ЛАБОРАТОРНА РОБОТА №7
Тема: Вимірювання і контроль різьб.
Мета: Ознайомитись із методами і засобами
вимірювання середнього діаметра зовнішньої різьби. Вивчити будову різьбового і
гладкого мікрометрів та їх технічні дані. Вивчити методику настроювання
інструментів і вимірювання ними середнього діаметра різьби.
Обладнання та оснащення робочого місця
Мікрометр гладкий типу МК (ГОСТ 6507-78). Мікрометр різьбовий із вставками
типу МВМ (ГОСТ 4380-86). Стійки для закріплення мікрометрів. Калібровані
дротинки (ГОСТ 2475-88). Набір різьбових шаблонів М60. Набір виробів із
зовнішньою різьбою.
Загальні відомості
Різьбою називають поверхню, яка створюється
при гвинтовому русі плоского контуру по циліндричній або конічній
поверхні.
По типу поверхні різьби ділять на циліндричні
і конічні, по розміщенню поверхні - на зовнішні
і внутрішні по напрямку гвинтової лінії - на праві і ліві, по числу
ходів - на одноходові і багатоходові, по типу профілю - на метричні, дюймові,
трубні, упорні, трапецеїдальні.
Основні параметри циліндричної метричної
різьби: зовнішній діаметр d, D (гвинта і гайки); внутрішній діаметр d1,
D1; крок різьби Р; кут профілю різьби а; довжина згвинчування
L.
Гайка
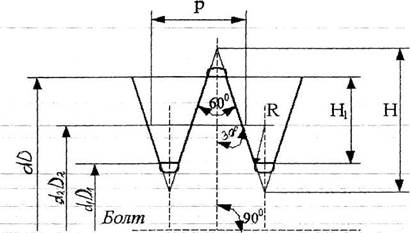
Рис. 6.2.1. Профіль
метричної різі та її основні параметри
Контроль циліндричних різьб проводять
комплексним і диференційованим (поелементними) методами.
Комплексний метод контролю застосовують для
різьбових деталей, у яких допуск середнього діаметра є підсумовуючим
(зведеним). Цей метод оснований на одночасному контролі середнього діаметра,
кроку, половини кута профілю, а також внутрішнього і зовнішнього діаметрів
різьби шляхом порівняння дійсного контуру різьбової деталі із граничним. У придатних
деталей зведений середній діаметр не повинен виходити за межі: для гвинта -
найбільшого середнього діаметра різьби; для гайки-найменшого середнього
діаметра різьби, які встановлені в стандартах.
У виробничих умовах частіше застосовують
комплексний метод контролю різьбовими калібрами, як самим продуктивним та
економічним. Диференційований контроль різьби застосовують в тих випадках, коли
допуски призначені на кожен окремий параметр різьбових деталей. Цей метод
значно складніший, більш трудомісткий. Тому його застосовують лише для контролю
точних різьб: різьбоутворюючих інструментів, різьбових калібрів-пробок, ходових
гвинтів і т.п.
Вимірювання окремих параметрів різьби
виконують за допомогою універсальних інструментів та приладів або спеціальних
контрольно-вимірювальних приладів.
Вимірювання середнього діаметра зовнішньої
різьби d2 виконують різьбовими мікрометрами із вставками, методом
трьох дротинок, а також та інструментальних мікроскопах.
Визначення номінального кроку Р метричної
різьби і числа ниток на один-дюйм дюймової різьби виконують різьбовими
шаблонами (різьбомірами). Різьбові шаблони являють собою нормальні калібри. Їх
випускають наборами: для метричної різьби α=60° з кроком
від 0,4 до 6 мм (20 шаблонів) і дюймові α=55° з числом ниток на
один дюйм від 28 до 4 (17 шаблонів).
Накладаючи шаблон на профіль різьби деталі,
визначають, чи щільно він лягає до профілю і за маркуванням шаблона визначають
крок різьби.
Таблиця
6.2.1. Технічна характеристика різьбових шаблонів
|
Умовне
позначення |
Число шаблонів |
Крок різьби, мм |
Число ниток на "1" |
|
М60 |
20 |
0,4;
0,45; 0,5; 0,6; 0,7; 0,75; 0,8; 1,0; 1,25; 1,5; 1,75; 2,0; 2,5; 3,0; 3,5;
4,0; 4,5; 5,0; 5,5; 6,0; |
|
|
Д55 |
17 |
|
28, 24, 20, 19, 18, 16, 14, 12, 11, 10, 9, 8,
7, 6, 5, 4, 41/2 |
Різьбові мікрометри із вставками випускаються
двох типів: типу МВМ – для
вимірювання середнього діаметра метричної
різьби з кутом профілю α=60° трубної і дюймової
різьб з кутом профілю α=55°, типу МВТ - для вимірювання середнього
діаметра трапецеїдальної різьби. Межі вимірювання від 0 до 350 мм з інтервалом
25 мм і кроком від 0,4 до 6 мм.
Різьбовий мікрометр із вставками
відрізняється від гладкого мікрометра глухими отворами в переставній п’ятці і
мікрометричному гвинті. В ці отвори вставляють вставки: в переставну п’ятку -
призматичну вставку і в мікрометричний гвинт – конічну. Вставки парами входять
в комплект різьбового мікрометра. Розмір
вимірювальних поверхонь кожної пари залежить від кроку різьби і відповідно
маркірується.
Різьбовий мікрометр перед вимірюванням
настроюється на конкретне вимірювання. Для цього необхідно перевірити зовнішній
діаметр заданої різьбової поверхні і різьбовими шаблонами визначити її крок. У
відповідності із кроком різьби підбирається конічна та призматична вставки із
комплекту до різьбового мікрометра. Обидві вставки вставляються в торцеві
отвори п’ятки і мікрогвинта.
При відведеній переставній п’ятці з
призматичною вставкою встановлюють мікрометричну головку на ‘0’ і фіксують
стопором. П’ятку з призматичною вставкою за допомогою гайок, розміщених з обох
сторін п’ятки, обережно пересувають до дотику з поверхнею конусної вставки
мікрогвинта Після цього відпустивши стопор, відводять мікрогвинт і перевіряють
установку мікрометра на "0". Якщо установка виконана не точно, то
знову пересувають п’ятку або барабан мікрометричної головки (по тій же
методиці, що і для гладкого мікрометра, тільки з більшою обережністю, щоб не
пошкодити призматичну вставку).
Настроєний різьбовий мікрометр встановлюють в
стійці, відводять мікрогвинт і виконують вимірювання середнього діаметра d2
виробів із зовнішньою різьбою.
Досить точним визначенням середнього діаметра
різьби є метод трьох дротинок. При цьому методі в западини різьби вставляють
три або дві калібровані дротинок М. Середній діаметр різьби розраховують по
формулах, які враховують взаємозв’язок між розміром М, кроком різьби Р і
діаметром дротинок dдр.
Таблиця 6.2.2. Визначення середнього діаметру
різі
|
Тип
різьби |
Метод
дротинок |
Формула
для розрахунків |
|
Метрична |
Трьох Двох |
d2=M-
3dдр+0,866P d2=М-Р2
/ (8(М- dср)) - 3dдр+ 0,866Р |
Діаметри дротинок вибирають в залежності від
кроку різьби.
Калібровані
дротинки і ролики для вимірювання середнього діаметра різьби
виготовляють трьох типів : тип 1 - дротинки гладкі, тип 2 - дротинки
ступінчасті
трьох виконань (А, Б, В), тип 3 - ролики. По точності виготовлення дротинки і
ролики випускаються двох класів - 0 і 1. Вони поставляються комплектами.
Вимірювання розміру М виконують гладким мікрометром у стійці.
Таблиця
6.2.3. Результати вимірювання розмірів деталей
|
Різь |
Крок різі Р, мм |
Номінальний середній діаметр d2, мм |
Дійсний розмір d2, мм, отриманий |
Примітки |
||
|
Різьбовим мікрометром |
Метод трьох дротинок |
Розмір, м |
||||
|
|
|
|
|
|
|
|
|
|
|
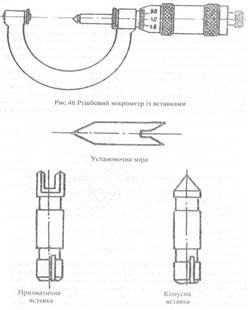
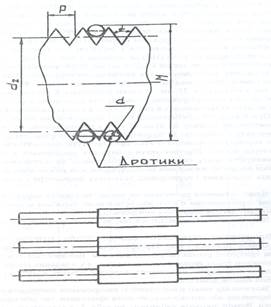
Рис. 6.2.2. Засоби вимірювання метричної різі: Мікрометр типу
МВМ зі вставками та установочними мірами; калібровані
дротинки
Зовнішній діаметр різьби d, і внутрішній діаметр D1різьби
виміряють універсальними засобами так само як і гладкі циліндричні
деталі. Крок різьби визначається різьбовими шаблонами. Шаблони випускаються
наборами для метричної різьби з кроком від 0,4 до
При відведеній призматичній п’ятці переміщенням мікро
гвинта установлюють мікрометричну головку на нуль. П’ятка з призматичною
вставкою переміщається до контакту з конусною вставкою (при межах вимірювання 0
–
Якщо установка проведена не точно, то кінцеве
коректування проводять повторним переміщенням п’ятки або установкою барабана
мікрометричної головки (як у мікрометра для зовнішніх вимірювань.
Читання показів проводиться так, як і на мікрометрі для
зовнішніх вимірювань.
Вимірювання середнього діаметра різьби методом трьох
вимірювальних дротиків. Дротики (рис. 6.2.2) призначені для точних вимірювань
середнього діаметра трикутної різьби непрямим методом. Вимірюється відстань між
виступаючими точками трьох дротиків, що знаходяться у впадинах різьби, потім
шляхом математичних перетворень визначають середній діаметр. Комплект
складається із трьох дротиків одного діаметра.
Залежно від вимагаємої точності вимірювання дротиками
проводять за допомогою мікрометра або оптико-механічними приладами, що
забезпечують більш точні показники. Розмір дротиків вибирають по таблицями в
залежності від кроку різьби і кута профілю контрольованої деталі.
Якщо осі дротиків при вимірюванні розташовані
вертикально, то дротики підвішують на кронштейні закріпленому на застосованому
приладі (мікрометрі, горизонтальному оптиметрі і т.п.). Два дротики
установлюють у впадину різьби з однієї сторони, а третій в протилежну впадину.
До дротиків підводять вимірювальні поверхні і вимірюють розмір між крайніми
виступаючими точками (М), який є вихідним для обчислення шуканого середнього
діаметра. Так крок різьби і діаметр дротиків відомі, М отримуємо при
вимірюванні, то:
d2 = М-3dдр + 866 Р
Порядок виконання роботи
1. Розшифрувати точні сну характеристику за заданим
розміром різьбової деталі і визначити табличне значення d2.
2. Виміряти крок різьби при допомозі різьбового шаблона, навчитися
контролювати параметри різьби при допомозі різьбових калібрів.
3. Виміряти середній діаметр різьби за допомогою
різьбового мікрометра при цьому:
а)
підібрати вставки відповідного кроку різьби;
б)
встановити вставки в мікрометр : призматичну в торцьовий отвір п’ятки, конічну
в отвір гвинта;
в)
сумістити нульовий штрих барабана з поздовжнім штрихом стебла і в цьому
положенні закріпити мікро гвинт, а стопор п’ятки – відпустити.
г) ввести
між призматичною і конічною вставками установочну міру. Цю операцію виконують
тільки в такому випадку, якщо розмір мікрометра більший 25мм.
д)
поворотом гайки регулюючої п’ятки підводять призматичну вставку до упору в
конічну (якщо мікрометр не більше 25мм) або до упора в конічну частину
установочної міри (якщо мікрометр більше 25мм). В цьому положенні п’ятку
закріплюють, а стопор мікро гвинта відпускають.
е) відвести
мікро гвинт вправо (1-2 оберти) і знову підвести його до повного контакту
вставок, користуючись при цьому тріскачкою. Якщо нульовий штрих не співпадає з
поздовжнім штрихом на стеблі, то необхідно застопорити мікро гвинт, відвернути
на півоберту ковпачок розташований поряд з тріскачковим пристроєм, повернути
барабан до збігання нульового штриха з поздовжньою лінією на стеблі і знову
затягнути ковпачок, підтримуючи барабан від повертання.
є)
відпустити стопор мікрогвинта, відвести мікро гвинт на 1-2 оберти і обертаючи
за тріскачку переконатися в правильності установки барабану. При необхідності
установку на нуль барабану повторити.
4. Оцінити придатність деталі шляхом порівняння d2 (вим.) з
d2 (табл..) d2 (вим.) повинно бути більше.
5. Виміряти середній діаметр різьби методом трьох
дротиків.
6. Виміряти крок різьби і кут на ВІМ (див. попередню
роботу).
Контрольні запитання
1.
Назвіть основні параметри метричної різі.
2.
На які параметри метричної різі призначаються
допуски?
3.
Як позначається метрична різь на кресленнях?
4.
Що таке довжина згвинчування?
5.
Яку довжину згвинчування можуть мати різеві
з’єднання?
6.
Покажіть схему розміщення полів допусків
метричних різей із зазором.
7.
Чим відрізняється комплексний метод
вимірювання параметрів різей від диференційованого?
8.
Поясніть метод вимірювання середнього
діаметра різьби за допомогою трьох дротинок.
9.
Який із двох методів вимірювання, розглянутих
вище в цій роботі, є точнішим?
10.
Яким чином можливо визначити крок різі?

