ТЕМА 7. ПРОТЯЖКИ І ПРОШИВКИ
7.1. Принцип роботи
протяжок і прошивок, їх визначення
Протяжка - багатолезовий інструмент з низкою
лез, які послідовно одне над іншим в напрямку, перпендикулярному до напрямку
швидкості головного руху, призначений для обробки при поступальному або
обертальному головному русі леза і відсутності руху подачі ( ГОСТ 25751-8).
Протяжки розрізняються також за способом прикладання сили до
них. Якщо сила прикладена до хвостовика протяжки, то така протяжка називається прошивкою. Таким чином, протяжка в
роботі піддається розтягуванню, а
прошивка - стисненню. Щоб уникнути
поздовжнього вигину довжина прошивки не перевищує 15 - кратного її діаметра. Протяжка знаходить більш широке застосування
ніж прошивка.
Протяжки мають значну перевагу перед РІ інших видів таку як
висока продуктивність. При протягуванні поєднуються операції чорнової,
напівчистової і чистової обробки (тобто протяжка є комбінованим
інструментом) - дане суміщення дозволяє скоротити
номенклатуру ріжучих і вимірювальних інструментів, зменшує число верстатів і технологічного
оснащення.
Протяжки, які використовуються в сучасному машинобудуванні, поділяються в
основному на два види: внутрішні,
якими обробляються замкнуті контури або отвори самої різної форми, і зовнішні, які використовуються для обробки незамкнутих або
відкритих зовнішніх поверхонь (рис.7.1).
Внутрішні протяжки діляться на
наступні типи:
1) протяжки
для круглих отворів;
2) шліцьові
протяжки;
3) фасонні
протяжки різного профілю (евольвентні, багатогранні і т. д.).
У свою чергу зовнішні
протяжки поділяються за типом оброблених поверхонь на плоскі, напівкруглі і
фасонні .
Залежно від застосовуваної схеми різання розрізняють
протяжки одинарні та групові; залежно від конструктивного виконання - збірні,
зі вставними зубами, складальні,
оснащені пластинками твердого сплаву і т. д.
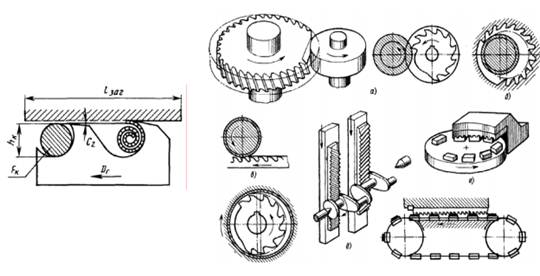
Рис. 7.1 – Види протяжок
Протяжки забезпечують точність обробки по 8 ... 6 квалітетам
точності і шорсткості Rа = 0,8 ... 1,6 мкм (звичайні протяжки), а при використанні твердосплавних виглажувачів Rа = 0,08 ... 0,016 мкм.
Протяжки мають високу стійкість бо їх леза за цикл обробки здійснюють
найкоротший шлях (в десятки разів менше ніж ріжучі кромки інших інструментів).
Протяжки отримали
більш широке застосування в масовому, багатосерійному і середнє
серійному виробництві.
7.2. Конструктивні та геометричні параметри круглої протяжки
Найчастіше протяжки для обробки отворів складаються з
наступних основних частини (рис. 7.2):
1 - хвостова частина;
2 - шийка;
3 - перехідний конус;
4 - передня напрямна;
5 - ріжуча частина (що складається з чорнових і чистових
зубів);
6 - калібрувальна частина;
7 - задня напрямна.
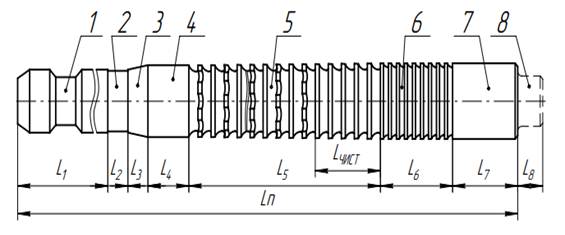
Рис. 7.2 – Конструктивні та геометричні
параметри круглої протяжки
Для важких і довгих протяжок додатково виконують опорну
цапфу 8 і (або) задній хвостовик.
Враховуючи те, що послідовність зняття припуску визначає
схему різання і конструкцію протяжок, необхідно розглянути існуючі схеми
різання.
Існує дві схеми різання: одинарна
і групова.
Одинарна - це схема, коли кожен ріжучий зуб зрізає широкий і тонкий шар. У
цьому випадку кожний наступний зуб більший за
попередній на величину 2а або а. Одинарна в свою чергу поділяється на профільну і генераторну.
|
|
При профільній схемі різання (рис.7.3) форма кожного ріжучого зуба
ідентична формі остаточно обробленої поверхні. Підйом на зуб при обробці сталі
призначається в межах 0,015 ... 0,04 мм, при обробці чавуну - 0,03 ... 0,1 мм.
Застосовується для виробництва точних круглих отворів.
При генераторній схемі різання (рис. 7.4) припуски знімається
паралельними шарами кожним зубом протяжки не по всьому профілю, а лише по його
частині. При цьому форма кожного зуба ідентична формі попередньо підготовленої
під протягування поверхні і тільки останні ріжучі зуби відповідають формі
остаточно обробленій поверхні. Підйом на
зуб 0,04 ... 0,08 мм при обробці сталі і 0,1 ...
0,15 мм при обробці чавуна.
Застосовується для шліцьових, шпонкових, пазових і багатогранних
протяжок.
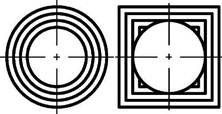
Рис. 7.3 – Профільна схема різання
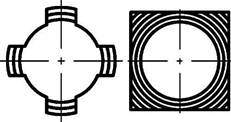
Рис. 7.4 – Генераторна схема різання
При груповій схемі різання (рис.7.5) всі ріжучі зуби
розбивають на групи. У групі може бути від 2-х до 5-ти зубів. Останній зуб
групи є зачищаючим. Він не має стружкороздільних канавок, а за розмірами на 0,02 ... 0,04 мм менше ніж прорізні зуби цієї
ж групи. Прорізні зуби мають стружкороздільні канавки різної форми, розташовані
в шаховому порядку. При роботі протяжками груповий схемою різання виникають
менші сили різання, так як подальша група зубів працює на по наклепаному металу.
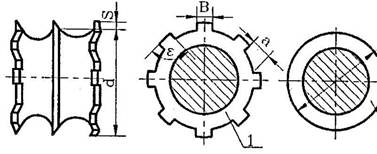
Рис. 7.5 –
Групова схема різання
У внутрішніх протяжок
групова схема різання із стружкоріздільними канавками у вигляді шліців носить
назву шахматна. При стружкороздільних канавках у вигляді викружок – змінного різання. При
стружкороздільних канавках у вигляді
лиски – багатогранною (рис.7.6).
|
|
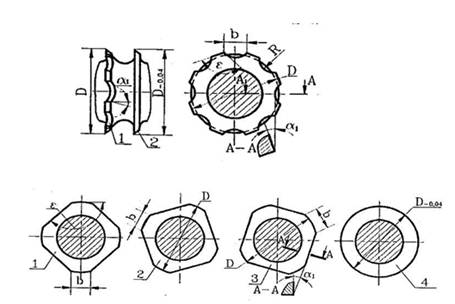
Рис 7.6 – Змінна (а) і багатогранна (б) схеми різання
7.3.
Профілі зубів і форма стружкових канавок
Зуби протяжки повинні
відповідати таким вимогам:
1) забезпечувати
найбільший період стійкості, що багато в чому залежить від величини кутів
γ і α;
2) форма стружкової канавки не повинна перешкоджати утворенню та
вільному завивання стружки в виток;
3) обсяг канавки повинен
бути достатнім для розміщення стружки;
4) розміри зубів
повинні забезпечувати достатню їх міцність, вібростійкість і можливість більшої
кількості переточувань.
Найчастіше
застосовуються такі форми зубів і стружкових канавок (рис. 7.7):
а) двохрадісні канавки,
використовуються при обробці пластичних матеріалів;
б) канавка
з плоскою спинкою і радіусною передньою поверхнею зуба, що застосовуються при
обробці крихких матеріалів з утворенням стружки надлому;
в) подовжені канавки з заокругленою спинкою і передньою поверхнею зубів і прямолінійною ділянкою по дну канавки, використовують при обробці глибоких отворів.
Крок і стружкові канавки між зубами:
![]() – для протяжок одинарного різання
– для протяжок одинарного різання
![]() – для протяжок групового різання
– для протяжок групового різання
Товщина зуба
![]()
Глибина канавки
![]()
Радіус
дна канавки
![]()
Радіус спинки зуба
![]() .
.
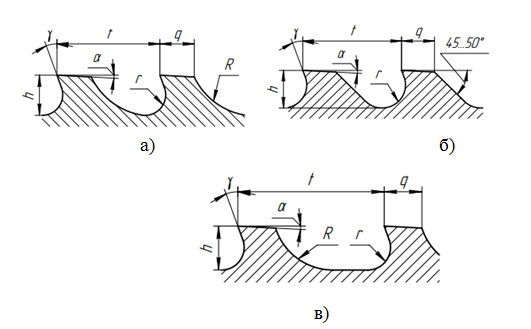
Рис.
7.7
–
Форми зубів і стружкових канавок

