ТЕМА
13. АБРАЗИВНІ ТА АЛМАЗНІ ІНСТРУМЕНТИ
Абразивним
інструментом називається тіло певної геометричної форми, що складається (або містить робочий
шар) з абразивних зерен, скріплених між собою зв'язкою. До абразивних
інструментів відносяться шліфувальні круги, шліфувальні головки, бруски,
сегменти, абразивні стрічки, абразивні пасти (рідкі, мазеподібні, тверді), а
також гідроабразивні суспензії. Абразивний інструмент широко застосовують при
обробці різних деталей машин, механізмів і приладів, він забезпечує точність
обробки до 1 - 4 мкм і параметр
шорсткості поверхні Rа до 0,20 - 0,08 мкм
13.1.
Абразивні матеріали
До абразивних матеріалів, що
застосовуються для виготовлення абразивних інструментів, висувають такі вимоги:
він повинен бути твердіший, ніж оброблюваний матеріал, забезпечувати процес
різання (скоблення, царапання ) і самозаточування, тобто частково відновлювати
свої ріжучі властивості в процесі роботи. Такими властивостями володіють
мінерали, які і використовують у вигляді абразивного матеріалу.
Абразивні матеріали ділять на:
- природні
(кварц, наждак, корунд і алмаз);
- штучні
(електрокорунд, карбід кремнію, карбід бору, синтетичні алмази, кубічний нітрид
бору).
Для виготовлення абразивних інструментів
застосовують в основному штучні
абразивні матеріали. Природні абразивні матеріали (крім алмазу ) мають обмежене
застосування через свою неоднорідність і недостатню стабільність
експлуатаційних властивостей.
Електрокорунд
нормальний - рекомендується для обдирного шліфування деталей кругами на
керамічній і бакелітовій зв'язках. Його випускають наступних марок: 16А, 15А,
14А і 13А .
Електрокорунд
білий, хромовий, хромотітаністий застосовують для остаточного і швидкісного
шліфування сталевих заготовок в загартованому та незагартованому станах кругами на керамічній
і бакелітовій зв'язках . Електрокорунд білий випускають таких марок: 25А, 24А,
23А, 22А; хромовий електрокорунд марок:
34А , ЗЗА ; хромотітаністий
електрокорунд марок 92А і 91А випускають на основі білого електрокорунду, а
марок 94А і 93А - на основі нормального електрокорунду.
Електрокорунд цирконієвий
марки 38А застосовують для обдирного шліфування сталевих заготовок кругами на
бакелітовій зв'язці. Стійкість інструмента з нього в 10-40 разів вище стійкості інструменту з нормального
електрокорунду.
Монокорунд
- електрокорунд у вигляді окремих кристалів або їх осколків; його рекомендують
для кінцевого шліфування деталей з важкооброблюваних сталей і сплавів інструментами
на керамічній зв'язці; випускають трьох марок: 45А, 44А, 43А.
Карбід кремнію зелений
марок 64С і 63С рекомендується для оброблення заготовок з твердих сплавів,
чавуну, кольорових металів, граніту, мармору інструментами на всіх зв'язках.
Карбід
кремнію чорний марок 55С , 54С , 53С застосовують для обробки заготовок з
вольфрамових твердих сплавів, чавуну, кольорових металів інструментами на всіх
зв'язках.
Природні і синтетичні алмази
регламентовані ГОСТ 9206 - 80Е. Шліфувальні порошки з природних алмазів
випускають таких марок: А, А2, А3, А5,
А8; із синтетичних алмазів - АС2,
АС4, АС6, АС 15, АС20, АС32, АС5. Цифровий індекс у природних алмазів вказує
вміст зерен ізометричної форми, виражене десятками відсотків, у синтетичних
алмазів – середньоарифметичне значення показників
міцності на стиснення всіх зернистостей певної марки, виражене в ньютонах.
Мікропорошки
випускають нормальної і підвищеної абразивної здатності. Мікропорошки
нормальної абразивної здатності з природних алмазів позначають АМ, з
синтетичних алмазів АСМ, мікропорошки підвищеної абразивної здатності
відповідно позначають АН і АСН .
Кубічний
нітрид бору (ельбор, кубоніт) застосовують для обробки заготовок із сталі і
чавуну. Його застосування особливо ефективно при кінцевому і профільному
шліфуванні термооброблених заготовок з високо - легованих конструкційних
жароміцних і корозійностійких сталей високої твердості і заточки сталевих
ріжучих інструментів.
13.2.
Зв’язка
Зв'язка закріплює зерна в абразивному
інструменті. В якості зв’язок застосовують неорганічні
речовини (керамічні, магнезіальні, силікатні), метали, органічні речовини (природні - шелакові з зв’язки), синтетичні
(бакелітові, вулканітові, епоксидні, гліфталеві зв’язки). Комбінації органічних
і неорганічних речовин утворюють металоорганічні,
металокерамічні та інші види зв'язок.
Інструменти на керамічній зв’язки мають високу міцність, крихкість, жорсткість,
хімічну стійкість, їх рекомендують для виконання всіх видів шліфування, крім
обдирання на підвісних верстатах, відрізки, прорізки вузьких пазів, плоского
шліфування торцем круга. У промисловості застосовують кілька видів керамічних
зв'язок: для інструменту з електрокорундових матеріалів - К1, К2, К4, К5, К6,
К8, для інструментів з карбідокремнієвих матеріалів КЗ, К10 .
Круги на бакелітовій зв’язці мають у порівнянні з керамічними більш високу
міцність, особливо при роботі на стиск, і велику пружність. В якості основи в
бакелітовій зв'язці застосовують бакеліт у вигляді порошків.
На бакелітовій зв'язці, так само як і на
керамічній, виготовляють абразивні інструменти всіх форм і розмірів. Крім того,
на бакелітовій зв'язці виготовляють круги товщиною до 1 мм і менше, які
застосовуються для відрізання і прорізки вузьких пазів.
До недоліків бакелітової зв'язки слід
віднести її невисоку теплостійкість.
Інструменти
на бакелітовій зв'язці мають високу самозагострювальність в процесі роботи і
забезпечують менший нагрів оброблюваної заготовки в порівнянні з обробкою
інструментами на керамічній зв'язці.
Бакелітові
зв'язки мають три основні різновиди: Б і Б1, виготовлені з пульвербакеліту, Б2,
одержувану з рідкого бакеліту, і спеціальну БЗ, застосовувану для виготовлення
різьбошліфувальних і тонких відрізних кругів.
Вулканітова
зв’язка є провулканізованою сумішшю каучуку з сіркою. Вулканітова зв'язка
міцно утримує зерна, але будучи еластичною, деформується при роботі, що знижує
процес самозаточування. При цьому підвищується поліруюча здатність інструменту,
але продуктивність обробки знижується.
Для
збільшення процесу самозаточування кругів на бакелітовій зв'язці використовують
речовини, що підвищують пористість (кухонну сіль, нафталін).
Для підвищення міцності та експлуатаційних
властивостей інструменту застосовують наповнювачі - окиси магнію і цинку.
На
вулканітовій зв'язці роблять жорсткі круги В, В, В2, ВЗ, які застосовуються для
відрізки і прорізки пазів, і гнучкі 1ГК - 4ГК, що застосовуються для
полірування і шліфування.
Крім
шліфувального матеріалу, зернистості, зв’язки абразивний інструмент характеризується
твердістю і структурою. Твердість абразивних інструментів визначається
властивістю зв'язки чинити опір проникненню в абразивний інструмент іншого
тіла.
По
твердості шліфувальні інструменти ділять на вісім основних груп: ДМ – дуже
м’які; М – м’які; СМ – середньом’які;
С – середні; СТ – середньотверді; Т – тверді; ДТ – дуже
тверді; НТ – надзвичайно тверді.
У
середині групи твердість інструментів поділяють по номерах. Всього шліфувальні
інструменти випускають 18-ти типів з
різною твердістю – від ДМ1 до НТ2, умовно позначених номерами 0-17:
При виборі твердості абразивного круга
керуються наступним: чим твердіший оброблюваний матеріал, тим й м'якший повинен
бути круг.
При обробці м'яких матеріалів зерна довше
зберігають свої ріжучі властивості, тому круг повинен бути твердіший, щоб
незатуплені або малозношені зерна довше залишалися в ньому. При шліфуванні
м'яких і в’язких матеріалів треба брати більш м'які круги, інакше вони будуть
засалюватися.
13.3. Структура абразивних інструментів
Під
структурою абразивного інструменту розуміють співвідношення об’ємів шліфувального матеріалу, зв'язки і пор. У
абразивному інструменті на будь-якій зв'язці є пори, причому в інструменті на
керамічній і бакелітовій зв'язках пори займають більший об'єм, ніж в
інструментах на вулканітовій зв'язці. Збільшення кількості пор в крузі і їх
розмірів полегшує відведення стружки, що утворилася в процесі шліфування, і
покращує умови охолодження місця контакту інструменту і деталі, при цьому
швидше йде процес самозаточування інструменту і полегшується шліфування,
особливо важкооброблювальних матеріалів. Але інструмент з високим вмістом пор
менш міцний і піддається більшому зношуванню, ніж щільний. Абразивний
інструмент для кожної операції повинен мати певну структуру, як позначають від
№ 0 до № 12 і яка залежить від вмісту в круі абразивного зерна і зв'язки при
незмінному обсязі пор.
Щільна структура має більш тісний зв'язок між зернами і
дрібніші пори. Для поліпшення охолодження шліфованих деталей, кращого
відведення стружки і зменшення маси інструменту рекомендують застосовувати
високопористі круги. Високопористими зазвичай виготовляють круги прямого
профілю великих розмірів. Структуру високопористих кіл позначають за номерами № 13 - № 21.
13.4. Види абразивних, алмазних і композитних
інструментів, їх застосування і ефективність
З усіх існуючих абразивних інструментів
найбільше розповсюдження мають шліфувальні круги. Вони являють собою тіла
обертання, мають різні розміри і профілі
в осьовому перерізі, яких за ГОСТ
2424-83 налічують 17 видів.
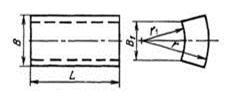
Залежно від форми і призначення абразивні
інструменти бувають (рис.1):
- плоскі прямого профілю (ПП -1), з
циліндричними і конічними виточками
(ПВ-5, ПВД-7, ПВК-2 , ПВКД -26 ) застосовують для круглого
зовнішнього, внутрішнього безцентрового
і плоского шліфування;
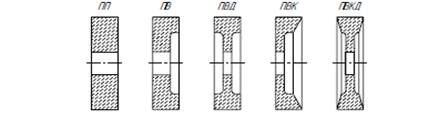
Рис.
13.1– Абразиви типу
ПП,ПВ,ПВК,ПВКД
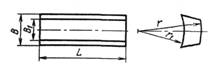
– плоскі з двох- і одностороннім конічним
профілем (2П-4, ЗП-3, 4П) застосовуються в тих випадках, коли в зоні шліфування
обмежено простір (для заточування
багатолезових інструментів);
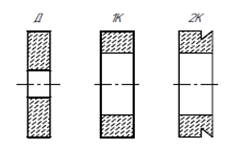
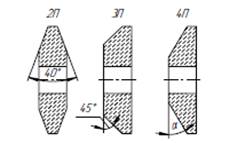
Рис.
13.2
– Абразиви типу 2Д,1К,2К,2П,3П,4П
– диски (Д) служать для розрізання, прорізання
канавок і для шліфування глибоких пазів;
– кільця
(1К, 2К) використовують для плоского шліфування; 2К – більш надійне кріплення.
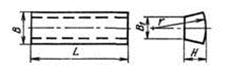
– чашки
циліндричні (ЧЦ-6) і конічні (ЧК-11) застосовують для заточування інструментів
і для плоского шліфування;
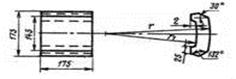
– тарілки
з різним кутом профілю (1Т, 2Т, ЗТ всі 14) служать для заточування ріжучих
інструментів;
– круги
спеціального призначення.

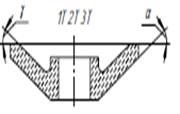
Рис.
13.3
– Абразиви типу ЧЦ,ЧК, 3Т
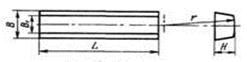
Шліфувальні
круги малих розмірів називають головками.
Їх застосовують для внутрішнього шліфування, а також для обробки фасонних
поверхонь і зняття заусениць (рис.13.4).
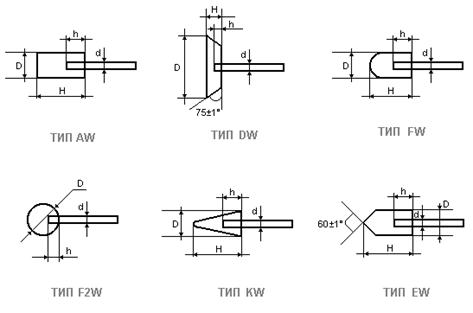
Рис.13.4 - Різновиди шліфувальних головок
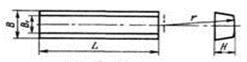
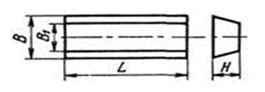
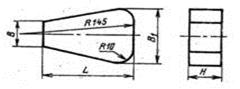
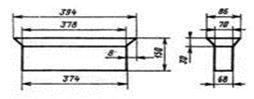
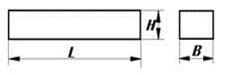
Сегментні
круги в основному застосовують для плоского торцевого шліфування деталей
великих розмірів. Такі круги мають ряд істотних переваг в порівнянні з цільними
кругами. У них економніше і повніше використовується матеріал круга. Проста форма сегментів
дозволяє робити їх більш якісними; вони мають надійне і жорстке кріплення в
корпусі, забезпечують швидку заміну в разі поломки одного з них.
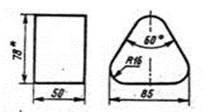
Таблиця 13.1- Сегменти шліфувальні
|
Призначення, тип |
Ескіз |
Назва |
|
1 |
2 |
3 |
|
СП |
|
Прямокутні |
|
1С |
|
Випукло-вигнуті |
|
2С |
|
Вигнуто-випуклі |
|
3С |
|
Випукло-плоскі |
|
4С |
|
Плоско-випуклі |
|
5С |
|
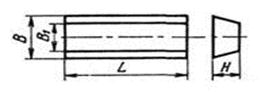
Трапецевидні |
Продовження Таблиці 13.1.
|
1 |
2 |
3 |
|
4С |
|
Плоско-випуклі |
|
5С |
|
Трапецевидні |
|
6С |
|
Спеціальні |
|
7С |
|
Спеціальні |
|
8С |
|
Спеціальні |
|
9С |
|
Спеціальні |