ТЕМА 12.
ІНСТРУМЕНТИ ДЛЯ УТВОРЕННЯ ЗУБІВ КОНІЧНИХ
КОЛІС
При утворенні зубів конічного зубчастого
колеса та визначенні їх розмірів використовують принцип зачеплення утвореного колеса
з колесом, що виробляють, кут ділильного кола цього колеса дорівнює 90°, тобто
лежить у площині. Цей принцип аналогічний утворенню та визначенню розмірів
зубів циліндричних зубчастих коліс при зачепленні з вихідним контуром (рис.
12.1).
Інструменти при утворенні зубів копіюють
впадину вихідного колеса, що виробляється, наприклад зубостругальні різці, або
його зуб зуборізні головки.
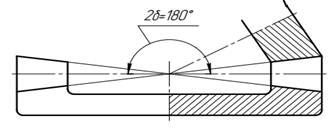
Рис.12.1 –
Зачеплення зубчатого
Обробка обох сторін
зубів конічного колеса, враховуючи що змінюються розміри по їх довжині, повинна
проводитися різними інструментами з різними утворюючими рухами; для кожної
сторони зуба колеса головне рух, що забезпечує рух різання, може бути
обертальний (застосовують різцеві головки, фрези) або поздовжньо-поступальний
(зубостругальні різці), що збігаються з напрямком утворених зубів колеса.
Для утворення зубів
криволінійної поздовжньої форми найбільше застосування мають зуборізні головки,
поздовжня форма зубів утворюється по дузі кола.
12.1.
Зубостругальні різці
Зуборізні або
зубостругальні різці застосовують для обробки прямозубих конічних коліс, мають
модуль 0,3–20 мм (рис.12.2).
Нарізування зубів
проводиться на спеціальних зубостругальних верстатах типу 5П23 методом
переривчастого обкатування.
Різець являє собою
призматичне тіло. Робоча частина його робиться у вигляді зуба асиметричної
прямоточної рейки висотою hі = 3m.
Величина С є постійною
для кожної моделі верстата. Вона визначає положення ріжучої кромки щодо
опорного клину. Товщина різця В залежить від товщини зуба колеса, що
нарізується по окружності початкового конуса.
Передній кут для
вершинної різальної крайки дорівнює нулю. Ця кромка допоміжна, але найбільш
навантажена за умовами різання.
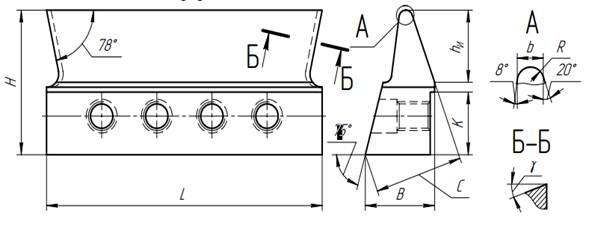
Рис. 12.2 –
Зубостругальні різці
Створити інший передній
кут для вершинної кромки конструктивно важко і не
доцільно, враховуючи динаміку процесу різання. Передній кут у різців у площині,
нормальній до головної різальної кромки, 100 - 25°. Для стандартних
різців 20°. Задній кут aВ у робочому положенні різця приймається рівним
12°. Задній кут в перерізі, нормальному до головної різальної кромки:
tgaN= tgaB ´
sina
Кут
профілю різця в нормальному перетині до основи визначається зі співвідношення:
![]()
де ![]() - кут ніжки зуба
колеса.
- кут ніжки зуба
колеса.
12.2. Дискові зуборізні
головки
Нарізання прямозубих конічних коліс двома дисковими головками
являється високопродуктивним методо. Даний метод в 3—5 разів перевершує нарізання коліс зубостругальними різцями. Тому цей
спосіб застосовують в масовому і крупносерійному виробництві.
Сутність методу — перервне обкатування, де зворотньо-поступовий рух різців замінено обертальним рухом двох голівок у вигляді
дискових фрез, які разом с люлькою верстата обкатуються по заготовці так само, як і різці. Обробка виконується на спеціальних верстатах типу
5230.
Головки
(рис.12.3) мають зовнішній діаметр
D
= 150 мм для обробки
прямозубих коліс невеликих
модулів до 3 мм, D = 278 мм для коліс середніх
модулів до 8 мм і D = 450 мм
для коліс m = 3 – 12 мм.
Висота
ріжучої частини зуба ![]() = (3-4)
= (3-4)![]() m, ширина зуба по вершині Sв така
ж, як і у зубостругальних різців. Розміри різців головок наведені у ГОСТ
24905-81 E.
m, ширина зуба по вершині Sв така
ж, як і у зубостругальних різців. Розміри різців головок наведені у ГОСТ
24905-81 E.
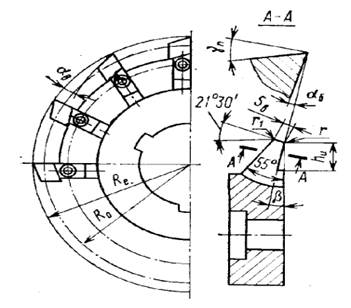
Рис 12.3 – Дискові зуборізні
головки
Особливістю способу
нарізання коліс дисковими головками є відсутність подачі вздовж оброблюваного
зуба. В результаті чого дно западини між зубами виходить трохи увігнутим.
Невелика увігнутість западини не робить ніякого впливу на якість зачеплення
зубчастих коліс, так як вона знаходиться в межах радіального зазору.
12.3.
Кругові протяжки
Продуктивність методу зубопротягування
в 5-8 разів вище, ніж при нарізання зубів конічних коліс зубостругальними різцями.
Якість нарізання коліс не нижча ніж за обробки коліс зубоструганням. Але
кругові протяжки – це складні і дорогі інструменти. Для роботи
ними необхідні спеціальні зубопротяжні верстати типу
5С269. Тому цей метод застосовується в масовому виробництві.
![]()
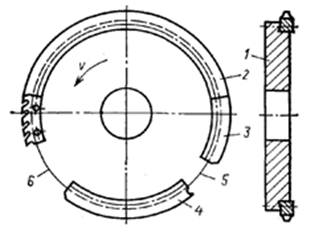
Кругові протяжки
(рис.12.4.) виготовляють збірної конструкції діаметром 540-630 мм. Корпус 1 у
вигляді диска має з одного боку у периферії опорну поверхню для установки і
базування різцевих блоків, виконаних з швидкорізальної сталі. Кожен блок різців
має п’ять зубів і кріпиться до корпусу
протяжки двома гвинтами.
На протяжці ділянки 5 і
6 вільні від різців. Ділянка 5 необхідна для установки пристосування для зняття
фасок у зубів колеса, ділянка 6 для повороту заготовки на один крок для обробки
наступної западини. Протяжка обертається безперервно, поки не будуть нарізані
всі зуби на оброблюваному колесі.
![]()
![]()