ТЕМА
10.
ІНСТРУМЕНТИ ДЛЯ ОБРОБКИ ЗУБІВ
ЦИІНДЧНИХ КОЛІС. ІНСТРУМЕНТИ, ЩО ПРАЦЮЮТЬ З ПРОФІЛЮВАННЯМ ЗА МЕТОДОМ ФАСОННОГО
КОПІЮВАННЯ
10.1.
Основні питання проектування зуборізних інструментів
Циліндричні зубчасті колеса широко застосовують
у машинобудуванні і приладобудуванні. Нарізання зубів коліс може проводитися
методом фасонного копіювання і методом
обкатування або огинання.
За методом
копіювання профіль западини між зубами колеса повністю відповідає профілю
зубів інструменту. Нарізання всіх зубів колеса проводиться способом поділу, в
результаті чого даний метод не відрізняється точністю. Тому даний спосіб
використовується рідко, головним чином в одиничному
виробництві та ремонтних цілях.
За методом
обкатування нарізання всіх зубів колеса проводиться не безперервно в
результаті кочення без ковзання початкового кола або початкової прямої рейки
зуборізного інструменту по початковому колу колеса. У результаті цього профіль
зуба, що нарізується утворюється, як огинаюча
до ряду послідовних положень різальних кромок інструмент.
Існує ще метод безцентрового огинання, при якому
центроїди відсутні, немає кочення початкових кіл один по одному, а профіль зуба
колеса являється огинаючою до різних положень
поверхні інструменту. За цим методом нарізаються
гвинтові і шевронні зубчасті колеса дисковими і пальцевими фрезами.
Зуборізними інструментами, працюючи
методом фасонного копіювання, є дискові і
пальцеві зуборізні фрези, зубодовбальні головки і
протяжки.
Профіль зубів інструментів визначається
за профілем западини між зубами колеса, що нарізає зуб. Евольвентний
профіль западини або зубів колеса залежить від кута зачеплення, числа зубів,
діаметра ділильного кола. Крім того, повинні бути відомі модуль, товщина зуба
по ділильному колу в нормальному перетині, висота головки і ніжки зуба колеса.
Складають розрахункову схему таким
чином, щоб початок координат збігався з центром нарізаючого
колеса.
10.2. Дискові модульні фрези
Дискові
зуборізні фрези застосовують для нарізання прямозубих
і косозубих
циліндричних коліс 11-9 ступенів точності. У першому випадку вони працюють
методом фасонного копіювання, у другому випадку, при нарізанні косозубих коліс, вони працюють методом бесцентроїдного
огинання. У всіх випадках процес послідовної обробки западин проводиться шляхом
ділення заготовки на один коловий крок.
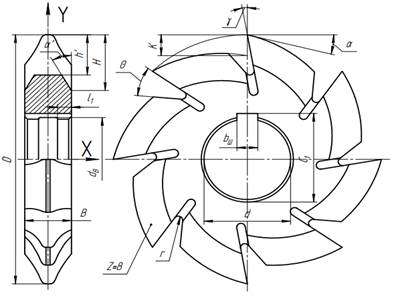
Рис. 10.1 – Дискова модульна фреза
Цей метод обробки зубів є
малопродуктивним і низької точності, що обумовлюється похибкою ділильного
механізму, похибками установки осі симетрії зуба фрези по осі симетрії западини
між зубами колеса.
Дискові модульні фрези проектують і
виготовляють наборами по 8 і 15 штук (залежно від кількості нарізуваних зубів 1
- 13, а 8 - 135 і більше).
До
конструктивних і геометричних параметрів фрези відноситься (рис. 10.1) : діаметр фрези (D),
діаметр посадкового отвору (d), параметри шпонкового паза (bШ і С1), ширина фрези (В), кількість зубів (Z),
висота зуба фрези (Н), кут профілю фрези (a’) відповідний куту профілю (зачеплення) нарізуючого
колеса, геометричні параметри різального клина (кути g ,a), кут стружкової канавки (Q), радіус дна канавки
(г).
10.3. Пальцеві модульні фрези
Пальцеві
модульні фрези застосовують для обробки великомодульних
прямозубих, косозубих
і шевронних циліндричних зубчастих коліс. Так само як і дискові зуборізні
фрези, при нарізанні прямозубих коліс вони працюють методом копіювання і
ділення, а при нарізанні косозубих і шевронних коліс
- методом бесцентроїдного огинання і ділення. У
першому випадку профіль зубів фрези відповідає профілю западини зубчастого
колеса, у другому випадку цієї відповідності немає. Профілюються
вони так само, як і дискові зуборізні фрези.
Істотним недоліком цих фрез є низька
продуктивність і точність. Низька продуктивність пояснюється малим числом
зубів, консольним кріпленням, нераціональною геометрією. Низька точність -
похибки довготривалого механізму і спотворення профілю при переточуванні.
Метод виготовлення коліс пальцевими
модульними фрезами, так само як і дисковими, використовується в умовах
одиничного і ремонтного виробництва.
До
конструктивних і геометричних параметрів фрези належить (10.2): діаметр фрези (D),
діаметр і довжина посадочного циліндра (dПЦ, h), розмір під ключ
(S), довжина фрези (L), довжина робочої частини (1) кількість зубів (Z), кут
профілю фрези (a), геометричні
параметри різального клина (кути g і a),
кути стружкової канавки (Q і Q1 ), радіус дна канавки (г).
Направлення утворення задніх кутів тобто
напрям затилування впливає степінь зміни нормальних задніх кутів і діаметральних розмірів ріжучої частини при
переточуванні фрези. За утворення задніх
кутів при переточуванні фрези виходять великі зміни товщини зубів
колеса. Вони не можуть бути компенсовані переміщенням фрези уздовж її осі, так
як при цьому виходять великі викривлення профілю зубів колеса.
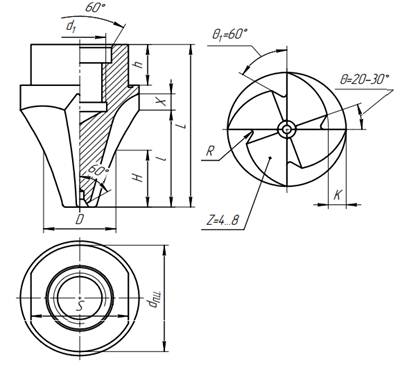
Рис. 10.2
– Пальцева модульна фреза
Компенсація зміни діаметральних розмірів робочої частини фрези при її
переточуваннях можлива у фрез з осьовим напрямком затилування за рахунок
збільшення висоти западини, але при цьому методі затилування утворюються малі
значення нормальних задніх кутів на ділянках ріжучих кромок, що обробляють
профіль зубів у колі западин. Для отримання достатніх нормальних задніх кутів і
мінімальних відхилень форми і розмірів зубів при переточуваннях фрези
затилування виробляють під кутом 100 ... 150.
![]()
![]()