ЛАБОРАТОРНА РОБОТА № 6
Тема: Вимірювання кутів і конусів за допомогою
кутоміра та синусної лінійки.
Мета: Ознайомитись із методами і засобами вимірювання кутів та конусів. Вивчити
будову синусної лінійки, кутомірів різних типів та їх технічні дані. Вивчити
методику настроювання інструментів і вимірювання ними кутів і конусів.
Обладнання та
оснащення робочого місця
Кутоміри типу УМ та УН, кутові
призматичні міри, синусна лінійка.
Загальні
відомості
Існують порівнювальний і тригонометричний методи
вимірювання кутів і конусів.
В основу першого методу покладено порівнювання
вимірюваних кутів з кутовими мірами, кутниками і кутовими шаблонами.
За допомогою кутових мір установлюють величину
найбільшого посвіту між сторонами вимірюваного кута і самої міри. Величину
просвіту до 30мкм визначають по зразкам, а вище цієї величини – за допомогою
щупів. Тригонометричні методи засновані на вимірюванні лінійних відрізків
(наприклад, за допомогою синусних лінійок0 з подальшим визначенням кута
розрахунком.
Кутоміри типу УМ (рис. 6.1.1) призначені для
вимірювання зовнішніх кутів від 0° до 180° і мають величину відліку по ноніусу
2´, 5´ і 15´. Межа допустимої похибки кутоміра дорівнює
величині відліку по ноніусу. Для установки і вимірювання кутів від 90º до
180º кутомір використовують без кутника і до його показів додають
90º.
Перед вимірюванням кутомір треба протерти. При
відсутності просвіту між вимірювальними поверхнями кутоміру (або лекального
кутника і кутоміра) нульові штрихи ноніуса і основи повинні співпадати.
Після приблизної установки розміру правою рукою
закріплюють мікрометричну подачу. Переміщення сектора відносно основи проводять
теж правою рукою. Після установки розміру лівою рукою закріплюють гвинт.
Притискуючи злегка правою рукою деталь до вимірювальної
поверхні лінійки основи, переміщають її, зменшуючи просвіт між деталлю і другою
вимірювальною поверхнею кутоміра до повного їх зіткнення. Після того як кутомір
установлено відносно деталі, перевіряють рівномірність просвіту між
вимірювальними поверхнями і поверхнями, що підлягають перевірці, або його
відсутність (при малій жорсткості вимірювальних і поверхонь, що підлягають
перевірці), фіксують положення сторін і читають покази. Кут між крайніми
штрихами шкали ноніуса, дорівнює 29º, розділено на 60 частин. Кут між
сусідніми штрихами ноніуса дорівнює (60 · 29º) / 30 = 38´, що на
2´ менше 1°.
При читанні показів кутомір тримати прямо перед очима.
Після використання кутомір треба протерти, змазати антикорозійним солідолом,
послабити затискачі і покласти у футляр.
Кутоміри з ноніусом типу УН (рис. 6.1.2) призначені
для вимірювання зовнішніх кутів від 0° до 180°, внутрішніх кутів від 40° до
180° і мають величину відліку по ноніусу 2´ і 5´.
У кутоміра типу УН кут між крайніми штрихами ноніуса
дорівнює 29° і розділений на 30 частин, але він побудований на дузі більшого
радіуса , чим кутомір типу УМ, тому віддаль між штрихами більша, що полегшує
читання показів.
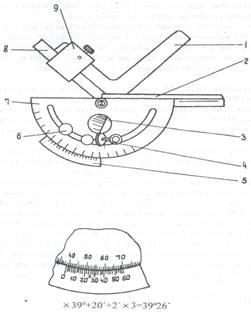
Рис. 6.1.1. Кутомір
з ноніусом типу УМ1: 1. – кутник; 2. – основна лінійка; 3. – сектор; 4. – пристрій для мікрометричної
подачі; 5. – ноніус; 6. – штопор; 7. – основа; 8. – рухома лінійка; 9. –
державка
Перед використанням кутомір треба потерти. При відсутності просвіту між
вимірювальними поверхнями нульові штрихи ноніуса і основи повинні співпадати.
Сектор з ноніусом плавно переміщають по дузі основи при допомозі рейкової
передачі. Положення кутоміра фіксують штопором.
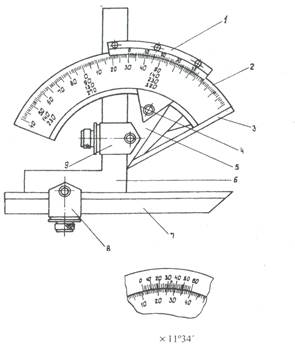
Рис. 6.1.2. Кутомір з
ноніусом типу УН: 1. Ноніус; 2. Основа; 3. Основна лінійка; 4. Штопор; 5.
Сектор; 6. Кутник; 7. Знімна лінійка; 8. Державка; 9. Державка
При вимірюванні зовнішніх кутів від 0° до 50° покази
читають по правій частині шкали. При вимірюванні зовнішніх кутів від 50° до 90°
покази читають по лівій частині шкали.
При вимірюванні зовнішніх кутів від 90° до 140° до
показів правої шкали додають 90°.
При вимірюванні зовнішніх кутів від 140° до 180° до показів лівої шкали додають
90°. При вимірюванні внутрішніх кутів від 180° до 130° покази правої частини
шкали віднімають від 180°.
При вимірюванні внутрішніх кутів від 90° до 40° покази
правої частини віднімають від 90°.
Синусна лінійка – служить для точних вимірювань кутів
непрямим методом: спочатку визначають лінійні відхилення, які шляхом тригонометричних
обчислень перетворюють у кутові величини (рис. 6.1.3).
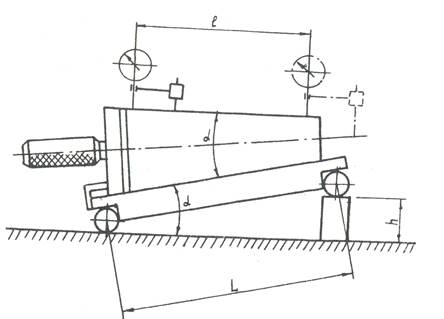
Рис.
6.1.3. Встановлення синусної лінійки
На роликах однакового діаметру з точно витриманою віддалю
(L) між їх осями (100 або
На точній плиті установлюють синусну лінійку і стойку з
вимірювальною головкою (індикатором, мікрокатором і т.п.). Потім на столик встановлюють виміряєму деталь з використанням
упорних планок, які запобігають від зміщення. Розрахунок розміру блоку кінцевих
мір підкладаємих під один ролик, проводиться по формулі h= Lsina, де L –
віддаль між осями роликів, a – номінальний кут деталі. Перевірка відхилення від
паралельності проводиться переміщенням стойки з вимірювальною головкою. Для
визначення дійсного кута виміряємої деталі лінійні відхилення шляхом обчислень
перетворюють в кутові, величини на формулі sinα = =h/L, де h – розмір блоку кінцевих мір після
того, як твірна виміряємої конусної деталі виставлена паралельно плиті.
Кутові призматичні міри – призначені для зберігання і
передачі одиниці плоского кута, перевірки і градуювання кутових засобів
вимірювання, а також для вимірювання кутів вибору. Кутові призматичні міри
виконують при кутових вимірюваннях ту ж роль, що і плоско паралельні кінцеві
міри при вимірюванні довжин. До робочих сторін кутових мір ставляться такі ж
вимоги, що і до кінцевих мір довжини.
Залежно від величини відхилень дійсних значень робочих
кутів від номінальних значень і відхилень від площинності вимірювальних
поверхонь кутові міри розділені на три класи точності: 0, 1 і 2. Найбільше
поширення мають кутові міри, виконані у формі трикутника з одним робочим кутом
і чотирикутника з чотирма робочими кутами.
Кутові призматичні міри комплектують в набори, які мають
визначену кількість мір для кожного набору. Вибір кутових мір для складання їх
в блоки поводиться аналогічно вибору кінцевих мір – з послідовною орієнтацією
на останні цифри розміру блоку.
Приклад складання кутових мір:
Скласти блок розміром 71º
28´:
Скласти блок розміром 63º 34´:
1-а міра
15º 08´
1-а міра 15º 04´
залишок 56º 20´
залишок 48° 30´
2-а міра 15° 20´ 2-а
міра 15° 30´
залишок 41°
залишок 33°
3-а міра 11° 3-а
міра 13°
залишок 30°
залишок 20°
4-а міра 30°
4-а міра 20°
Перевірка: 15°08´ +
15°20´ + Перевірка:
15°04´ + 15°30´ + + 11° +
33° = 71°38´
+ 13° + 20° = 63°54´
Контроль конусів інструментів проводять калібрами,
пробками і втулками комплексним методом; одночасно перевіряють кут конуса,
діаметри і довжину.
Односторонні кутові шаблони призначені для контролю
одного визначеного кута.
Порядок виконання роботи
1. Перед
використанням кутоміри типу УМ і УН треба потерти. Нульові штрихи ноніуса і
основи повинні співпадати.
2. Притискаючи
злегка деталь до вимірювальної поверхні лінійки основи, кутоміра типу УМ,
перемістити її, зменшуючи просвіт між деталлю і другою вимірювальною поверхнею
кутоміра до повного їх зіткнення. Просвіт між вимірюємими і перевіряємими
поверхнями має бути рівномірним або зовсім відсутнім, після цього фіксують
положення стопором і читають покази.
3. Виміряти
гострі кути (від 0° до 90°) при цьому кутомір повинен бути з’єднаний з
кутником.
4. Виміряти
тупі кути (від 90° до 180°) кутомір застосовують без кутника і до його показів
додають 90°.
5. Виміряти
кути користуючись кутоміром типу УН:
а)
зовнішні від 0° до 50° покази читати по правій частині шкали, зовнішні від 50°
до 90° покази читати по лівій частині шкали.
б)
внутрішні кути від 0° до 180°.
6. Поміряти кут
при допомозі синусної лінійки.
7.
Проконтролювати кут за допомогою кутових призматичних мір.
Контрольні запитання
1.
Які методи
існують для вимірювання плоских кутів?
2.
Які інструменти
існують для вимірювання кутів?
3.
Будова кутомірів типу УМ і УН.
4.
Для чого призначена синусна лінійка і за яким методом
виконується вимірювання?

