ЛАБОРАТОРНА РОБОТА №4
ГЕОМЕТРИЧНІ І
КОНСТРУКТИВНІ ПАРАМЕТРИ ФРЕЗ
1. ВСТУП
Фрезерування
належить до найпоширеніших методів оброблювання. За продуктивністю воно
перевершує стругання, а в умовах великосерійного
виробництва поступається лише протягуванню.
Фреза являє собою вихідне
тіло обертання, на поверхні якого утворені різальні зубці, що під час
оброблювання торкаються поверхні оброблюваної деталі.
Форма
вихідного тіла обертання залежить від форми оброблюваної поверхні і
розташування осі фрези відносно деталі. Змінюючи положення осі інструмента щодо
оброблюваної поверхні деталі, можна спроектувати різні типи фрез для
виготовлення заданих деталей найскладнішої форми.
2. МЕТА РОБОТИ
Мета роботи полягає
у вивченні геометрії і конструкції фрез та вимірюванні їх геометричних й
конструктивних параметрів, ознайомленні- з основними геометричними параметрами
і конструкціями фрез, вивченні методів вимірювання геометричних і
конструктивних параметрів і призначених для цього приладів.
3. ЗАГАЛЬНІ ВІДОМОСТІ
3.1. Для виконання роботи необхідно попередньо
ознайомитись з основними геометричними параметрами і конструкціями фрез,
вивчити методи вимірювання геометричних і конструктивних параметрів і
призначені для цього прилади.
3.2. Ознайомлення
з основними типами фрез виконати на наявних в лабораторії експонатах за такою класифікацією:
а)
за типом – фрези циліндричні, торцеві, дискові, прорізні та відрізні, кутові,
фасонні, кінцеві, шпонкові (рис. 1);
б) за
конструкцією – суцільні, складені, збірні (рис. 2, а, б);
в) за
способом закріплення – насадні, хвостові (рис. З, 2, а):
г) за
формою зубців – фрези із затилованими і незатилованими зубцями (рис. 4, а, б);
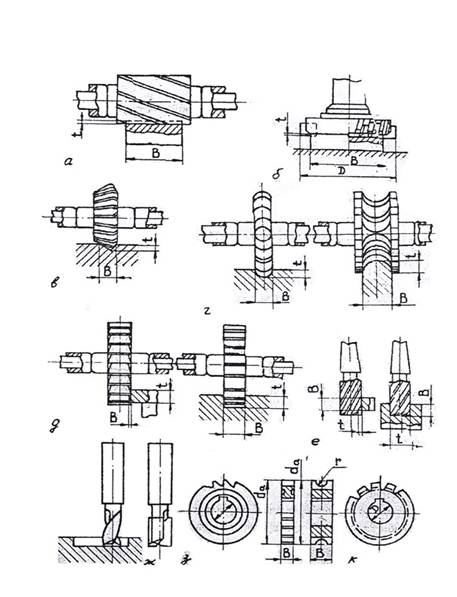
Рис. 1– Конструктивні різновиди фрез: а –
циліндричні; б – торцеві; в – кутові;
г – фасонні; д – прорізні та відрізні; е –
кінцеві; ж – шпонкові;
з – дискові затиловані
та незатиловані
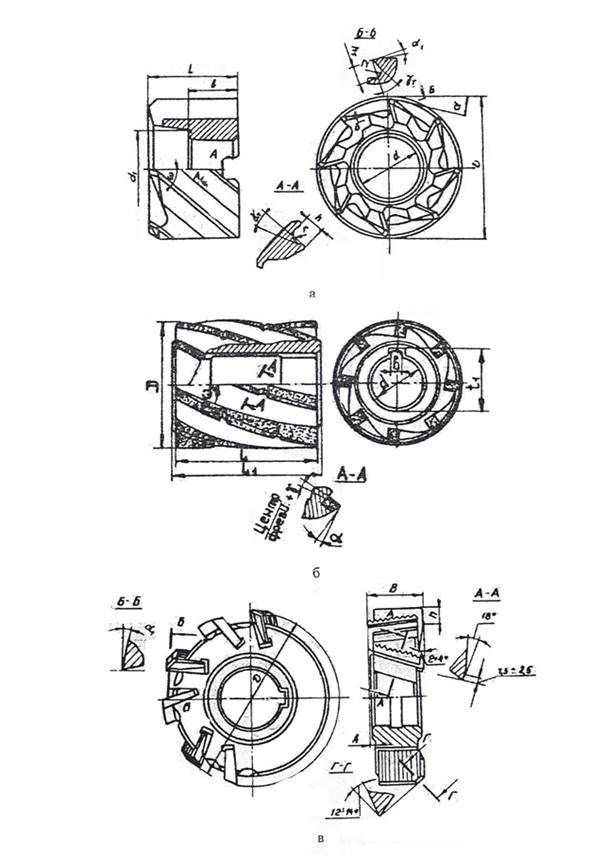
Рис.2 – Фрези: а – суцільні; б – складені; в –
збірні
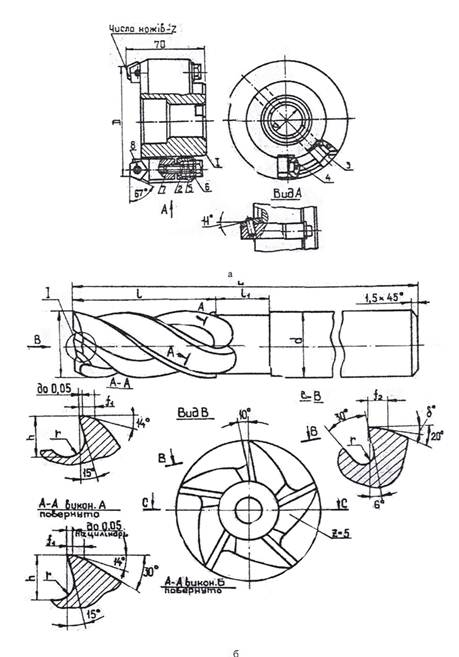
Рис. 3 – Фрези: а – насадні; б – хвостові
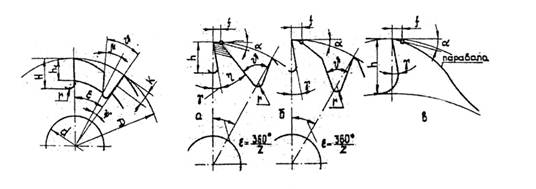
Рис. 4 – Форма зубців: а – затилована;
б – незатилована
4. ПОСЛІДОВНІСТЬ І МЕТОДИКА ВИКОНАННЯ РОБОТИ
Виконати
робочі креслення інструментів, попередньо вказаних викладачем під час занять.
Креслення інструментів виконати в необхідній кількості проекцій, перерізів,
вказавши конструктивні та геометричні параметри.
Для фрез із незатилованими
зубцями:
а) передній кут γ
вимірюється в площині, перпендикулярній до головного різального леза ;
б) задній кут
λ розглядається в площині, перпендикулярній до осі фрези;
в)
кути в плані φ, φс, φ1
кут і довжину перехідного різального леза f;
г) кут нахилу
головного різального леза λ;
д) кут нахилу зубця
ω;
е) крок
гвинтового рівця (для фрез з гвинтовим зубцем) визначають за формулою
![]() (4.1)
(4.1)
є)
діаметр фрези D;
ж) діаметр посадного отвору чи розмір конічного хвостовика d, D, К;
з) довжину робочої
частини фрези L;
і)
кількість зубців фрези, їх форму та розміри.
Для фрез із затилованими зубцями:
а) кут профілю фрези
(для кутових фрез);
б) передній кут
γ;
в) зовнішній діаметр
фрези D;
г) діаметр отвору
під оправку d;
д) висоту зубця
фрези Н і кут западини v;
е) кількість зубців
z;
ж) висоту затилування
 ; (4.2)
; (4.2)
з) радіус
закруглення дна канавки r.
Для
вимірювання геометричних та конструктивних параметрів фрез використовують такі
прилади та інструменти:
а) штангенциркуль,
мікрометр, масштабну лінійку;
б) універсальний
кутомір Семенова;
в) кутомір Бабчиніцера;
г) настільний
кутомір; .
д) інструментальний мікроскоп.
Вимірювання
діаметра фрез, довжини та інших лінійних розмірів виконують штангенциркулем.
Під час вимірювання діаметра досадного отвору та розміру шпонкового паза
необхідно визначити номінальні розміри та назначити допуски на їх виконання за
відповідною довідковою літературою.
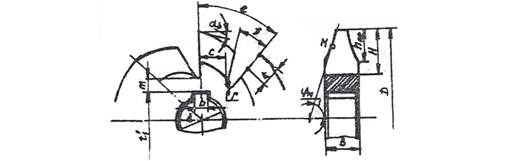
Рис. 5 – Схема визначення кута нахилу зубців
циліндричних фрез
Після
вимірювання лінійних розмірів конічних хвостовиків для хвостових фрез)
необхідно визначити номер конуса Морзе за таблицею (див. “Довідник
інструментальника”) Передній та задній кути циліндричної фрези визначають за
допомогою кутоміра Бабчиніцера (рис. 6). Передній і
задній кути, шо лежать у торцевій площині, виміряють за допомогою настільного
кутоміра. Кути в плані вимірюють за допомогою кутоміра Семенова.
Кут нахилу гвинтових
зубців виміряють за допомогою сліду гвинтової лінії, отриманої накочуванням
фрези на папері й підрахунку за формулою (рис. 7)
![]() (4.3)
(4.3)
де
а, b –
катети прямокутного трикутника для будь-якої точки М на розгорнутій гвинтовій
лінії
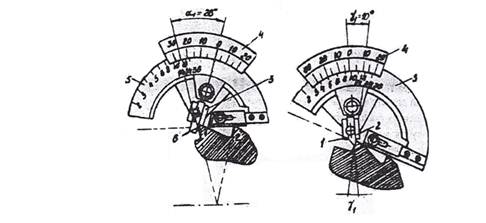
Рис. 6 – Пристрій для визначення величини
затилування
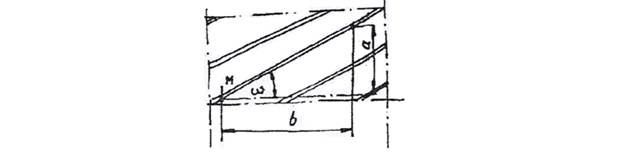
Рис.7 – Схема до визначення кута нахилу зубців
циліндричної фрези
Передній
кут у головній площині перерізу для фрез з гвинтовим зубцем визначають
за формулами:
![]() – для циліндричної
фрези
(4.4)
– для циліндричної
фрези
(4.4)
![]() – для торцевої фрези (4.5)
– для торцевої фрези (4.5)
де
γ1, – передній кут у поперечній площині;
γ2
–
передній кут у поздовжній площині.
Затилування визначають за допомогою приладу, зображеного
на рис. 8.
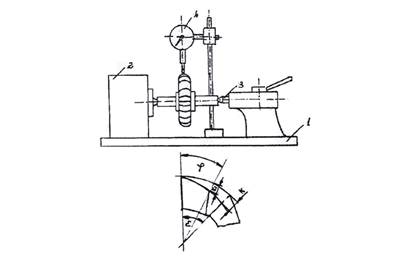
Рис. 8 – Пристрій для визначення величини затилування
Тут на плиті 1 встановлена ділильна головка 2 і задня бабка з під пружиненим центром 3. На плиті, що на столі, закріплено індикатор 4. Фрезу з оправкою виставляють в центрах. Ніжку індикатора виставляють на вершину зубця фрези, а шкалу індикатора її повертанням – на нульову.поділку. За допомогою ділильної головки фрезу повертають на кут φ, а індикатором вимірюють відстань КІ, яка відповідає падінню затилка для кута повертання φ.
Величину затилування визначають із співвідношення
 (4.6)
(4.6)
де е – кут, шо відповідає кроку зубців
фрези;
φ
– кут зубця фрези;
К1
– величина затилування для кута е.
Знаючи
величину затилування К, визначають задній кут α. Звіт
про виконану роботу оформляють, заповнивши всі пункти інструкції.
![]()
![]()