ТЕМА 8. ФРЕЗИ
Фрези - багатолезовий обертовий різальний інструмент, зубці якого
послідовно вступають у контакт з оброблюваною поверхнею в процесі різання.
Фрези один з найпоширеніших видів інструменту. Форма
початкового тіла обертання (фрези) залежить від форми оброблюваної поверхні і
розташування осі фрези щодо деталі.
За призначенням фрези
діляться на фрез (рис. 8.1): для обробки площин, пазів,
виступів, фасонних поверхонь, підрізки, відрізки, обробки різьблень і зубів.
За положенням осі інструмента
щодо оброблюваної поверхні фрези ділять на:
- Циліндричні дискові, відрізні, кутові, фасонні, сегментні ...
- Торцеві, кінцеві, шпонкові, для Т- подібних пазів і т.д.
За способом кріплення фрези діляться на: хвостові і насадні .
За конструкцією - на фрези цільні і збірні.
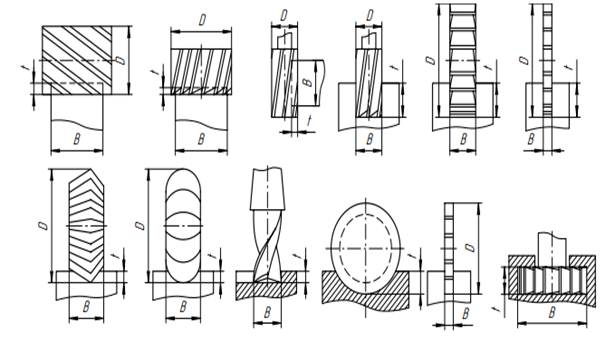
Рис. 8.1– Види фрез
Основні типи фрез можна класифікувати
таким чином:
- фрези з гострозаточеними
зубами;
- фрези з затилованими зубами.
По розташуванню зубів
щодо осі фрези:
- циліндричні з зубами на твірному циліндрі; кутові або
конічні з зубами на твірному конусі;
- торцеві із зубами в площині перпендикулярній осі фрези ;
- фасонні з зубами
на фасонної поверхні.
За формою зубів:
- з прямими зубами;
- з гвинтовими зубами з кутовими зубцями.
За конструкцією
інструменту:
- цільні фрези (зуби
виконані за одне ціле корпусом );
- складові (складаються з двох частин - пазові );
- складальні - складаються з декількох окремих фрез;
- зі вставними
зубами.
Можна також класифікувати за інструментальним матеріалом робочої частини:
- виготовлені з швидкорізальних сталей Р6М5, Р6М5К5, Р18
...
- твердосплавні ВК3, ВК4, ВК6 - чавуни, Т5К10, Т15К6,
ТТ7К12 - сталі;
- оснащені
мінералокерамікою ВОК- 60, В- 3;
- оснащені надтвердими матеріалами КНБ, гексані, Ельбор -Р
.
Фрези призначені для чорнової, напівчистової і
чистової обробки плоских і фасонних поверхонь. Вони забезпечують високу
продуктивність і економічність обробки. Дозволяють отримати поверхню достатньо
правильної форми і потрібної шорсткості, а із застосуванням сучасних матеріалів
(ВТМ і мінералокераміка) з'явилася можливість обробляти загартовані (до НRСє 60) матеріали, виключаючи при цьому шліфування.
8.1. Форма зубів, їх
розміри, нахил і напрямок
При виборі форми зуба
необхідно забезпечити його необхідну міцність, вільне розміщення зрізаної
стружки в канавці, більше число переточувань, простоту виготовлення.
Найбільш поширені
профілі зубів цільних фрез (рис 8.2):
а) гострокінечний (або
трапецеїдальний). Простий у виготовлені,
але слабий. Використовують для дрібнозубих, чистових торцевий, циліндричних,
дискових фрез. ![]() мм;
мм; ![]() мм.
мм.
б) госторокінечний двохкутовий. Для фрез з великим зубом, торцевих, дискових,
циліндричних, кінцевих фрез.
Обробка всього спектру матеріалів.
![]() ;
;
![]() мм.
мм.
в) радіусний. Рівноміцний на
згин. Для чорнових фрез з великим зубом, торцевих, дискових, циліндричних,
кінцевих. Обробка всього спектру
матеріалів.
![]()
г) затилований. Рівноміцний на згин. Для фасонних фрез. Обробка всього
спектру матеріалів.
![]()
![]()
Висота зуба h, мм:
![]()
де k
– коефіцієнт, залежить від типу фрези:
k = 0,9.. .1,2 - для
кінцевих фрез;
k = 1,2…1,5 - для
торцевих і циліндричних фрез великим
зубом;
k = 0,8…0,9 - для
торцевих і циліндричних фрез дрібним
зубом;
k = 1,4…1,8 - для
дискових фрез.
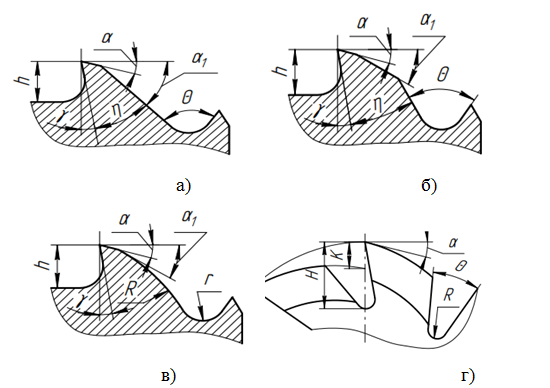
Рис. 8.2 – Профілі зубів цільних фрез
8.2.
Конструктивні та геометричні параметри циліндричних фрез
Циліндричні фрези застосовують
для обробки площин. Як правило, циліндричні фрези
мають гвинтові загострені зуби.
Спільними
конструктивними елементами циліндричної фрези являються (рис. 8.3):
- зовнішній діамет, D;
- діаметр посадочного отвору і ширина шпонкового паза (d,
b);
- число зубів, z;
- кути тіла зуба
η і западини ψ ;
- форма зуба;
- стружколами;
- кути різання α і γ.
Зовнішній діаметр D є важливим параметром
при виборі числа зубів і їх форми.
![]()
де T – товщина стінки фрези. Конструктивна
величина. T=5÷12 мм;
![]() висота зуба або глибина канавки. Приймається конструктивно.
висота зуба або глибина канавки. Приймається конструктивно.
![]() діаметр посадкового
отвору.
діаметр посадкового
отвору.
|
|
Рис. 8.3 – Конструктивні та геометричні параметри
циліндричних фрез
Приймається
найближчий більший з ряду: 13, 16, 22, 27, 32, 40, 50, 60, 70 ... через 10.
Збільшення зовнішнього
діаметра дає ряд переваг:
- зростає діаметр оправки, і як наслідок зростає жорсткість
системи;
- збільшується число зубів, що підвищує продуктивність і
зменшує шорсткість;
- збільшується обсяг стружкових
канавок;
- покращується тепловідвід.
Однак є ряд недоліків:
- підвищується витрати інструментального матеріалу;
- збільшується Мкр , і як
наслідок збільшується витрати електроенергії;
- збільшується час на обробку. Збільшуються відстані
необхідні для врізання і перебігу. Lрх. = Lріз + Lвріз
. + Lпер.
Врахування цих даних частіше призводить до того, що
зовнішній діаметр приймають по мінімуму.
Число
зубів фрези
Число зубів фрези має бути по можливості найбільшим. Чим більше число
зубів у фрези тим більше їх число знаходиться в контакті із заготовкою в
процесі різання, тим вища продуктивність і плавність процесу різання, або ж при
незмінній продуктивності зменшується подача на кожен зуб. Внаслідок чого
зменшується шорсткість обробленої поверхні.
При чорновому фрезеруванні число зубів можна розрахувати за формулою
професора Ларіна:
Сz = 0.6 – для торцевих фрез;
Сz = 0.2 – для
решти фрез.
Однак на підставі
багаторічного досвіду проектування і експлуатації циліндричних фрез, число
зубів можна розрахувати використовуючи формулу:
![]()
де
m - коефіцієнт залежить від
типу фрез.
m = 1,7÷1, 8 - для фрез з дрібними зубами;
m= 1,0÷1,
2 - для фрез з великими зубами.
Фрези з
дрібними зубами застосовують при чистовому фрезеруванні, а з великим для
чорнового.
Кут нахилу ріжучих зубів
Для підвищення
стійкості процесу фрезерування напрямок ріжучих зубів вибирається таким чином,
щоб осьова сила була спрямована на шпиндель верстата.
Фрези доцільно
робити з кутом нахилу зубів:
- для
дрібнозубих ω = 30÷35°;
- для великозубих ω =
40°.
Форма і
геометрія зубів.
Циліндричні
фрези мають загострену трапецієподібну форму зубів або параболічну ─
опуклу.
Геометрія зубів
Кут тіла зуба
η = 47÷52°;
Кут западини
для великозубих фрез ψ = 50÷60° і для
дрібнозубих ψ =
65÷85°;
Передній кут
γ приймається в межах 10÷30 ° при обробці сталей і
5 ÷15 ° при обробці крихків кольорових матеріалів і сплавів.
Задній кут
α приймається в межах 12÷16о для чистових дрібнозубих
фрез і 10÷12 ° для чорнових великозубих.
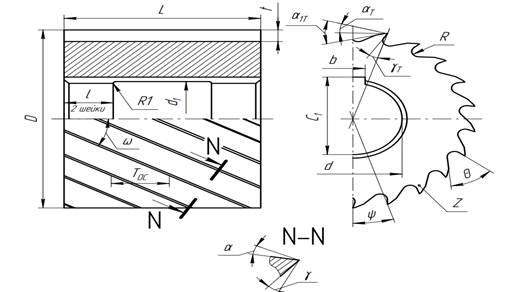
8.3. Конструктивні та геометричні параметри затилованних фасонних фрез
Визначення конструктивних і геометричних параметрів
фасонних затилованих фрез передбачає визначення
діаметра посадкового отвору d, зовнішнього діаметра D, числа зубів Z, висоти
зубів Н, геометричні параметри зуба α і γ та інші (рис. 8.4).
Діаметр посадкового отвору d, мм, визначається виходячи з міцності обробки:
![]() .
.
У разі, коли ширина
профілю значно більше його глибини діаметр посадкового отвору визначається:
![]() .
.
Діаметр посадкового отвору округлюється до найближчого стандартного з
ряду: 16, 22, 27, 32, 40, 50 далі через 10. За ГОСТ 4020-90 приймаються
параметри шпонкового пазу bш і C1
Діаметр кола проведеного через основу
западин D1, мм
![]()
Висота зуба фрези Н, мм:
- при
одинарному затилуванні ![]() , мм
, мм
- при подвійному
затилуванні:
Зовнішній діаметр фрези D, мм
![]() +2
+2![]()
Число зубів фрези Z,
![]()
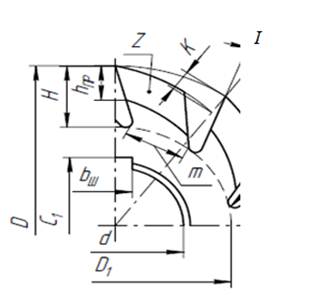
Рис. 8.4 – Конструктивні та геометричні параметри затилованих фасонних фрез
Як правило із
збільшенням діаметру фрези D, число зубів зменшується. Це пояснюється тим, що
зазвичай фрези мають велику висоту профілю і його зміна не прямо пропорційно зміні діаметра фрези.
Товщина зуба
повинна задовольняти наступній умові:Кут западини
виходячи з умови вільного виходу затилувального різця, Q, градуси
![]()
приймаються стандартні значення 180, 220,
250, 300.
Задній кут α
при вершині приймають рівним 10÷12 градусів. Передній кут γ
приймається у відповідності з фізико-механічними властивостями оброблюваного
матеріалу.
![]()
![]()