ЛАБОРАТОРНА РОБОТА №7
АБРАЗИВНІ ІНСТРУМЕНТИ
1. ВСТУП
Різальні інструменти, робоча частина яких містить класифіковані частинки абразивних матеріалів,
називають абразивними. Здрібнений,
збагачений і класифікований абразивний матеріал, твердість якого перевищує
твердість абразивного матеріалу і який здатний в подрібненому стані здійснювати
обробку я
різанням, називають шліфувальним.
Залежно від виду використовуваних шліфувальних
матеріалів розрізняють алмазні,
ельборові, електрокорундові, карбід-кремнієві та інші абразивні інструменти.
До абразивних інструментів належать шліфувальні
круги, головки, бруски, сегменти, шкірки, порошки, пасти. Найпоширенішою групою
абразивних інструментів є шліфувальні крути. Вони
характеризуються формою, розміром, абразивним матеріалом, зернистістю,
зв’язкою, твердістю, структурою і максимальною коловою швидкістю обертання.
Операція абразивної обробки забезпечує високу якість
поверхні, точні розміри, високу продуктивність.
2. МЕТА РОБОТИ
Мета роботи полягає у вивченні конструкції та форми абразивних інструментів,
визначенні основних властивостей на підставі марки круга, встановлення області їх найдоцільнішого
ефективного використання.
3. ЗАГАЛЬНІ ВІДОМОСТІ
3.1. Шліфувальні
матеріали та область їх застосування
Нормальний
електрокорунд: марка
1ЗА – для абразивного інструменту на органічній
зв’язці; 14А – для абразивного інструменту на керамічній і органічній
зв’язках, шліфувальної шкірки, для обробки вільним зерном; 15А –для абразивного
інструменту на керамічній зв’язці, зокрема прецизійного класів АА, А,
шліфувальної шкірки.
Білий
електрокорунд: марки
23А, 24А – для абразивного інструменту, шліфувальної шкірки,
обробки вільним зерном; 25А – для абразивного-інструменту класів АА, А.
Хромистий
електрокорунд: марки
33А – для абразивних інструментів на керамічній зв'язці,
шліфувальної шкірки, оброблювання вільним зерном; 34А –для абразивних інструментів на керамічній зв'язці,
шліфувальної шкірки, прецизійних інструментів класів АА, А.
Титанистий
електрокорунд марки 37А – для інструментів на керамічній зв'язці;
застосовується для оброблювання сталей.
Сферокорунд
ЕС - для інструментів з ріними зв’язками для обробки м'яких і в'язких матеріалів: кольорових металів,
гуми, пластмаси, шкіри.
Технічне скло 71Г – виготовляють
шліфувальні шкірки для оброблювання дерева.
3.2.
Форма,
типи шліфувальних кругів
Форма абразивних інструментів і їх типорозміри
вказані в стандарті ГОСТ 2424-83.
Круги виготовляють класів АА, А і Б.
Зерновий склад шліфувальних матеріалів – за ГОСТ
3647-80 з індексами: В і Г1 – для кругів класів АА; В, П і Н – для кругів класу А; В, П, Н і Д – для кругів
класу Б.
Для шліфування деталей, шо мають прості та фасонні
профілі, для загострення простих і фасонних профілів різальних інструментів,
для нарізання і шліфування різі застосовують різні
шліфувальні круги.
Абразивні шліфувальні матеріали можна поділити на природні та штучні. Найважливішими природними абразивними матеріалами є алмаз, корунд, наждак і кварц.
Для виготовлення шліфувальних кругів та інших абразивних інструментів
застосовують переважно штучні абразивні
матеріали: електрокорунд, карбід кремнію, карбід бору.
Вид, марки шліфувального матеріалу наведено в
табл.1.
Таблиця 1.
Характеристика
абразивних інстрментів
|
Вид |
Позначення марки |
|
|
Старе |
Нове |
|
|
Електрокорунд нормальний |
Э5 Э4, Э3 Э2 |
16А 15А 14А 13А 12А |
|
Електрокорунд білий |
Э9А Э9 Э8 |
25А 24А 23А 22А |
|
Електрокорунд хромистий |
ЭХА ЭХБ |
34А 33А 32А |
|
Електрокорунд титановий |
ЭТ |
37А |
|
Монокорунд |
М8 М7 |
45А 44А 43А |
|
Карбід кремнію зелений |
К39 К38 К37 К36 К46 К47 |
64С 63С 55С 54С 53С |
|
Ельбор |
ЛП ЛО |
ЛП ЛО |
Таблиця 2.
Зернистість
|
Група |
Позначення |
|
1 |
2 |
|
Шліфувальні зерна |
200 160 125 100 80 63 50 40 32 25 20 16 |
|
Шліфувальні порошки |
12 10 8 6 5 4 3 |
|
Мікропорошки |
М63 М50 М40 М28 М20 М14 |
|
Тонкі порошки |
М10 М7 М3 |
Зернистість
(табл.2): шліф-зерно 200; 160; 125; 100; 80; 63; 50; 40; 32: 25; 20; 16; шліф-
порошки 12; 10; 8; 6; 5; 4; 3; мікропорошки М50; М40; М28; М20; М14; М10; М7;
М5.
Залежно від зернового складу шліфувальних
матеріалів за ГОСТом 3647-80 позначення зернистості доповнюється літерним
індексом, наприклад, 200-Н; 12-П; М50-В; М20-Д.
Ступені
твердості абразивних інструментів за стандартом ГОСТ 21323-75 (табл. З): СМ – середньом'який; СТ –середньотвердий; Т – твердий.
Номери
структур (табл.4):
- щільні – 1; 2; 3; 4 – для обробки заготовок із твердих матеріалів при чистових роботах і
операціях викінчення з досягненням малої шорсткості;
- середні – 5; 6; 7; 8 – для оброблення заготовок із матеріалів з високим
опором руйнуванню;
- відкриті – 9; 10; 11; 12 –для оброблення заготовок із в’язких матеріалів з
низьким опором розриву; дає високу шорсткість поверхні та велике зношування
інструменту, забезпечує краще відведення знятої стружки й кращі умови для
охолодження під час обробки металу.
Таблиця 3.
Твердість
|
Шкала твердоті |
Зв’язка |
|
|
Керам. Бакел. |
Вулканітова |
|
|
1 |
2 |
3 |
|
Надм’який |
ЧМ |
|
|
М’який |
ВМ1 ВМ2 |
|
|
Середньом’який |
СМ1 СМ2 |
СМ |
|
Середній |
С1 С2 |
С |
|
Продовження таблиці 3. |
||
|
1 |
2 |
3 |
|
Середньотвердий |
СТ1 СТ2 СТ3 |
СТ |
|
Твердий |
Т1 Т2 |
Т |
|
Достатньо твердий |
ВТ1 ВТ2 |
|
|
Надтвердий |
Т1 Т2 ….. Т10 |
|
Таблиця 4.
Структура кола на керамічній зв’язці
|
Назва |
Позначення |
|
Закрита(щільна) |
1 2 3 4 |
|
Середня |
5 6 7 8 |
|
Відкрита |
9 10 11 12 |
Таблиця
5.
Види зв’язки
|
Вид |
Умовне позначення |
Маркування |
|
Керамічна |
К |
К0 К1 К5 К7 К8 |
|
Бакелітова |
Б |
Б Б1 Б2 Б3 Б4 |
|
Вулканітова |
В |
В В1 В2 В3 |
|
Гліфталева |
ГФ |
ГФ |
|
Полівінілформалева |
ПФ |
ПФ |
|
Епоксидна |
|
ЭД5 ЭД6 |
Вид
зв'язки (табл.5): керамічна
К; бакелітова Б; вулканітова В.
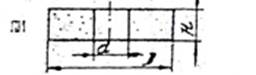
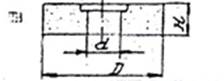
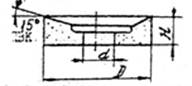
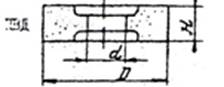
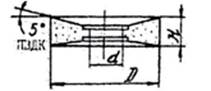
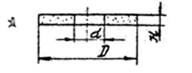
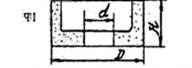
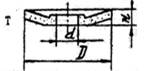
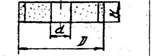
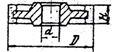
Основні типи і розміри абразивних кругів на
керамічних і органічних зв’язках наведені у табл.6, а методи їх закріплення − на рис. 1.
Круги
плоскі прямого профілю ПП
застосовують на найрізноманітніших шліфувальних роботах для круглого
зовнішнього, внутрішнього, безцентрового і плоского шліфування, для загострення
різців.
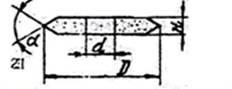
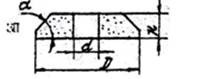
Круги
плоскі з двостороннім конічним профілем; 2П, ЗП, 4П − три різні форми застосовуються для
шліфування зубців зубчастих коліс, загострення різальних, інструментів.
Круги
плоскі з виточкою ІІВ, ПВК, ПВД, ПВДК застосовують для круглого шліфування зубців з підрізанням
торців
Таблиця 6.
Основні типи і розміри абразивних
кругів на керамічних і органічних звязках
|
Шліфувальний круг |
Форма круга |
Розміри, мм |
|
1 |
2 |
3 |
|
Прямого профілю |
|
D=3…1060 H=1…250 d=1…305 |
|
З виточкою: - прямою - конічною - двобічною прямою |
|
D=10…600 H=13…100 d=3…305 |
|
|
D=300…750 H=50,80 d=127…305 α=10,15,20 |
|
|
|
D=100…900 H=25…250 d=32…305 |
|
|
-двобічною конічною |
|
D=750 H=80 d=305 |
|
Диски (на органічній зв’язці) |
|
D=100…400 H=0.6…4 d=20…50 |
|
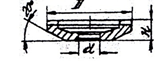
Чашкові
циліндричні |
|
D=40…300 H=25…100 d=13…127 |
|
Продовження таблиці 6. |
||
|
1 |
2 |
3 |
|
Чашкові конічні |
|
D=50…300 H=125…150 d=13…150 |
|
Тарілкові |
|
D=50…300 H=125…150 d=13…150 |
|
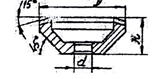
З конічним
профілем: двостороннім |
|
D=300…750 H=50,80 d=127…305 α=10,15,20 |
|
одностороннім |
|
D=300…750 H=50,80 d=127…305 α=10,15,20 |

Тонкі
круги-диски застосовують
для відрізних і прорізних робіт і виготовляють їх товщиною 0.5 -4 мм діаметром
80 - 500 мм. Для забезпечення високої міцності при такій малій товщині круги
виготовлять на вулканітовій або бакелітовій пружній зв’язці.
Круги
плоскі нарощені ПН
складаються з окремих абразивних секторів і металевого диска. Використовуються
для обдирних робіт
Шліфувальні
круги-кільця 1К і 2К
застосовують для плоского шліфування торцем круга.
Круги-чашки
циліндричні і круги-чашки конічні ЧК використовують для плоского шліфування торцем круга і
для загострення інструментів.
Шліфувальні круги-тарілки
виготовляють трьох форм: ІТ, 2Т, ЗТ і застосовують їх для загострення різних різальних
інструментів.
Крім цього, виготовляють круги спеціального
призначення.
Класи незрівноваженості кругів за ГОСТом 3060-75:
1 − для кругів класу точності А А; 1 і 2 − для класів точності А і атестованих на державний
Знак якості ; 1, й, − для кругів класу
точності Б.
Міцність кругів
повинна забезпечувати їх роботу з швидкостями, встановленими стандартом.
Для запобігання розриву круга його випробовують
перед роботою при швидкості, що перевищує на 50 % робочу швидкість протягом 5-10 хв
залежно від діаметра випробовуваного круга.
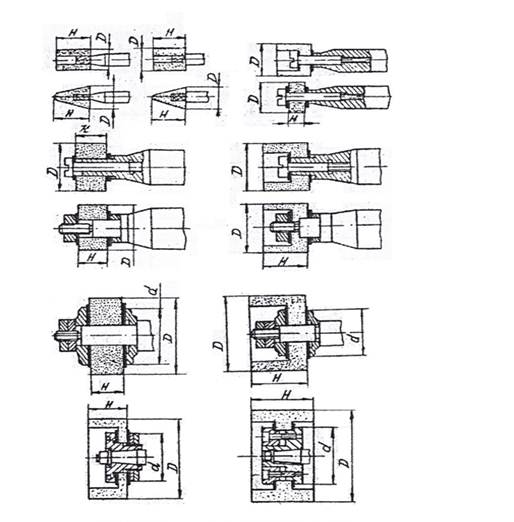
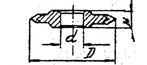
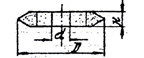
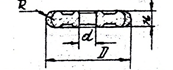
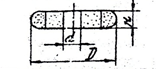
Рис.1 − Основні методи закріплення абразивних кругів
Таблиця 7.
Основні типи алмазів
|
Назва і
позначення круга |
Форма круга |
Розміри, мм |
|
1 |
2 |
3 |
|
Шліфувальний плоский
прямого профілю алмазні ІВ |
|
D=16…500; H=2…100; d=6…203 |
|
Ельборові ІА1 ЛПП |
|
D=25…500; H=4…50; d=6…305 |
|
Шліфувальні плоскі прямого профілю без корпуса: Алмазні А8(АПІП) Ельборові
А8(ЛІПП) |
|
D=6…13; H=6…10; d=2…3 D=1…22; H=1,6…25; d=0,5…8 |
|
Алмазні
шліфувальні плоскі прямого профілю трибічні А4VI(А2ПП) |
|
D=125…250; H=10…20; d=32…76 |
|
Шліфувальні
чашкові конічні: алмазні 12А2=45 (АЧК) |
|
D=50…250; H=19,5…62; d=16…76 |
|
Ельборові ПА2
(ЛЧК) |
|
D=75…150 ; H=35,75; d=20,32 |
|
Шліфувальні конічні: Алмазні 12V5-45 (А2ЧК) Ельборові 12V5-45 (Л2ЧК) |
|
D=50…150; H=20…40; d=16…51 D=125,150; H=39,41; d=32 |



Продовження
таблиці 7.
|
1 |
2 |
3 |
|
Шліфувальні тарілкові: Алмазні 12А2-20 (АТ) Ельборові 12А2-20 (ЛТ) |
|
D=50…250; H=6…23; d=10…51 D=50…200; H=10…21,1; d=10…51 |
|
Шліфвальні
тарілкові ельборові 12Р9 |
|
D=100,125,150; H=100,13,16; d=20…32 |
|
Шліфувальні плоскі з двобічним конічним профілем: Алмазні 14ЕЕІХ (А2П) |
|
D=25…400; H=3…10; d=6…203 α=30,40,60,90,120 |
|
Шліфувальні плоскі з двобічним конічним профілем: Ельборові IDI(Л2П-І) |
|
D=60…500; H=10…20; d=13…305; α=15,30,40,60 |
|
Шліфувальні плоскі з півкруговипуклим профілем: Алмазні IFFIX (А5П) Ельборові 1FIX (ЛІФП) |
|
D=50…150; H=2…32; d=16…51; R=1…16 |
|
|
D=35…135 ; H=5…29 d=10…32; R=5…17 |
Маркування
кола
Для правильного вибору шліфувального кола необхідно знати
його характеристику. Умовне позначення
характеристики наносять на поверхню кола незмивною фарбою в певній
послідовності. Воно дає повну характеристику шліфувального кола і, по суті, є
паспортом шліфувального круга.
ЗАК24А40С25К135 м/с
ПП350х40х127А
ЗАК
− Запорізький абразивний комбінат
24А
− марка абразивного матеріалу(електрокорунд білий)
40
− розмір шліфзерна(500 - 400 мкм)
С2
− ступінь твердості(середня друга)
5
− номер структури(середня з об'ємом зерен52 %)
К1
− вид зв'язки(керамічна перший)
35
м/с − окружна швидкість, що забезпечує безпеку роботи
ПП
−форма кола(плоска прямого профілю)
350
− зовнішній діаметр кола, мм
40
− ширина кола, мм
127
− внутрішній(посадковий) діаметр, мм
А
− клас точності кола
4. ПОСЛІДОВНІСТЬ І МЕТОДИКА ВИКОНАННЯ РОБОТИ
4.1. Для виконання роботи попередньо ознайомтесь з
основними властивостями абразивних матеріалів.
4.2. Ознайомтесь з основними типами абразивних
інструментів за наявними в лабораторії експонатами.
4.1. Виконайте
робочі креслення: абразивних інструментів, вказаних викладачем. Креслення
повинно мати достатню кількість проекцій та
розрізів, на яких вкажіть їх конструктивні параметри та способи закріплення на
шпинделі верстата.
4.2. Підберіть
круги для обробки сталей
у вихідному та загартованому стані. Замаркуйте вибраний інструмент, вказавши його
конструктивні розміри, швидкість різання та фізико-механічні властивості (матеріал,
зв'язку, твердість, зернистість).
![]()
![]()