ТЕМА 4. ВИДИ ФРЕЗ.
ФРЕЗИ ТОРЦЕВІ, ФАСОННІ
Фрезою називається лезовий
інструмент для обробки з обертовм рухом різання
інструменту (Dr) без можливої зміни
радіуса траєкторії цього руху і хоча б з одним рухом подачі (Ds), напрямок
якого не збігається з віссю обертання. Фреза – це багатолезовий
обертовий інструмент, зуби якого послідовно вступають у контакт з оброблюваною
поверхнею в процесі різання. Особливістю процесу фрезерування є те, що він
протікає переривчасто на відміну від точіння, свердління та інших процесів, при
яких ріжуча кромка знаходиться в контакті із заготовкою до закінчення процесу
різання. Ширина фрезерування завжди вимірюється уздовж осі обертання фрези.
Неможливість зміни радіуса траєкторії головного руху різання лез інструменту,
згідно ГОСТ 25751-83, є відмітною ознакою фрез. Для циліндричних фрез
рівномірність фрезерування досягається за рахунок кута нахилу w, що забезпечує
сталість перетину зрізаної стружки в
кожен момент.
Класифікація фрез (рис.
4.1):
За розташуванням зубів
щодо осі фрези : циліндричні; кутові; торцеві (у тому числі і торцеві фрезерні
головки); фасонні; дискові (прорізні і відрізні); кінцеві; шпонкові;
спеціальні.
За напрямком зубів: прямозубі; з гвинтовим зубом.
За конструкцією фрези: цільні; складені нероз'ємні; збірні;
складальні (складаються з декількох стандартних або спеціальних фрез,
об'єднаних в єдину конструкцію).
За інструментальним
матеріалом: з швидкорізальної
сталі; з пластинами твердого сплаву (ТЗ);
з керамічними пластинами; з
пластинами з надтвердого матеріалу.
За способом кріплення
на верстаті: кінцеві з конічним або циліндричним хвостовиком; насадні з
конічним або циліндричним отвором під оправлення.
За формою зуба: гострозаточені; затиловані.
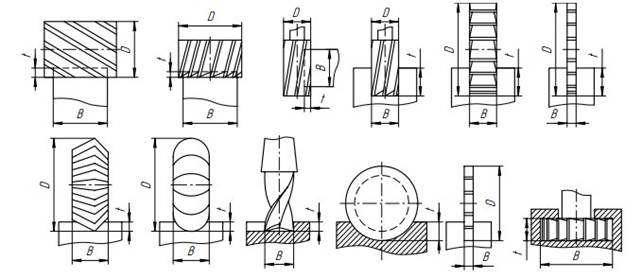
Рис 4.1 – Види фрез
4.1.
Торцеві фрези
Торцеві
фрези застосовують для обробки широких площин
(рис.4.2). Переваги перед циліндричними фрезами:
- при обробці
бере участь більше число зубів в наслідок великого кута
контакту. Як наслідок збільшується
хвилинна подача;
- нижча
шорсткість обробки;
- їх
можна проектувати великих діаметрів;
- торцеві
фрези легше виготовити збірної конструкції.
- торцеві
фрези більш зручні для оснащення БНП, що дає менший
розхід інструментального
матеріалу.
Діаметр торцевих фрез вибирається залежно від ширини фрезерування: D >1,2В.
Число зубів, як і у циліндричних фрез, залежить від діаметра,
умов експлуатації, об’єму стружки:
для
сталі число зубів: Z = 0,04D, якщо D < 200 мм; і
Z = 0,04D + 2, якщо
D > 200 мм;
для чавуну: Z = 0,1D.
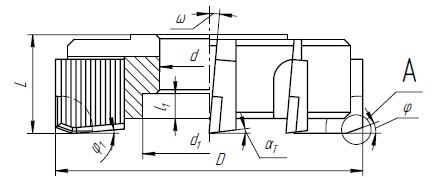
Рис. 4.2 – Торцева фреза
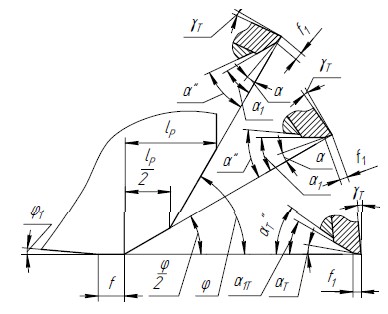
Рис.
4.3 – Геометричні параметри торцевих фрез
Діаметр під оправку вибирається конструктивно або
за ГОСТом.
Геометричні параметри торцевих фрез:
α = 12÷150; γ = 3÷200; f = 1÷3 мм; φ = 45÷900; φ1 = 2÷100
α1 = α +
(2÷3)0 ─ задній кут на пластинці;
α11 = α +
(2÷5)0 ─ задній кут на тілі різця.
4.2. Затиловані фасонні фрези
Фасонні фрези широко використовуються
в промисловості при зовнішній
обробці різноманітних фасонних профілів. Фасонні фрези використовують
також для фрезерування прямих, похилих і гвинтових канавок різної форми на циліндричних деталях і різних ріжучих інструментах. Фрези з гострокінечними зубами
для цього не застосовують.
Переваги затилованних фрез: простота заточки; менш складні
у виготовленні, ніж гострозаточенного фрези; зберігають
сталість профілю ріжучої кромки при повторних заточуваннях по передній поверхні; забезпечують більшу кількість переточувань.
Недоліки: велике
радіальне биття; невисока стійкість; мають
меншу кількість зубів у порівнянні з гострозаточеними, а отже, вони менш продуктивні.
Затилування зубів фрез може бути виконано по:
1. Архимедовій
спіралі (або логарифмічній).
2. Колу.
3. Прямій
лінії.
Однак тільки архимедова спіраль
дозволяє отримати додатні задні кути в будь-якій точці леза
і незмінність профілю фрези після переточок.
Крім того архимедова спіраль
спрощує виготовлення затилувального кулачка.
На практиці
застосовують три способи затилування: радіальне, кутове і осьове. Найбільше застосування має радіальне затилування.
Величина затилування визначається за
формулою:
![]()
Отримана
величина затилування заокруглюється до значення кратного 0.5 мм. У разі необхідності
забезпечення високої точності профілю деталі застосовують фрези зі шліфованим
профілем. У таких випадках використовують подвійне затилування ![]() ,
мм:
,
мм:
![]()
При подвійному
затилованія шліфується 2/3 від товщини тіла
зубів. Цe обумовлено необхідністю
забезпечення виходу шліфувального круга. Для створення
більш оптимальних задніх кутів на бічних і похилих ріжучих крокмах, застосовують
осьове або кутове затилування.
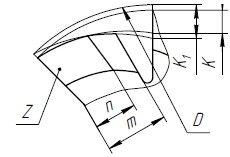
Рис. 4.3 – Радіальне затилування зуба фрези
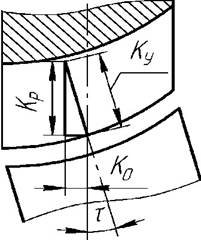
Рис. 4.4 – Кутове затилування
зуба фрези
Величину кутового
затиловання Ку, мм, можна визначити
за формулою:
![]() .
.
Тоді з прямокутного
трикутника:
![]()
де, ![]() - кут повороту супорта затилувального верстата,
в градусах.
- кут повороту супорта затилувального верстата,
в градусах. ![]() = 4÷6.
= 4÷6.
Профіль зубів фрези
по передній поверхні буде збігатися з оброблюваним профілем, якщо передній кут дорівнює нулю. В іншому випадку профіль зубів фрези відрізняється від вихідного і потрібно проводити його корекційний розрахунок.
![]()
![]()