ТЕМА 6. ОБКАТНІ
ІНСТРУМЕНТИ ДЛЯ ДЕТАЛЕЙ НЕЕВОЛЬВЕНТНОГО ПРОФІЛЯ
Обкатні інструменти застосовують для обробки складних
поверхонь неевольвентного профілю: прямолінійного, у
вигляді дуг кіл та інших кривих, з напрямними в поздовжньому напрямку,
гвинтовими і прямолінійними, паралельними осі деталі.
Їх обробка проводиться черв'ячними фрезами, довбачами і
обкатними різцями.
6.1. Обкатні різці
![]()
Обкатні фасонні різці застосовують для обробки довгих деталей типу тіл обертання, що
мають фасонний профіль.
Із за великої відносної довжини обробити їх звичайними
фасонними різцями неможливо. Обробка обкатними фасонними різцями являється
високопродуктивним і точним методом. Однак цей метод вимагає спеціальних
верстатів або спеціальних пристосувань до токарних верстатів.
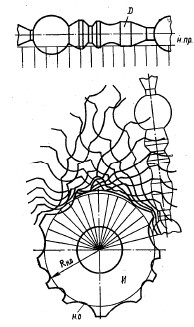
Якщо профіль деталі заданий і треба знайти профіль різця
(рис.6.1) , для її правильного формоутворення, то необхідно надати деталі обкатувальний рух щодо нерухомого різця, тоді лінія ріжучої
кромки різця буде огинаючою кривою до ряду
послідовних положень профілю деталі у вказаному її відносному русі.
Довжина хорди £ (0,005 … 0,010) Rн
Радіус початкового кола різця повинен бути таким, щоб
деталь оброблялася повністю по всій довжині Rн = 50
÷ 150 мм.
Зазвичай обкатний різець встановлюють так, щоб його вісь
була перпендикулярна осі деталі, а вершини ріжучих кромок розташовувались по
центру деталі.
З метою зменшення спотворення профілю передній кут у
обкатних різців, як правило, роблять рівним нулю. Задній кут утворюється
шліфуванням по конусу (6 ... 12 градусів).
6.2. Черв'ячні фрези
Найбільше поширення мають інструменти для обробки
прямолінійних профілів. Залежно від профілю викорстовують
наступні види фрез: без вусиків, з
вусиками, з подовженим зубом, визначеної установки і фрези-равлики.
Знаходження необхідного профілю зуба шліцьовій черв'ячної
фрези (рис.6.2) робиться графічним і аналітичним методами.
Найбільш поширеними з графічних меодів
побудови профілю зуба інструменту є копіювання
послідовних положень профілю западини.
Попередньо викреслюються на папері в максимально великому
масштабі профіль западини. З точок початку прямолінійного профілю проводяться
нормалі до перетину з початковм колом.
Радіус початкового кола, R, мм:
![]()
де а – відстань від прямої профілю до центру початкового
кола, мм.
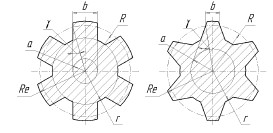
Рис.6.2– Профіль зуба
шліцьовій черв'ячної фрези
Параметри профілю фасонних черв'ячних фрез (рис.6.3)
визначаються в нормальному перерізі до витків вихідного черв'яка на діаметрі
або циліндрі, на якому розташована початкова пряма рейки зубів фрези. Профіль
зубів фрези в нормальному перетині приймається аналогічнм,
як і у інструментальної рейки. В основі інструментальної рейки лежить вихідна
рейка, яка правильно сполучена з
профілем оброблюваної деталі.
Зуби фрези не обробляють зовнішній діаметр валика. Тому
зуб інструментальної рейки вище
зуба вихідної рейки на Δh
для утворення зазору по внутрішньому
діаметру фрези в процесі обробки валика.
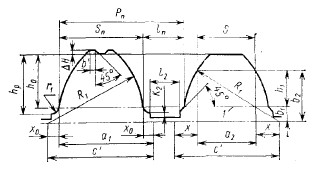
Рис.6.3 – Профіль зуба фасонної черв'ячної фрези
6.3. Дискові інструменти для
обробки гвинтової поверхні деталей
Для обробки канавок деталей з гвинтовою
поверхнею типу ходових гвинтів, роторів насосів, косозубих
коліс, спіральних свердел, кінцевих фрез, черв'ячних шліцьових зуборізних фрез
та ін найбільш поширені інструменти у формі тіл
обертання - дискові гострозаточені і затиловані фрези, і шліфувальні круги.
При обробці поверхонь гвинтових канавок
профіль вихідної поверхні інструменту і профіль зубів фрези, що має передній
кут равний нулю, відрізняються від профілю таких
канавок. Пояснюється це тим, що гвинтові канавки дисковими інструментами
обробляють методом бесцентроідного огинання. При
цьому немає початкових кіл, по яких виріб та інструмент у відносному русі
формоутворення котяться без ковзання, але поверхня канавки утворюється у
відносному русі в результаті ряду послідовного різання ріжучими кромками різних
зубів у різному їх положенні.
У процесі утворення гвинтових канавок
заготовки утворюється два рівномірних рухи: обертальний щодо своєї осі і
поступальний уздовж осі, тобто заготовка здійснює гвинтовий рух із заданим
гвинтовим параметром Р=s/2p. Фреза рівномірно
обертається щодо своєї осі з постійною швидкістю.
Для визначення профілю зубів (рис.6.4) дискової фрези повинні бути задані
форма і розміри профілю гвинтової канавки, кут s між осями заготовки та
фрези і відстань між осями А. Профіль канавки зазвчай
задається в торцевому січенні виробу або в нормальному січенні до гвинтової
канавки.
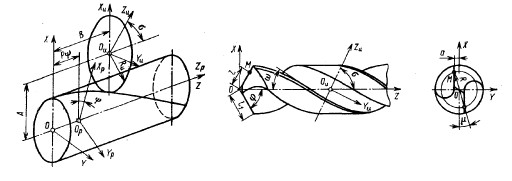
Рис. 6.4 – Профіль
зубів дискової фрези
Профіль канавки може бути заданий і в іншому перерізі. Кут
між осями фрези та виробу:
s = 900 - w - (1 ¸ 4)0
де w - кут нахилу гвинтової канавки до осі виробу по
коловому діаметрі.
Існує три методи визначення профілю дискового інструменту:
аналітичний, графічний і графоаналітичний. Аналітичний метод дозволяє
вирішувати задачу з високим ступенем точності. Графічний метод являється більш
наочним. Всі методи поділяють на дві
групи: визначення складних точок з допомогою загальних нормалей і дотичних;
визначення профілю як огинаючої поєднаних кругових
проекцій перетинів деталі (рис. 6.5).
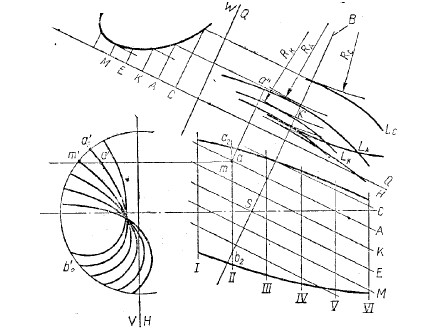
Рис. 6.5 – Визначення профілю дискового інструменту
![]()
![]()