого способу захищають флюсом
або захисним газом (аргоном, гелієм, двоокисом вуглецю, азатом,
воднем). Напівавтоматичним зварюванням роблять короткі і криволінійні шви, які
недоцільно зварювати автоматичним зварюванням.
Обладнання,
яке застосовують при напівавтоматичному зварюванні називають зварювальним напівавтоматом.
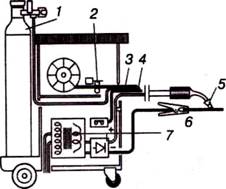
Установка
для напівавтоматичного зварювання з використанням захисних газів складається
(див рис. 6) з балону із захисним
газом, механізму подачі електродного дроту, газопроводу, електродного дроту,
пальника, заземлення основного металу та джерела живлення.
|
|
|
|
Рис.6. Установка для напівавтоматичного
зварювання в захисному газі плавким електродом:
1 — балон із захисним газом; 2 — механізм подачі електродного дроту
з регулятором швидкості; 3 — електродний дріт; 4 — газопровід; 5 — пальник; 6 — заземлення основного металу; 7 — джерело живлення
Напівавтомат для зварювання під флюсом складається з
джерела живлення, шафи керування, касети з електродним дротом, механізму подачі
дроту, гнучкого шланга, який закінчується тримачем.
Тримач для зварювання під флюсом (рис. 7) – це трубчастий мундштук з ручкою і
спеціальною головкою для флюсу. Воронка вміщає 1,5 кг флюсу і забезпечена
пластинчастою заслінкою.
|
|
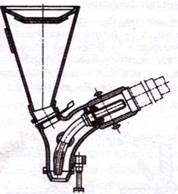
Рис. 7. Тримач для зварювання під
флюсом
Напівавтомат зварювальної лабораторії
Напівавтомат
ТЕМП ПДУ-250 (380) – є зварювальним напівавтоматом, який використовується для
промислових і побутових робіт (див рис. 8). Основне призначення цього агрегату
напівавтоматичне зварювання постійним струмом в середовищі захисних газів (СО2,
аргон), а також без газу за допомогою порошкового дроту.
В
агрегаті передбачена плавне регулювання зварювального струму в межах від 50А до
250А. Такий агрегат може працювати з дротом різних діаметрів від 0,6 до 1,4 мм,
в тому числі є можливість плавно регулювати швидкість його подачі, для того щоб
отримати високоякісний зварювальний шов. Апарат оснащений термозахистом,
а також активним повітряним охолодженням, що запобігає можливому перегріву і
збільшує термін його служби. У конструкцію апарату входять колеса, що значно
полегшує можливість його пересування по місцю проведення зварювальних робіт і
робить його мобільним.

Рис. 8. Зварювальний
напівавтомат ТЕМП ПДУ-250 (380В)
Порядок
виконання роботи
1. Ознайомитися з темою та
метою практичної роботи.
2. Вивчити
теоретичні відомості практичної роботи.
3. Пройти
перевірку знань теоретичного матеріалу, давши усну відповідь на питання
для самоконтролю.
4. Пройти інструктаж з техніки безпеки.
5. Підготувати зварювальний напівавтомат ТЕМП
250 до роботи.
6. Виконати короткий шов на пластині,
розміщеній горизонтально.
Питання для
самоконтролю
1. Чим відрізняється автоматичне
зварювання від ручного?
2. Хто розробив та впровадив у
виробництво автоматичне зварювання?
3. Охарактеризуйте автоматичне
зварювання під флюсом?
4. Які переваги та недоліки
зварювання під флюсом?
5. Які є види зварювальних флюсів
та для чого їх застосовують?
6. Яке обладнання використовують
для автоматичного зварювання?
7. Що таке напівавтоматичне
зварювання та яке обладнання використовують для цього процесу?
10. Які захисні гази використовують
для напівавтоматичного зварювання?
11. Для
чого призначений зварювальний напівавтомат ТЕМП 250 (380В)?
![]()
![]()