ПРАКТИЧНА РОБОТА № 3 ЧЕРВ’ЯЧНІ ЗУБОРІЗНІ ФРЕЗИ
3.1.
Основи
профілювання черв’ячних фрез
Черв’ячні зуборізні фрези призначені: для
нарізання зубів циліндричних коліс з прямими і гвинтовими (косими) зубами; для
нарізання черв’ячних коліс.
За конструкцією черв’ячні фрези розділяють:
- на хвостові і насадні;
- на суцільні і збірні;
- на одно західні та
багато західні.
Черв’ячну фрезу можна розглядати як певним
чином спрофільований черв’як, у якого сформовані ріжучі кромки.
Ріжучі кромки черв’ячних фрез можуть
розміщуватися на поверхні витків черв’яків різних типів, що називаються
основними черв’яками.
За типом основного черв’яка черв’ячні зуборізні
фрези класифікуються як евольвентні, конволютні і архімедові.
Точна геометрична форма основного черв’яка визначається
умовою правильного зачеплення цього черв’яка і зубчатого колеса. Оскільки
правильне зачеплення з евольвент ним зубчатим колесом утворює тільки один тип
черв’яка – евольвентний, то для теоретично точного
профілювання черв’ячних зуборізних фрез в якості основного черв’яка повинен
бути прийнятий евольвент ний черв’як. Особливістю цього черв’яка є наявність в евольвентного профілю в торцевому січенні і складного
криволінійного профілю в осьовому чи нормальному січенні до витків черв’яка
(рис.3.1).
Відповідно,
теоретично правильне профілювання черв’ячної фрези буде забезпечене при
розміщенні ріжучих кромок на поверхні витків евольвентного
черв’яка. Однак, профілювання фрези по цьому типу черв’яка викликає
технологічну складність. Тому в наш час застосовуються виключно черв’ячні
фрези, спрофільовані приблизно по архімедовому чи конволютному черв’якам.
Архімедів
черв’як, що має найбільше приближення до евольвентного,
відрізняється прямолінійним трапецієвидним
профілем в осьовому січенні і криволінійним профілем за архімедовою спіраллю
в торцевому січенні (рис.3.2). Ця особливість дозволяє легко здійснити
виготовлення і контроль архімедових черв’ячних фрез.
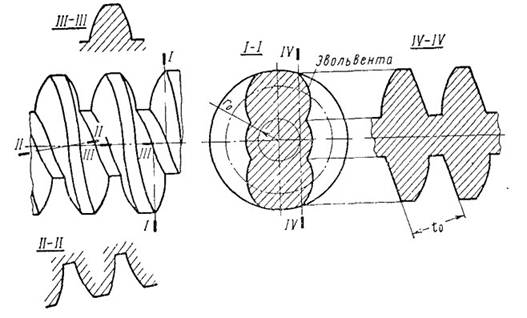
Рис. 3.1 - . Геометрія
евольвентного черв’яка
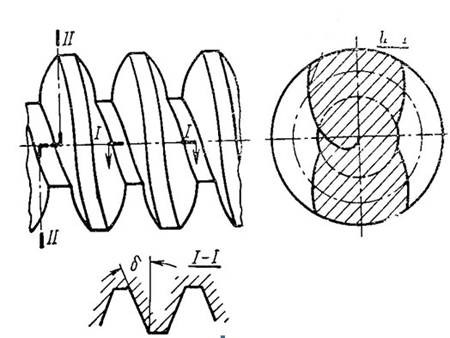
Рис.3.2
- Геометрія архімедового
черв’яка
Конволютний черв’як має
прямолінійні трапецієподібний профіль у нормальному січенні по витку (рис. 3.3,
січення І-І) або у впадині витків
(січення ІІ-ІІ). В цих же січеннях
задається профіль у черв’ячних фрезах, спрофільованих на базі конволютних черв’яків.
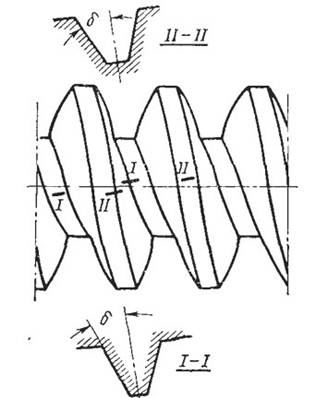
Рис. 3.3 - Геометрія конволютного
черв’яка
Оскільки в практиці зубофрезерування
застосовуються черв’ячні фрези виключно конволютного
чи архімедового типу, в подальшому розрахунок
черв’ячних фрез будемо вести стосовно тільки до цих типів фрез. Той факт, що архімедові черв’ячні фрези теоретично дають краще
приближення до евольвент них, зумовлює доцільність профілювання чистових і прецезійних черв’ячних фрез як архімедових.
Погрішності профілювання зростають при збільшенні західності
і кутів підйому витків.
Сказане ніяким чином не відноситься до профілювання
черв’ячних фрез для черв’ячних коліс, для яких тип основного черв’яка, число
заходів і інші елементи повинні бути строго аналогічними відповідним елементам
черв’яка тої черв’ячної пари, в яку заходить нарізне
черв’ячне колесо.
Для найкращого приближення профілю архімедових черв’ячних фрез до евольвент них існують два
способи.
Перший спосіб заключається
в тому, що криволінійний профіль евольвентного
черв’яка (чи черв’ячної фрези) замінюється прямолінійним, трапеції видним
профілем, отриманим шляхом проведення через крайні точки М і N лівої сторони
робочої ділянки (рис.3.4 і точки K і L правої сторони робочої ділянки
криволінійного профілю евольвентного черв’яка двома
лініями MN і KL. При цьому профільний
кут ![]() фрези приймається
рівним куту нахилу прямих MN і KL.
фрези приймається
рівним куту нахилу прямих MN і KL.
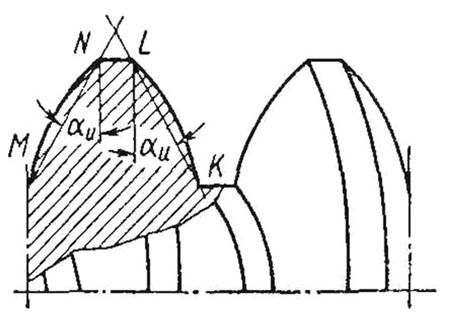
Рис. 3.4 - Метод профілювання черв’ячної
зуборізної фрези
Другий спосіб полягає в
тому, що у вихідному січенні фрези по нормалі профільний кут береться меншим
номінального кута ![]() зачеплення колеса на
певну величину
зачеплення колеса на
певну величину ![]() .
.
|
Кут підйому витків |
2° |
3° |
4° |
4° 30´ |
5° |
5°30´ |
6° |
6°30´ |
7° |
|
|
0 |
1´ |
1,5´ |
2´ |
2,5´ |
3,5´ |
4´ |
5´ |
6´ |
Цей спосіб дає приблизно такі ж результати, що й перший
спосіб. Величина коректування профілю незначна, тому на практиці цим поправкам
зазвичай нехтують; зокрема, чистові і
навіть прецизійні черв’ячні фрези по ГОСТу 9324 – 80 виконують з профільним кутом по
нормалі, співпадаючим з кутом зчеплення колеса. При радіальному затилуванні
черв’ячних фрез шліфувальним кругом досягнути ідентичності профілю при
переточуванні фрези. Постійність профілю фрези при переточуванні теоретично
можлива лише у двох випадках: коли затилування осьове і коли затилування
здійснюється різцем. Тому рекомендоване корегування кута профілю фрези в
заданих межах має більш теоретичне, чим практичне значення, особливо стосовно
до фрез мілких і середніх модулів.
Враховуючи сказане, в подальшому при розрахунках черв’ячних
фрез останні будуть профілюватись
без будь-якого корегування вихідної рейки чи основних черв’яків.
Черв’ячні фрези можуть виконуватись як з осьовими, так і з
гвинтовими стружковими канавками (зубами). Однак
незалежно від напрямку гвинтових канавок профіль черв’ячних архімедових
фрез завжди задається в осьовому січенні, а конволютних
– в нормальному. При цьому профіль архімедової фрези
буде мати прямолінійний і симетричний
профіль в осьовому січенні тільки в тому випадку, якщо стружкові
канавки будуть виконані прямими; якщо ж стружкові
канавки гвинтові, то профіль в осьовому січенні буде хоча й прямолінійним, але
несиметричним.
Чистові черв’ячні фрези виготовляють однозахідними
з прямолінійним профілем в нормальному (чи осьовому) січенні. Черв’ячна чистова
однозахідна насадна фреза має наступні конструктивні
елементи (рис.3.5): ![]() - крок профілю зуба в
нормальному січенні;
- крок профілю зуба в
нормальному січенні; ![]() - крок профілю в осьовому січенні;
- крок профілю в осьовому січенні; ![]() - кут профілю в нормальному перетині;
- кут профілю в нормальному перетині; ![]() - товщина зуба в нормальному перетині;
- товщина зуба в нормальному перетині; ![]() - висота зуба;
- висота зуба; ![]() і
і ![]() - відповідно висоти головки і ніжки зуба;
- відповідно висоти головки і ніжки зуба; ![]() - зовнішній діаметр
фрези;
- зовнішній діаметр
фрези; ![]() - діаметр отвору фрези;
- діаметр отвору фрези; ![]() - загальна довжина;
- загальна довжина; ![]() - довжина робочої частини;
- довжина робочої частини; ![]() - число зубів;
- число зубів; ![]() - розрахунковий діаметр ділильного циліндра;
- розрахунковий діаметр ділильного циліндра; ![]() - кут нахилу гвинтових
канавок ( зазвичай рівний куту
- кут нахилу гвинтових
канавок ( зазвичай рівний куту![]() підйому витків на
ділильному циліндрі);
підйому витків на
ділильному циліндрі); ![]() - крок гвинтових канавок;
- крок гвинтових канавок; ![]() - кут канав очної фрези;
- кут канав очної фрези; ![]() - радіус закруглення
впадини;
- радіус закруглення
впадини; ![]() - глибина канавки;
- глибина канавки; ![]() - задній кут;
- задній кут; ![]() - передній кут;
- передній кут; ![]() і
і ![]() - величина затилування;
- величина затилування; ![]() - діаметр буртиків.
- діаметр буртиків.
Відомості про розміри і профілі черв’ячних фрез показуються
в кресленнях наступним чином. Для конволютних
черв’ячних фрез показуються кутові і
лінійні розміри профілю у нормальному
січенні до витків, тобто розміри вихідної рейки. Для архімедових
черв’ячних фрез показуються в
нормальному січенні лінійні розміри вихідної рейки, а в осьовому – лінійні і
кутові розміри фрези. Відповідно, в архімедових фрез
вказуються два січення – нормальне і осьове.
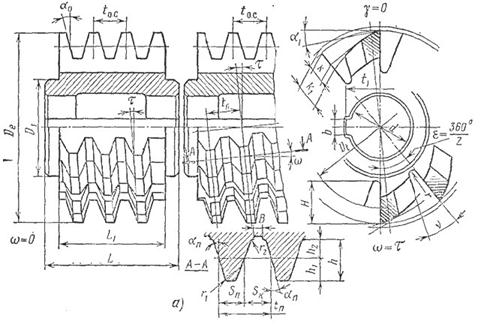
Рис.3.5 - Конструктивні елементи
черв’ячної однозаходної насадної фрези
3.2.
Проектний розрахунок фрез
загального призначення.
Розрахунок черв’ячних фрез
полягає головним чином у визначенні розмірів профілю фрези в осьовому
перетині, якщо фреза архімедова, або в нормальному
перетині, якщо фреза конволютна. При нульовому
передньому куті зазвичай в цих же перетинах розміщується і передня
поверхня фрез. Крім визначення розмірів
профілю, у розрахунок черв’ячних фрез входить:
- визначення кутів
підйому витків фрези і нахилу гвинтових канавок (якщо вони гвинтові);
- а також кута
встановлення фрези на зубофрезерному верстаті.
Зовнішній діаметр, тип основного черв’яка, число заходів,
діаметр посадкового отвору є конструктивними елементами і тому їх або вибирають
по нормалі і стандартам, або задають виходячи з паспортних даних верстату і
досвіду експлуатації фрез. Із збільшенням зовнішнього діаметра фрези
зменшуються погрішності профілювання
фрез, але одночасно знижується
продуктивність фрезерування внаслідок збільшення довжини врізання фрези. Через
причини для чистових фрез зовнішній діаметр вибирається більшим, чим у чорнових
фрез, а прецизійних – більшим ніж у чистових.
За відсутності спеціальних умов зовнішні діаметри
черв’ячних фрез і деякі інші розміри повинні бути пов’язані з паспортними
даними зубофрезерних верстатів і з загальними машинобудівними стандартами. Для
цього деякі розміри черв’ячних фрез рекомендується вибирати за таблицею 3.1.
Таблиця 3.1 - Конструктивні розміри фрези (мм) ГОСТ 9324-80
|
Модуль Розміри |
1 1,25 |
1,5 1,75 |
2 2,25 |
2,5 2,75 |
3 3,75 |
4 4,5 |
5 5,5 |
6 7 |
8 9 |
10 11 |
12 14 |
|
Зовнішній діаметр, |
40 50 60 |
50 63 |
70 |
80 |
90 |
100 |
112 |
125 |
140 |
160 |
180 |
|
Число зубів фрези, |
12 |
12 |
12 |
10 |
10 |
10 |
10 |
9 |
9 |
9 |
8 |
|
Діаметр
посадочного отвору, |
27 |
27 |
27 |
32 |
32 |
32 |
40 |
40 |
40 |
50 |
50 |
|
Діаметр
буртиків, |
32 |
40 |
40 |
40 |
50 |
50 |
50 |
60 |
60 |
75 |
85 |
|
Довжина
буртика , |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
5 |
5 |
5 |
|
Ширина
шпонкового пазу, |
7 |
7 |
7 |
8 |
8 |
8 |
10 |
10 |
10 |
12 |
12 |
|
Розмір
під шпонку, |
30 |
30 |
30 |
35 |
35 |
35 |
44 |
44 |
44 |
54 |
54 |
|
Діаметр
виточки, |
29 |
29 |
29 |
34 |
34 |
34 |
42 |
42 |
42 |
52 |
52 |
|
Розмір
до виточки, |
10 |
12 |
15 |
20 |
20 |
20 |
25 |
32 |
32 |
32 |
40 |
|
Довжина
фрези: короткої довгої |
40 63 |
50 80 |
63 90 |
70 100 |
80 112 |
90 125 |
100 140 |
112 160 |
125 180 |
140 200 |
160 225 |
|
Куток
профілю канавки, |
25° |
25° |
25° |
25° |
25° |
25° |
25° |
25° |
25° |
25° |
25° |
При виборі напрямку витків фрези бажано притримуватись
наступного правила: для прямозубих коліс напрямок витків правий, для косозубих коліс - однойменне з нахилом
зуба колеса, тобто для колеса з правим нахилом зуба фрези потрібно приймати з
правим напрямком витків.
Визначення профілю черв’ячних фрез незалежно від її типу і
призначення ведеться в площині нормального січення до витків фрези. При цьому
основні розміри профілю визначаються таким чином, як ніби потрібно було знайти
розміри прямо бічної рейки, що перебуває у правильному беззазорному
зачепленні з зубами колеса, що нарізується. Цю рейку називають нормальною
вихідною інструментальною рейкою. У відповідності з цим правилом профільний кут
рейки![]() , тобто профільний кут
фрези, не розраховується, а приймається рівним
номінальному куту зачеплення
, тобто профільний кут
фрези, не розраховується, а приймається рівним
номінальному куту зачеплення ![]() колеса, хоча в
загальному випадку він може бути прийнятим довільним. Обов’язковою умовою при
цьому є лише рівність основних кроків рейки фрези і колеса
колеса, хоча в
загальному випадку він може бути прийнятим довільним. Обов’язковою умовою при
цьому є лише рівність основних кроків рейки фрези і колеса
![]()
де ![]() - модуль по нормалі;
- модуль по нормалі;
![]() - профільний кут по нормалі фрези і колеса.
- профільний кут по нормалі фрези і колеса.
У першому випадку (при рівності профільного кута і кута
зачеплення колеса) початкова окружність при фрезеруванні співпадає з ділильною,
а в другому (при зміненому профільному куті) вона не співпадає. Черв’ячні
фрези, в яких профільний кут вихідної рейки не співпадає з кутом зачеплення
колеса, відноситься до типу спеціальних.
При рівності профільних кутів рейки (фрези) і колеса
товщини зубів ![]() фрези по нормалі
визначається за початковою прямою:
фрези по нормалі
визначається за початковою прямою:
![]()
де ![]() -
крок, а
-
крок, а ![]() - товщина зуба по нормалі на ділильній
окружності колеса.
- товщина зуба по нормалі на ділильній
окружності колеса.
Висота
головки зуба фрези
![]() ,
,
де ![]() i
i ![]()
![]() діаметри ділильного кола і ділильного впадин
зубів
колеса.
діаметри ділильного кола і ділильного впадин
зубів
колеса.
Повна висота
профілю фрези
![]() ,
,
де ![]() - висота зуба колеса.
- висота зуба колеса.
Знайдені розміри вихідної інструментальної рейки повністю переносять на робоче креслення фрези, якщо останню
виконують конволютного типу. Для архімедових
черв’ячних фрез як з прямими, так і з гвинтовими канавками профіль завжди
задається в осьовому січенні, оскільки фреза має прямолінійний профіль тільки в
цьому січенні.
3.3.
Формули
розрахунку чистових і чорнових черв’ячних фрез загального призначення
Визначення розмірів фрези за нормаллю
1.
Розрахунковий
профільний кут вихідної рейки в нормальному січенні ![]() .
.
2. Модуль нормальної ![]() .
.
3. Крок за нормаллю (між сусідніми профілями
фрези) ![]() .
.
4. Розрахункова товщина зуба за нормаллю
![]() ,
,
де ![]() - товщина зуба колеса
за нормаллю на ділильній окружності;
- товщина зуба колеса
за нормаллю на ділильній окружності;
![]() - величина припуску під наступну чистову обробку;
для чистових фрез
- величина припуску під наступну чистову обробку;
для чистових фрез ![]() .
.
5. Розрахункова висота головки зуба фрези
![]() .
.
Примітка. Висоту
головки зуба чорнової фрези потрібно робити більшою від висоти головки зуба
чистової фрези приблизно на 1/3 величини радіального зазору, якщо конструкція
колеса допускає наявність виступу в ніжці зуба колеса після остаточного
нарізання.
6.
Висота
зуба фрези
![]()
7. Радіус закруглення на
голівці і ніжці зуба
![]()
Визначення конструктивних розмірів фрези
8. Зовнішній діаметр фрези ![]() вибирається за табл. 3.1 (ГОСТ 9324-80). Збірні фрези можуть мати більші діаметри, а чорнові –
менші.
вибирається за табл. 3.1 (ГОСТ 9324-80). Збірні фрези можуть мати більші діаметри, а чорнові –
менші.
9. Число зубів фрези:
для чистових фрез
![]()
де ![]()
для
чорнових фрез число зубів можна приймати на 20-30% менше.
10. Падіння затилка
|
K |
3 |
4 |
5 |
7 |
|
|
70-80 |
90-120 |
125-140 |
160-180 |
11. Діаметр початкового
кола:
для фрез з нешліфованим
профілем:
![]()
для фрез зі шліфованим
профілем:
![]() .
.
2.
Кут підйому витків фрези на початковому колі
 ,
,
де
а – число заходів фрези; а=1 для чистових і прецизійних фрез; а=2 для чорнових фрез.
3.
Крок по осі між двома витками:

4. Хід витків по осі фрези:
![]()
(
а – число заходів фрези).
15. Напрям витків фрези:
праве – якщо колесо прямозубе чи з правим нахилом зубів; ліве – якщо колесо з
лівим нахилом зубів.
16. Напрям гвинтових стужкових
канавок: при ![]() ; канавки можуть
виконуватись з осьовими і гвинтовими канавками, при
; канавки можуть
виконуватись з осьовими і гвинтовими канавками, при ![]() – тільки гвинтові з напрямком, протилежним
напряму витків фрези.
– тільки гвинтові з напрямком, протилежним
напряму витків фрези.
17. Осьовий крок гвинтової стружкової
канавки підраховується тільки для фрез з гвинтовими канавками
![]()
18. Кут установки фрези на верстаті ![]() . Знак плюс береться
при різнойменних напрямках витків фрези і зубів колеса, знак мінус – при
одноіменних.
. Знак плюс береться
при різнойменних напрямках витків фрези і зубів колеса, знак мінус – при
одноіменних.
19. Розрахункові профільні кути фрез: в нормальному січенні (для
усіх типів фрез):
![]()
(![]() – див. п. 1
розрахунку); в осьовому січенні (тільки для фрез архімедових і при осьових
стружкових канавках):
– див. п. 1
розрахунку); в осьовому січенні (тільки для фрез архімедових і при осьових
стружкових канавках):
![]()
Якщо різниця в кутах ![]() і
і ![]() менше 1/3 допуску на профільний кут в чистових
фрез і менше 100 у чорнових фрез, приймають
менше 1/3 допуску на профільний кут в чистових
фрез і менше 100 у чорнових фрез, приймають ![]() ; в осьовому січенні архімедової
фрези при гвинтових стружкових канавках
; в осьовому січенні архімедової
фрези при гвинтових стружкових канавках
![]()
![]()
Верхні знаки відносяться до правозахідних фрез, а нижні – до лівозвхідних. К –
см. по п.10, Т – по п.17 розрахунку.
3.4. Перевірочний розрахунок
У практиці зуборізного виробництва часто
виникає необхідність визначення можливості використання черв’ячної фрези, що є
в наявності, для нарізання зубів колеса з заданими параметрами. В цьому випадку
проводять перевірочний розрахунок. Перед усім встановлюють відповідність
профільного кута зачеплення і нормальному модулю колеса, що нарізується. Ці
параметри повинні бути рівні. Після цього проводять аналітичну перевірку, при
якій припускають, що фреза зачіплюється з нарізним колесом, і при умові
забезпечення потрібної товщини зубів колеса визначають величину радіуса
внутрішньої окружності колеса, яка повинна бути
декілька менша. При цьому для перевірочного розрахунку, що
розглядається, достатньо мати тільки дані по профілю черв’ячної фрези.
Нехай, профіль фрези, у якої модуль ![]() і профільний кут
і профільний кут ![]() співпадають з відповідними параметрами колеса, заданий товщиною
зуба
співпадають з відповідними параметрами колеса, заданий товщиною
зуба ![]() і висотою головки
і висотою головки ![]() . Потрібно визначити придатність фрези для колеса, що має товщину
. Потрібно визначити придатність фрези для колеса, що має товщину ![]() зуба на ділильному циліндрі і
діаметр
зуба на ділильному циліндрі і
діаметр ![]() окружності впадин.
окружності впадин.
Визначаємо товщину зуба фрези, що потрібна для забезпечення заданої товщини
зуба колеса ![]() на ділильному циліндрі:
на ділильному циліндрі:
![]() ,
,
де ![]() - крок фрези по
нормалі.
- крок фрези по
нормалі.
Черв’ячні цільні фрези виготовлюють з швидко ріжучих сталей типу
Р6М5, Р12, Р18, Р9К5. Ріжуча частина збірних черв’ячних фрез може
виготовлятись як з швидко ріжучої сталі так і з твердого сплаву марки ВК6,
Т15К6, ТТ7К12.
На робочому кресленні повинні бути
вказані: матеріал інструменту, твердість, технічні умови по точності і інше.
![]()
![]()