ЛАБОРАТОРНА РОБОТА №6
ГЕОМЕТРИЧНІ І
КОНСТРУКТИВНІ ПАРАМЕТРИ ІНСТРУМЕНТІВ ДЛЯ
НАРІЗАННЯ РІЗЬБИ
1. ВСТУП
Різеві
з'єднання широко застосовуються в найрізноманітніших вузлах машин і приладів.
Близько 60 відсотків деталей, що входять у їх склад, мають на своїх поверхнях
різі. Найширше використовується циліндрична різь.
Підвищення
вимог до різевих з'єднань ставить підвищені вимоги і до інструментів для
нанесення різі. Вдосконалення цих інструментів супроводжується розвитком
інструментальних матеріалів, технологічних процесів різеутворення.
2. МЕТА РОБОТИ
Мета роботи полягає
у вивченні конструкцій різеутворювальних інструментів, їх геометрії та набуття
навиків вимірювання конструктивних та геометричних параметрів.
3. ЗАГАЛЬНІ ВІДОМОСТІ
Різь – це
переміжні рівці та виступи постійного перерізу, утворені на поверхні деталі в
процесі поєднання узгоджених обертового та поступального рухів. Контур перерізів рівців і виступів у площині,
що проходить вздовж її осі, називають профілем
різі.
Розрізняють
трикутні, трапеційні, упорні, круглі,
прямокутні та інші різі. Залежно від форми поверхні, на якій утворений
наріз, різі бувають циліндричні та конічні (внутрішні та зовнішні), а стосовно
напряму гвинтового руху різевого контуру – праві та ліві; за кількістю заходів (ниток нарізу) розрізняють різі одно- та багатозахідні.
Формоутворення
різі – це складний процес гвинтового руху плоского
контуру по циліндричній чи конічній поверхнях, під час якого різальні
інструменти працюють у надто важких умовах. Отримати її можна на деталях
нарізання –
зняттям стружки, витисненням профілю різі витискальними інструментами.
Для
нарізання різей застосовують різеві різці, гребінки, мітчики, круглі лерки,
різеві фрези та різенарізувальні головки, а для накатування – накатні
лерки, ролики та головки.
4.
ПОСЛІДОВНІСТЬ ВИКОНАННЯ РОБОТИ
4.1.
Перед виконанням роботи студент повинен ознайомитись з основними
різновидами різеутворювальних .інструментів, їх конструктивними та геометричними
параметрами, вивчити прилади й методи вимірювання геометричних та
конструктивних параметрів.
4.2.
Виконайте робочі креслення інструментів, попередньо вказаних викладачем. На
кресленні вкажіть всі необхідні проекції, перерізи, проставте лінійні та кутові
розміри:
для різевих різців:
а) передній кут γ;
б) задній вершинний кут α;
в) задні бокові куги на різальних лезах α1,α2;
г) кут профілю ε (рис. 1, а);
д)
кут різальної частини ф (для багатониткових різців (рис. І, в);
е) розміри перерізу держака, його довжину (зовнішній
діаметр для круглих різців), розміри досадного отвору D, D 1, D2, В, Ь, R;
для
мітчиків:
а) кут забірної
частини та її довжину – φ, L1;
б) довжину
калібрувальної частини – L;
в) довжкЙу
приєднувальної частини;
г) передній кут –
γ;
д) задній кут –
α;
е) кут нахилу
різального леза – λ;
с)
зовнішній діаметр D і крок S (рис. 2, а, б, в, г);
для плашок:
а) передній кут –
γ;
б) задній кут–
α;
в) кут різальної
частини –
φ;
г) довжину
різальної частини – L;
д) ширину пера – В;
с) ширину западини – Н1;
e) діаметр стружкових отворів – d;
ж) зовнішній
діаметр – D;
з) розміри
елементів для закріплення плашки е, b;
ї) товщину – Н (рис. 8);
для різенарізувальних фрез:
а) діаметр фрези – D;
б) діаметр
досадного отвору –D1;
в) кут профілю –
ε;
г) передній кут –
γ;
д) задній кут – α;
е) кількість зубців – Z
для різенакатних інструментів:
а) кут забірної частини плоскої лерки;
б) габаритні розміри А × В × Н;
в) діаметр різенакатного ролика D;
г) кількість заходів різі;
д) ширину ролика В;
е) діаметр посадного отвору D1.
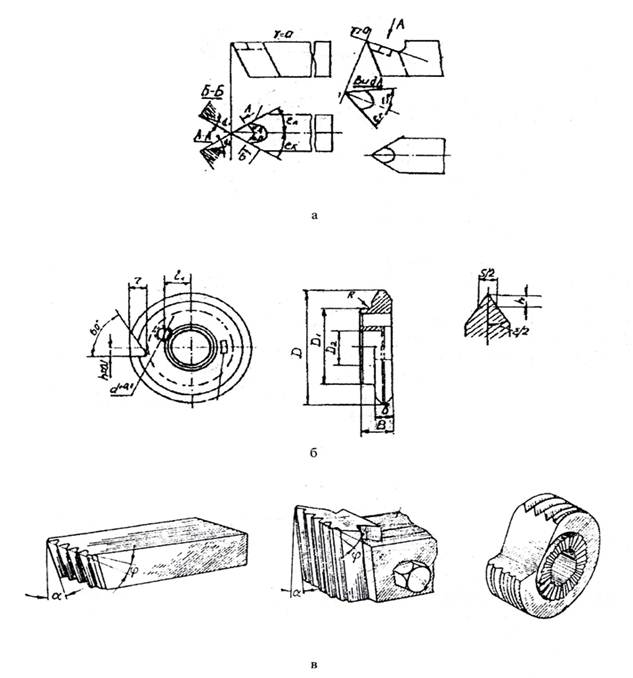
Рис. 1– Типи різьбонарізних різців: а –
однониткові; б – фассоні; в – типи різьбонарізних гребінок
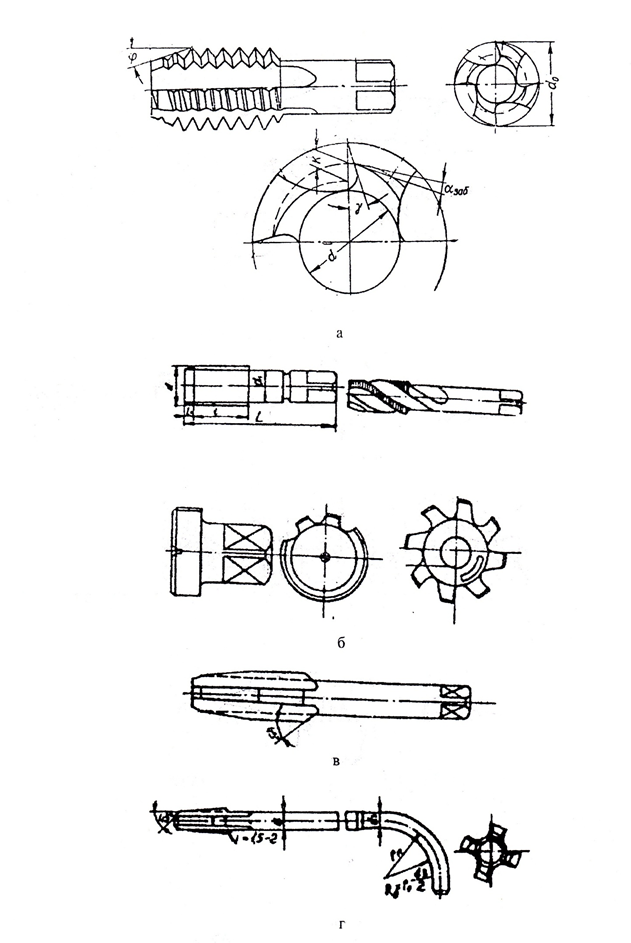
Рис. 2 –Типи мітчиків: а – ручні; б, в –
машиноручні; г – машинні
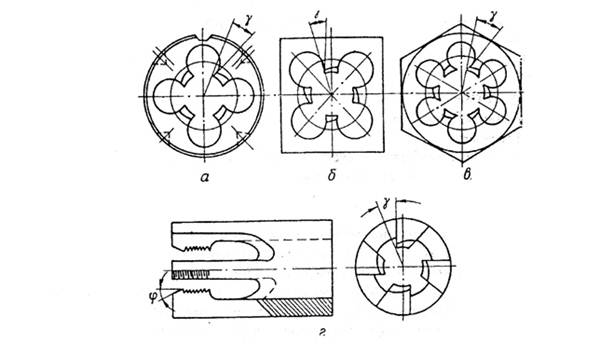
Рис. 3. Типи різьбонарізних плашок
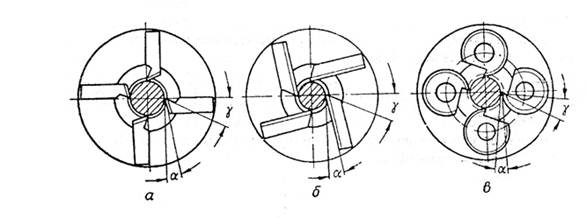
Рис. 4 – Типи різьбонарізних головок
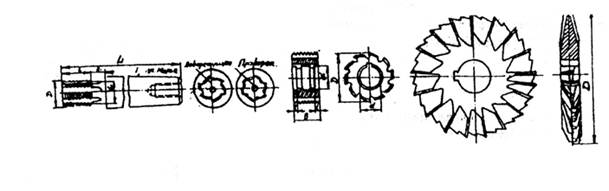
Рис. 5 – Типи різьбонарізних фрез
4.3.
Вимірювання геометричних та конструктивних параметрів виконують такими приладами
та інструментами :
а) штангенциркулем;
б) різеміром;
в) мікрометром
різевим;
г) інструментальним
мікроскопом;
д) кутоміром
Семенова;
е) ділильною
головкою в комплекті з індикатором і стійкою;
с)
на пристрої для вимірювання переднього куга;
ж) кутоміром
Бабчинінсра;
з) настільним
кутоміром;
Лінійні
розміри виміряйте штангенциркулем, елементи різі (крок, середній діаметр, кут
профілю) –
різеміром, різевим мікрометром а також на інструментальному мікроскопі. Кути
різсвих різців вимірюйте кутоміром Семенова та на настільному кутомірі.
Куг
різальної частини мітчиків виміряйте кутоміром Семенова, довжину різальної
частини –
штангенциркулем. Для вимірювання переднього кута використайте пристрій
(рис.6). Він складається з основи, двох
бабок та центрів, на які встановлюють мітчик, та штангенрейсмуса.
Штангенрейсмусом
виміряйте висоту Н. Для визначення переднього кута мітчик повертайте навколо
своєї осі доти, доки робоча поверхня вимірного наконечника штангенрейсмуса
збіжиться з передньою поверхнею мітчика. Очевидно, кут повороту мітчика від
горизонтальної площини, що проходить через вісь центрів на висоті Н, дорівнює
передньому куту.
Його можна визначити
за формулою
 (4.1)
(4.1)
де Н
висота центрів;
Н1
–
висота, що відповідає положенню вимірного наконечника штангенрейсмуса,
дотичного до передньої поверхні мітчика;
D – зовнішній
діаметр мітчика.
Задній
кут виміряйте на пристрої, який складається з підставки, на якій
встановлені: ділильна головка 1, бабка з
підпружиненим центром 2,
індикатор 3 на стійці 4 (рис. 7). Ніжку індикатора встановіть на вершину
зубця різальної частини мітчика, а шкалу індикатора на нульову поділку.
Закріплений
в ділильній головці мітчик поверніть на кут ф, а індикатором виміряйте
відстань, яка відповідає падінню затилка пера для кута повороту φ.
Величину
затилування визначіть за формулою 4.2.
 (4.2)
(4.2)
де
ψ –
кут, який відповідає кроку мітчика;
φ
– кут зубця мітчика;
К1 – величина затилування для кута φ.
Знаючи
величину затилування, знайдіть значення заднього кута за формулою 4.3.
![]() (4.3)
(4.3)
Де К – величина падіння затилка (величина
затилування);
D –діаметр,
на якому виміряно падіння затилка;
Z – кількість зубців мітчика.
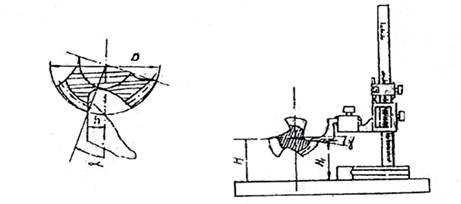
Рис. 6 – Пристрій для вимірювання переднього
кута мітчика
Величину переднього
кута плашки 𝛾 визначіть на основі конструктивних
параметрів. Для цього виміряйте штангенциркулем ширину проміжку Н1 (рис.8),
діаметр стружкового отвору dc внутрішній діаметр нарізаної різі d1.
Величину переднього
кута визначають за формулою:
![]() (4.4)
(4.4)
![]() (4.5)
(4.5)
![]() (4.6
)
(4.6
)
Для
визначення заднього куга зубців різальної частини треба спочатку знайти
величину падіння затилка в осьовому напрямку за допомогою приладу, наведеного
на рис. 9.

Рис. 7 – Пристрій для вимірювання величин
затилування мітчика
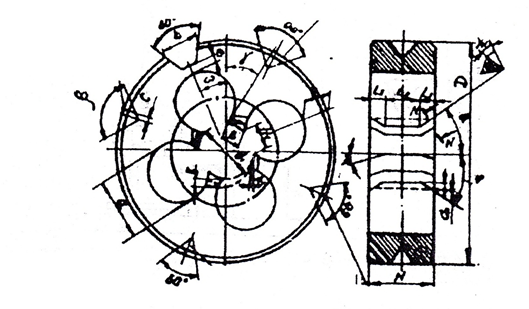
Рис. 8 – Конструктивні та геометричні параметри
плашки
Прилад
складається з корпусу 1, на якому закріплено поворотну головку 2 з леркою
головка 2 з плашкою може повертатись на потрібний кут, а величину
затилування К1 при цьому
визначіть індикатором 3, закріпленим на стійці.
Визначивши
величину затилування, обчисліть величину заднього кута α за формулами 4.7
та 4.8.
 (4.7)
(4.7)
![]() (4.8)
(4.8)
де ψ –кут,
що відповідає кроку зубців плашки;
φ –кут
повороту плашки;
d1–
внутрішній діаметр різі;
Z –
кількість пер плашки;
φ1 – кут
різального конуса.
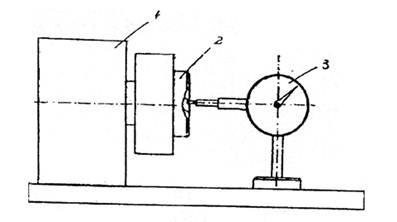
Рис. 9 – Прилад для визначення заднього кута
плашки
Звіт з лабораторної
роботи студент оформляє, виконуючи всі вимоги щодо змісту і форми, та захищає
його.
![]()
![]()