ТЕМА 5. ІНСТРУМЕНТИ
ДЛЯ НАРІЗАННЯ КОНІЧНИХ КОЛІС З КРУГОВИМИ ЗУБАМИ
5.1. Зуборізні головки
Нарізання зубів коліс
головками проводиться на спеціальних зуборізних верстатах типу 5С26В. У процесі
нарізання відбувається погоджене обертання заготовки і плосковершинного
виробляючого колеса, роль якого виконує люлька верстата з різцевою головкою.
Роль зуба виробляючого колеса виконують різці головки. При обертанні головки
вони ніби перебувають у беззазорному зачепленні з оброблюваним колесом і в
обкатному русі профілююь зуб заготовки, видаляючи метал з западини. Профіль
зуба оброблюваного колеса отримується, як огинальна ряду послідовних положень
різальних кромок різців головки.
Таким чином, так само
як і для прямозубих конічних коліс, обробка конічних коліс із круговими зубами
проводиться методом перервчатого обкочування.
Конічні колеса з
круговими зубами нарізають різними способами. Основними з них є: односторонній,
простий двухсторонній і подвійний двухсторонній. Застосування того чи іншого
способу визначається точністю зубчастої передачі, продуктивністю, номенклатурою
інструмента, типом виробництва.
Односторонній спосіб характеризується тим, що увігнута і опукла
сторони зубів шестерень і колеса нарізаються роздільно. Цей спосіб має різні
варіанти обробки.
1. Кожна сторона зуба
шестерні і колеса нарізається окремими головками при різних установках. Тут для
чистової обробки потрібні чотири односторонні головки. Варіант найбільш точний,
але найменш продуктивний.
2. Ведуче колесо
нарізається по першому варіанту. Ведене колесо нарізається однією
двохсторонньою головкою з поворотом заготовки навколо її осі на кут, при якому
забезпечується необхідна товщина зуба. При цьому потребують три головки: дві
однобічні для ведучого колеса і одна двухстороння для веденого колеса.
3. Кожне із сполучених
коліс нарізається своєю двухсторонньою головкою з роздільною обробкою увігнутою
і опуклими сторонами зубів. Після нарізназання однієї сторони зубів проводиться
переналагодження на інший бік зубів. Заготовка повертається навколо своєї осі
на кут, забезпечуюючий необхідну товщину нарізання зуба. У цьому варіанті
потрібні дві двухсторонні головки. В цілому односторонній спосіб нарізання
забезпечує високу точність, найбільш сприятливу форму зубів сполучених коліс,
але є дуже трудомісткий. В основному застосовується в одиничному і
малосерійному виробництві.
Простий двухсторонній спосіб – спосіб, коли кожна
сторона зубів ведучого колеса нарізається окремо від своєї односторонньої
головки, а увігнена і опукла сторони зубів, тобто западина веденого колеса,
нарізаються двухсторонньою головкою за одну установку. Таким чином, для обробки
сполучених коліс цим способом потрібні три головки: дві однобічні для ведучого
колеса і одна двухстороння для веденого колеса. Цей спосіб забезпечує високу
продуктивність і досить задовільну точність
- зону контакту сполучених коліс. Застосовується в масовому і серійному
виробництві.
Подвійний двухсторонній спосіб характеризується тим,
що обидві сторони зубів кожного з сполучених коліс нарізаються одночасно своїми
двохсторонними головками. Тут потрібно всього дві двухсторонні головки з
визначеним роз’єднанням зубів. Спосіб найбільш продуктивний, але найменш
точний. Застосовується в масовому виробництві для коліс невеликих модулів (m<3
мм) і для коліс невисокої точності.
Розглянуті способи
застосовні для чистової обробки зубів коліс. Чорнове нарізання обох коліс
проводиться подвійним двухстороннім способом методом обкатування або ж методом
врізання двухсторонніми головками.
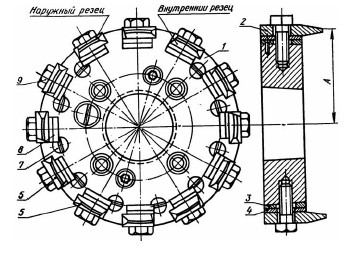
Зуборізні головки (рис. 5.1) роблять односторонніми, двусторонніми та трьохсронніми.
Односторонні головки служать для чистової обробки тільки однієї сторони зубів -
увігнутої або опуклої – ведучого колеса.
Двухсторонні зуборізні головки мають два
концентричних ряда зовнішніх і внутрішніх різців, що мають певний їх розподіл.
Ці головки в основному застосовують для чистової обробки веденого колеса, а в
одиничному і дрібносерійному виробництвах для чорнової і чистової обробки як
ведучого, так і веденого колеса. Чорнові двосторонні головки не мають
регулювальних клинів для розведення різців. У радіальному напрямку різці
регулюються тільки підкладками.

Трьохсторонні головки забезпечені третім рядом різцями, які чергуються, в такій послідовності:
середній - зовнішній - середній - внутрішній і т. д.
Зовнішні і внутрішні
різці обробляють бічні сторони зубів і не працюють вершинами. Середні різці
обробляють тільки западину.
Різцева головка
складається з корпусу 1, в пазах якої за допомогою гвинтів 9 кріпляться
зовнішні 6 і внутрішні 5 різці. Точна установка і регулювання різців 2 щодо
центра резцевої головки здійснюється за рахунок регулюючих клинів 3 і прокладок
4 і 8. Регулювання клинів відбувається за допомогою гвинтів 7. Два різця
головки є нерегульованими в радіальному напрямку і служать установочними для
решти різців головки.
![]()
![]()