ЛАБОРАТОРНА РОБОТА №5
ГЕОМЕТРИЧНІ І
КОНСТРУКТИВНІ ПАРАМЕТРИ ЗУБОРІЗНИХ ІНСТРУМЕНТІВ
1.
ВСТУП
Зубчасті колеса с найпоширенішими деталями, в сучасному
машинобудуванні, особливо в автобудуванні, верстатобудуванні, важкому
машинобудуванні. Нарізання зубчастих коліс робиться зубонарізним інструментом методом копіювання, фасонного фрезерування
і методом обкочування.
Для нарізання зубчастих коліс методом копіювання застосовуються модульні пальцьові і дискові
фрези, а також зубодовбальні головки, оснащені фасонними різцями, профіль яких
ідентичний профілю западин зубчастого колеса, що нарізається.
Для
нарізання зубчастих коліс методом
обкочування застосовуються черв’ячні фрези, зубонарізні довбачі,
зубостругальні різці і різцеві головки (для нарізання конічних прямозубих і
конічних коліс із гвинтовими зубцями відповідно).
2. МЕТА РОБОТИ
Мета
роботи полягає у вивченні геометрії і конструкції зубонарізних інструментів
і вимірюванні їх геометричних і конструктивних параметрів.
3. ЗАГАЛЬНІ ВІДОМОСТІ І МЕТОДИКА ВИКОНАННЯ РОБОТИ
3.1. Для виконання роботи необхідно попередньо
ознайомитися з основними геометричними і конструктивними параметрами
зубонарізних інструментів. Вивчити методи вимірювання геометричних і
конструктивних параметрів і прилади, призначені для цієї цілі.
3.2. Ознайомлення з основними типами інструментів
необхідно робити за наявними у лабораторії експонатами.
Інструменти для
нарізування зубчастих коліс методом копіювання:
а) дискові
модульні фрези (рис. 1, а);
б) пальцьові
модульні фрези (рис. 1, б),
Інструменти для
нарізування зубчастих коліс методом обкочування:
а) черв’ячні
фрези, затиловані (рис. 1, в);
б) зубонарізні
довбачі (рис. 1, г);
в) зубострогальні
різці (рис. 2).
4. ПОСЛІДОВНІСТЬ І МЕТОДИКА ВИКОНАННЯ РОБОТИ
4.1. Робочі креслення
складають на інструмент, вказаний викладачем. На кресленні виконуються всі
необхідні проекції і перерізи, а також вказується геометричні і конструктивні
параметри:
Для
дискових модульних фрез: (рис. І, а)
а) зовнішній діаметр D;
б) діаметр отвору d;
в) ширина фрези В:
г) кількість зубців z, модуль m
д) кут западини v, радіус заокруглення западини
r,
є)
кут підфрезерування δ;
ж) величина
підфрезерування n;
з) висота профілю
Hcp;
і) величина
затилування спаду затилка К задній кут на вершині α
Для пальцьових модульних фрез: (рис. 1, б):
а) загальна довжина фрези L:
б) розмір під ключ S;
в) висота профілю фрези Ір;
г) кількість зубців фрези z, модуль m
д) зовнішній діаметр фрези D.
Для
черв'ячних фрез: (рис. 2, а)
а) крок профілю в осьовому перетині toc
б) кут профілю в нормальному перетині αп
в) висота зубця h;
г) зовнішній діаметр фрези Dc;
д) діаметр отвору фрези d:
є) кут нахилу кутових
гвинтових канавок ω;
ж) кут канавки фрези v;
з) глибина канавки фрези Н;
і) кількість зубців
фрези z, модуль m;
к) діаметр буртиків Dl, довжина
буртиків b;
л) величина затилування K., Kl, задній кут α1
м) робоча довжина фрези L1.
а)зовнішній
діаметр Del ;
б) ширина довбача В;
в) модуль і кількість зубців m,
z;
г) задній кут по вершині α;
д) передній кут γ;
є) задній кут у
перетині по основному циліндрі α1;
ж) задній кут αδx
з) відстань α від передньої поверхні довбача до
перетину зі зміщенням вихідного контуру, що дорівнює 0;
і)
розміри елементів кріплення довбача (діаметр посадочного отвору, довжина
хвостовика, кут конуса хвостовика, довжина шийки хвостовика, розміри різьби
кріплення).
Для
зубостругальних різців: (рис. 2, в)
а) величина профільного кута ac
б) висота профілю h,;
в) висота різця Н;
г) довжина різця L;
д) ширина вершини різця В;
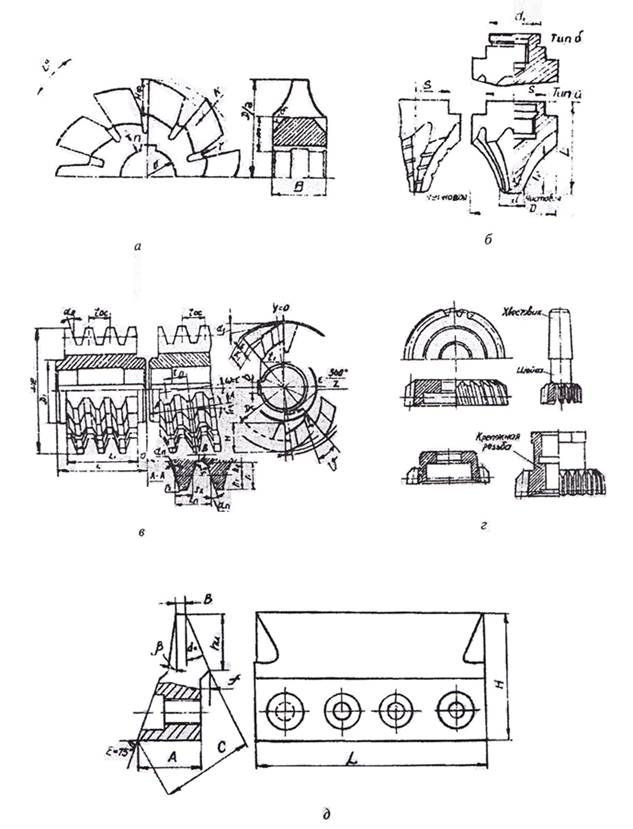
Рис. 1 – Інстрмент для
нарізання зубчастих коліс методом копіювання:
а – дискова модульна
фреза, б – пальцьова модульна фреза;
методом обкочування: в
– черв’ячні фрези, г – довбачі,
д – зубострогальні
різці
є) розміри отворів
для кріплення;
ж) розмір заплечика f;
з) ширина різця А;
і) кут клина різця Е;
к) налаштувальний розмір С.
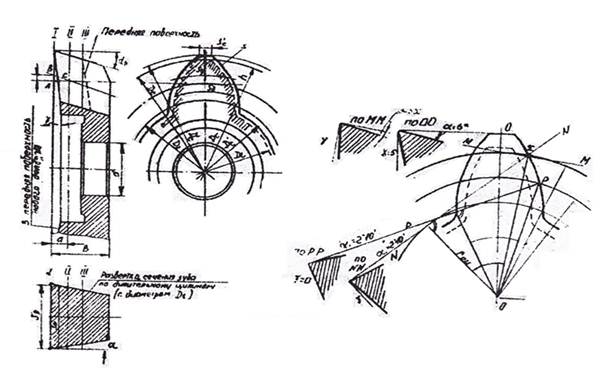
Рис. 2 – Дисковий прямозубий довбач
4.2. Для вимірювання геометричних і конструктивних
параметрів зубонарізних інструментів застосовуються такі прилади й інструменти:
а) штангенциркулі, глибиноміри, штангенрейсмуси,
шаблони;
б) універсальний кутомір Семенова. кутомір
Бабчиніцера;
в) ділильна головка в комплексі з індикатором і
стійкою;
г) великий інструментальний мікроскоп.
4.3. Вимірювання лінійних розмірів робиться за
допомогою штангенциркуля, глибиноміра. Вимірювання радіусів – за
допомогою шаблонів. Вимірювання кутів – за допомогою кутомірів.
Крок та кут профілю вимірюються за допомогою
інструментального мікроскопа. Визначаючи
величину затилування і величини заднього кута при вершині для черв’ячних фрез
використовують ділильну головку в комплекті з індикатором на стійці. Ділильна
головка служить для визначення кута повороту, на якому вимірюється величина
падіння затилка (рис.3), а індикатор на стійці для визначення величини падіння
затилка
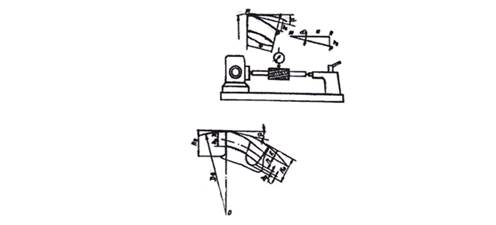
Рис. 3 – Пристрій для визначення величини загострення
Величина заднього
кута при вершині визначається за формулою:
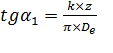 (4.1)
(4.1)
![]() (4.2)
(4.2)
де bо -
різниця показань індикатора в точках т і h; φ- кут зуба фрези.
За відомим розміром заднього кута при вершині
визначаються значення задніх кутів на бічних різальних лезах за формулою:
![]() (4.3)
(4.3)
де α1 – задній
кут при вершині α0 - кут зачеплення.
При
визначенні заднього кута в перетині по основному циліндрі α1 у
довбача користуються залежністю:
![]() (4.4)
(4.4)
де а – задній кут при вершині, α0 – кут
зачеплення.
При
визначенні заднього кута αδx користуються залежністю:
![]() (4.5)
(4.5)
де а – задній
кут при вершині; αc – кут
зачеплення.
![]()
![]()