ТЕМА 11. ІНСТРУМЕНТИ, ЩО ПРАЦЮЮТЬ З ПРОФІЛЮВАННЯМ ЗА
МЕТОДОМ ОБКАТУВАННЯ
Особливістю кінематики та роботи обкатних інструментів є
наявність обкатного руху ріжучих кромок інструмента щодо оброблювальних
поверхонь заготовки. Це рух створює безперервну зміну інструментальної
поверхні, утвореною ріжучими кромками інструмента в процесі головного руху.
Метод обкатування дозволяє нарізати зуби коліс безперервно при їх плавному
обертанні навколо своїх осей. Внаслідок цього підвищується продуктивність і
точність обробки. Крім того, одним інструментом даного модуля можна нарізати
колеса з будь-яким числом зубів.
11.1. Зуборізні довбачі
Залежно від характеру оброблюваних
деталей довбачі діляться на три групи:
1) прямозубі
- для нарізання прямозубих коліс;
2) косо
зубі - для нарізання коліс із гвинтовим зубом і шевронних коліс;
3) спеціальні - для нарізання зубчастих деталей не евольвентного
зачеплення (зірочки, шліцьові вали і т. д.)
По конструкції добвачі класифікуються на наступні групи (рис 11.1):
а) дискові - застосовуються для коліс внутрішнього і зовнішнього
зачеплення при великих діаметрах;
б) чашкові - для нарізування зубів в упор;
в) хвостові - для коліс внутрішнього зачеплення малого діаметра, де
неприпустимо застосування та виготовлення дискового двбача;
г) втулкові - є видозміненим типом хвостового довбача;
д) збірні.
Згідно ГОСТ 9323-79 довбачі виготовляють 5-ти типів і 3-х класів
точності:
1 - дискові прямозубі
(АА, А, В);
2 - дискові косозубі (А, В);
3 - чашкові прямозубі
(АА, А, В);
4 - хвостові прямозубі
(В);
5 - хвостові косозубі (В).
Класи точності
застосовують:
АА - для нарізування
коліс 6-го ступеня точності; А - для нарізання коліс 7-го ступеня точності; В -
для нарізання коліс 8-го ступеня точності.
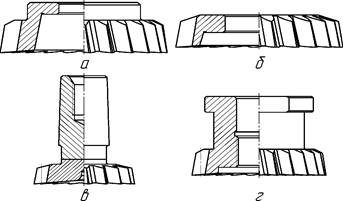
Рис. 11.1 – Зуборізні довбачі
Довбач, як інструмент,
утворюється з циліндричного зубчастого колеса шляхом створення передніх і
задніх кутів по всьому контуру ріжучих кромок. У результаті цього задані
поверхні стають схожими на конічне колесо з рівновисоким
зубом. Однак на відміну від конічного колеса, у якого твірна початкового конуса
розташована на конічній поверхні, у довбача твірна
початкового (ділильного) циліндра лежить на циліндричній поверхні. Ділильний
діаметр є постійним в будь-якому перерізі, перпендикулярному до осі довбача.
Для створення задніх
кутів на вершині зубів (aВ) і на його бічних сторонах (aБ),
зуби довбача утворюються шляхом зміщення вихідної рейки і мають
у кожному перетині перпендикулярному до осі довбача
свою особливу величину зміщення контуру c = xі × mn, де xі -
коефіцієнт зміщення контуру початкової інструментальної рейки.
Розрізняють
три основних січення довбача, перпендикулярних до
його осі.
Січення 1 - 1, що проходить через вершинні ріжучі кромки
нового довбача, називається початковим. У цьому січенні зміщення вихідного контуру рейки буде
позитивним і максимальним c1 = +xі×mn = а×tgaВ.
Січення 0 - 0 називається вихідним. У ньому зміщення вихідного контуру
дорівнює нулю. Це січення називається також і розрахунковим, так як в ньому визначаються основні параметри довбача.
Січення 2 - 2 називається кінцевим. Воно відповідає остаточно сточеному довбачу.
Січення утворено негативним зсувом початкового контуру рейки c2 = -xИ×mn = b×tgaВ.
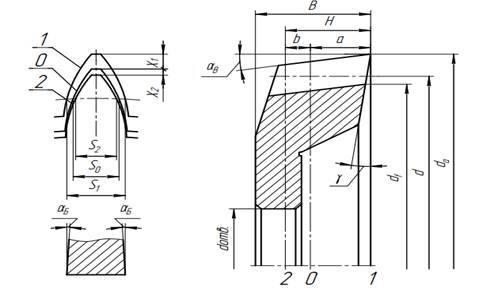
Рис. 11.2 – Геометрія довбача
В
любому перетині профіль зуба буде
окреслено по евольвенті. Задля уникнення спотворення профілю, евольвенти повинні бути утворені
від одного і того ж основного циліндра діаметром DО = d×cosa = mn×Z×cosa.
Згідно ГОСТ 9324-79 довбачі роблять з номінальними ділильними діаметрами
рівними 25, 38, 50, 75, 100, 125, 160, 200, 360. Фактичний ділильний діаметр
відрізняється від номінального, що випливає з умови d = mn×Z, де Z - число зубів довбача,
яке є цілим. Переважно приймають число зубів в межах від 30 до 60, якщо довбач не фланкований (бажано враховувати умову ZШ <
Z < ZК).
Діаметр кола виступів
на передній поверхні:
da = mn × Z + 2 × mn × (f’ + C’) + 2a ×
tgaB
де f' - коефіцієнт
висоти головки зуба. Для стандартного зачеплення f'= 1.
C'-коефіцієнт
радіального зазору. Для стандартного зачеплення C'= 0,25.
Діаметр кола впадин по
передній поверхні:
df =
mn × (Z – 2,5) + 2a ×
tgaB
Товщина зуба по дузі ділильного кола :
![]() − в основній площині;
− в основній площині;
S1 = S0 + 2a × tgαБ − на передній поверхні.
де aБ - бічний задній кут. Знаходиться в межах 2 - 4
градусів.
![]()
Передній кут на вершині
зубів ![]() у чистових довбачів
приймають рівним 5 градусам, а у чорнових від 10 до 12.
у чистових довбачів
приймають рівним 5 градусам, а у чорнових від 10 до 12.
Задній кут на вершині
зубів a в у стандартних довбачів дорівнює 6
градусам, у чистових довбачів збільшують до величини
8-9 градусів, а для чорнових до 12.
При визначенні
параметрів косозубого довбача
розрахунки залишаються тими ж, лише необхідно враховувати кут нахилу зубів b при розрахунку
ділильного діаметра.
11.2. Черв'ячні
фрези
Черв'ячні фрези
застосовують для обробки прямозубих, косозубих і
шевронних циліндричних коліс, а також для нарізання зубів черв'ячних коліс з
різними видами зачеплення.
Черв'ячна фреза, як
інструмент, виходить з черв'яка шляхом прорізування канавок, що утворюють
передню поверхню зубів і простір для розміщення стружки, і затилування зубів
для створення задніх кутів по всьому профілю.
При
проектуванні черв'ячних фрез на базі евольвентного
зачеплення використовують архімедів черв'як з
прямолінійним трапецієподібним профілем в осьовому перерізі, або конвалютний черв'як з прямолінійним профілем в нормальному
перерізі.
Черв'ячні фрези
бувають: цільними і збірними (з припаяними (6< m<15 мм) або зі вставними
гребінками при m >15 мм).

Рис. 11.3 – Черв’ячна фреза
Цілісні черв'ячні фрези виготовляють 5 - ти
класів точності (АА, А, В, С, D). Збірні фрези роблять 4 - х класів точності
(А, В, С, D). Фрези класу точності АА застосовують для нарізування зубчастих
коліс 7 - го ступеня точності, А - 8, В - 9, С і D- 10.
Конструктивні та геометричні параметри фрез наведено на рис
11.3.
Діаметр посадкового отвору (dОТВ)
повинен забезпечувати необхідну жорсткість оправлення, на якій встановлюється
фреза:
для фрез
нормальної точності - d = 20 ´ m0,373,
для фрез
підвищеної точності - d = 27 ´ m0,404 .
Діаметр отвору
приймається з нормального ряду: 19, 22, 27, 32, 50 і далі через 10.
Діаметр
фрези (D) впливає на її конструкцію, точність одержуваних зубів коліс,
похибка конструкції фрези і продуктивність процесу обробки .
D = D1 + 2H
де D1 - діаметр кола, який проходить через
основу стружкових канавок, мм. D1 = 1,75 × dОТВ,
Н - глибина стружкової канавки , мм.
H = hi + К + r ![]()
де
hi - висота профілю фрез b,
мм. hі= hаі + hfі = (2,5 ÷ 2,6) ×
mn,
К1 - величина другого затилування, мм. К1 = (1,25 ÷ 1,50) × mn.
Число зубів
фрези (Z)
має бути по можливості найбільшим. Із збільшенням числа зубів, збільшується число
різців, зменшується шорсткості поверхні, зменшується товщина зрізаного шару.
Число зубів насадних фрез обмежується умовами затилування, а збірних – умовою
кріплення зубів. Для черв'ячних фрез звичайної точності прийнято Z = 12
÷ 9, для прецизійних Z=16÷ 12, для збірних затилованних
Z = 10 ÷ 8 .
Канавки, що утворюють передню поверхню
зубів і простір для розміщення стружки, можуть бути гвинтовими,
перпендикулярними виткам зубів фрези на ділильному діаметрі в розрахунковому
перетині, і прямими, проходять через вісь, якщо передній кут g = 0, або паралельними осі, якщо g ≠ 0. Стандартні фрези
виготовляють з канавками першого типу. Крок гвинтової канавки Px = p×D×ctgw. Передні кути для
лівої і правої ріжучих кромок у таких фрез виходять однаковими.
Для
фрез, профільованих на основі конволютного черв’яка,
профіль лежить в нормальному перерізі до витків, і його розміри визначаються в
цьому перерізі. Кут профілю таких фрез аі приймається
рівним куту профілю, а вихідного контуру зубчастої рейки (рис 11.4).
Для фрез, профільованих на основі архімедового черв'яка, профіль задається в осьовому
перетині фрези.
Внаслідок затилування
бічних поверхонь кути профілю для лівого aіл і правої aіп боку у них будуть різними.
Розміри профілю зубів
фрези
Для фрез, профільованих
на основі конволютного черв’яка, профіль лежить в
нормальному перерізі до витків, і його розміри визначаються в цьому перерізі.
Кут профілю таких фрез аі приймається рівним
куту профілю, а вихідного контуру зубчастої рейки.
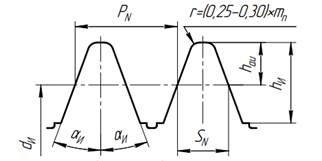
Рис. 11.4 – Профіль зубів у нормальному січені
N-N
Для фрез, профільованих на основі архімедового черв'яка, профіль задається в осьовому
перетині фрези.
Внаслідок затилування
бічних поверхонь кути профілю для лівого aіл і правої aіп боку у них будуть різними.
Для корегованого зачеплення, крок між
зубами профілю фрези:
в нормальному січенні: ![]() ;
;
в осьовому січенні: ![]() ;
;
Товщина зуба фрези
ділильної окружності: ![]() ;
;
![]() приймається рівним
від 0,09 мм (при m = 1 мм) до 0,4 мм (при
m= 25 мм)
приймається рівним
від 0,09 мм (при m = 1 мм) до 0,4 мм (при
m= 25 мм)
Стандартні черв'ячні
фрези мають передній кут g = 00 і задній кут по
зовнішньому діаметру aВ = 10 - 120. Черв'ячні фрези можуть проектуватися і
виготовлятись і з позитивним переднім кутом g =
10 - 15, проте в даному випадку необхідно провести корекційний розрахунок
профілю фрези, що ускладнює їх розрахунок. У нормальному січенні до бічних
ріжучих крайок, задній і передній кути будуть іншими, значно меншими, ніж для
вершинної ріжучої кромки.
tgaБ = tgaВ × sinaі, tggБ = tggВ × singі.
Аналіз цих рівнянь
показує, що на бічних ріжучих крайках кути різання виходять недостатніми. Так,
для фрези, у якої aі = 200, g = 100, aВ = 10 - 120, маємо gБ = 2030', aБ = 2030' – 30.
Довжина фрези (L)
L = lРОБ + 2lБ
де lБ – ширина буртиків, мм. lБ = 2 ÷5 мм.
lРОБ – довжина робочої
частини фрези, мм.
![]()
де Rа, Rf – радіуси зовнішнього і внутрішнього радіусу нарізуючого колеса, мм.
Діаметр буртиків (dБ) приймається
на 1 ÷ 2 мм нижче стружкової канавки.
Довжина посадкових ділянок
отвору (l1)
l1 = (0,25 ÷ 0,30) × L
11.3. Шевери
Шевери – це складні зуборізні інструменти, призначені
для чистової, окремої обробки прямозубих і косозубих
циліндричних коліс, як зовнішнього, так і внутрішнього зачеплення. Вони
підвищують точність і знижують шорсткість оброблюваної поверхні.
Шевери бувають
(рис.11.5) дискові (а), рейкові (б) для
обробки циліндричних коліс і черв'ячні (в) для обробки черв'ячних коліс.
Найбільшого поширення
мають дискові шевери у вигляді шестерні з гвинтовими зубами.
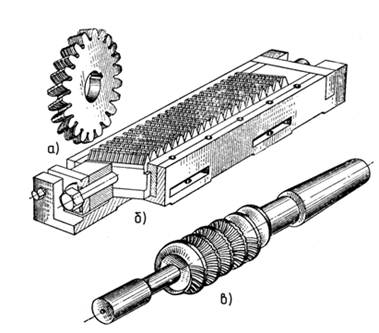
Рис. 11.5 – Види шеверів
Шевери застосовуються
для чистової обробки циліндричних коліс з модулем від 0,2 до 8,0 мм з прямими і
гвинтовими зубами зовнішнього та внутрішнього зачеплення. Шевінгування підвищує
точність коліс, як правило, приблизно на одну ступінь, при цьому виправляються
профіль зубів , крок, направлення зубів, биття зубчастого вінця, а шорсткість
поверхні зубів знижується з Ra - 3,2 ÷ 1,6 мкм до Ra = 0 , 80 ÷ 0,40 мкм. Гірше виправляється накопичування похибки кроку.
Суть процесу
шевінгування полягає у видаленні великих гребнів шорсткості у вигляді дрібної
стружки з бічних сторін зуба.
![]()
![]()