ЛАБОРАТОРНА РОБОТА №2
Тема: Вимірювання і контроль розмірів
деталей штангенінструментами.
Мета: Ознайомитись із будовою інструментів та їх технічними даними. Вивчити
методи та прийоми вимірювання та контролю розмірів деталей
штангенінструментами. Навчитись вимірювати та контролювати розміри деталей
штангенінструментами.
Обладнання та
оснащення робочого місця
Штангенциркулі ШЦ-1, ШЦ-2, ЩЦ-3.
Штангенрейсмас ШР-250-0,05
(ГОСТ 164-90). Штангенглибиномір ШГ-250-0,05 (ГОСТ 162-80). Набори
деталей для вимірювання.
Загальні
відомості
За
призначенням всі вимірювальні прилади та інструменти діляться на універсальні
та спеціальні. Універсальні прилади призначені для вимірювання різних деталей,
а спеціальні – для вимірювання певних деталей або окремих параметрів.
За
конструктивним ознаками універсальні прилади та інструменти можна поділити на:
штрихові інструменти з ноніусом (штангенінструменти і кутоміри), мікрометричні
інструменти, важільно-механічні прилади, оптико-механічні прилади та інші.
Штангенінструменти
Штангенінструменти
застосовують для лінійних вимірювань, що не потребують високої точності, а у
деяких випадках і для виконання розміточних робіт. До групи штангенінструментів загального призначення
відносять штангенциркулі ШЦ-I, ШЦТ-І, ШЦ-II, ШЦ-III ГОСТ 166-89, штангенглибиноміри
ШГ ГОСТ 162-99 та штангенрейсмаси ШР ГОСТ 164-90. У додатку 2.1 наведені
характеристики і призначення основних типів штангенінструментів з відліком за ноніусом,
що випускаються в даний час.
Конструкція і
будова штангенінструментів визначається їх призначенням. Основою цих
інструментів є лінійка-штанга, на якій нанесена основна штрихова шкала з
інтервалом поділок 1мм і відліковий пристрій (додаткова штрихова шкала) – ноніус,
призначений для відліку десятих та сотих міліметра.
Одним із найбільш
поширених штангенінструментів є штангенциркуль, який служить для вимірювання
зовнішніх і внутрішніх розмірів, а також для виконання розміточних робіт.
За ГОСТ 166-89 штангенциркулі
випускаються наступних типів:
ШЦ-I – з двостороннім розташуванням
губок, для зовнішніх та внутрішніх вимірювань та лінійкою для вимірювання
глибин (рис. 2.1).
ШЦТ-І – односторонні з
глибиноміром з вимірювальними поверхнями з твердих сплавів (рис. 2.2).
ШЦ-II – з двостороннім розташуванням
губок, для вимірювання та розмітки (рис. 2.3).
ШЦ-III – з односторонніми губками для
зовнішніх та внутрішніх вимірювань (рис. 2.4).
ШЦК – з двостороннім розташуванням
губок, для зовнішніх та внутрішніх вимірювань та лінійкою для вимірювання
глибин з відліком за круговою шкалою (рис. 2.5).
ШЦЦ – з двостороннім розташуванням
губок, для зовнішніх та внутрішніх вимірювань та лінійкою для вимірювання
глибин з цифровим (електронним) відліковим пристроєм (рис. 2.6).
ШЦЦ – з двома центровими
лапками для вимірювання відстаней між осями отворів.
ШЦР – з лапками для розміточних робіт на площинах, розташованих на різних
висотах від базового отвору.
В загальному,
штангенциркуль складається із штанги з поділками, на кінці якої знаходиться
нерухома губка, по штанзі пересувається рамка з рухомою губкою та ноніусом.
Плавне переміщення рамки забезпечує мікрометричний гвинт з гайкою пристрою тонкої
установки рамки мікрометричної подачі (крім ШЦ-І).
Конструктивно штангенциркулі розрізняються за межею вимірювань, формою вимірювальних губок і рухомої рамки, а також за точністю вимірювань. У штангенциркулях типу ШЦ-І губки мають
ножевидну форму, внаслідок чого відразу отримується значення
вимірюваного розміру. Ці штангенциркулі обладнані лінійками
глибиноміра, виконаними спільно з рухомою рамкою для заміру
глибин і висот деталей.
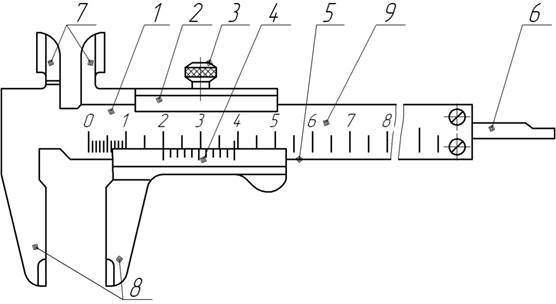
Рис. 2.1. Конструкція та будова штангенциркуля
ШЦ-І: 1 – штанга; 2 – рамка; 3 –
фіксатор; 4 – ноніус; 5 – робоча поверхня штанги; 6 – глибиномір; 7 – губки з вимірювальними поверхнями
кромок для вимірювання внутрішніх розмірів; 8 – губки з плоскими вимірювальними поверхнями для вимірювання
зовнішніх розмірів; 9 – шкала штанги
У штангенциркулях типу ШЦ-II і ШЦ-III губки виконані ступінчастими і мають певний
сумарний розмір, який слід додавати до розміру, що
вимірюється. Допускається оснащувати штангенциркулі пристосуваннями або допоміжними
вимірювальними поверхнями для розширення функціональних можливостей
(вимірювання висот, уступів, для розмітки площин на різних висотах від базового отвору, для побудови кутів тощо).
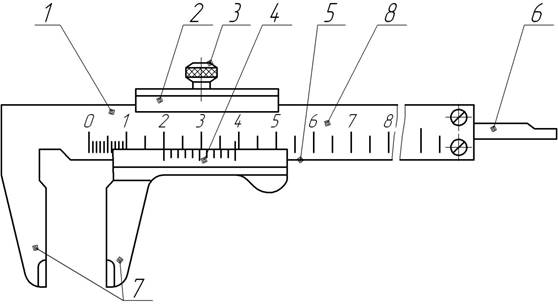
Рис. 2.2. Конструкція та будова штангенциркуля
ШЦТ-І: 1 – штанга; 2 – рамка; 3 –
фіксатор; 4 – ноніус; 5 – робоча поверхня штанги; 6 – глибиномір; 7
– губки з плоскими вимірювальними поверхнями для вимірювання зовнішніх
розмірів; 8 – шкала штанги
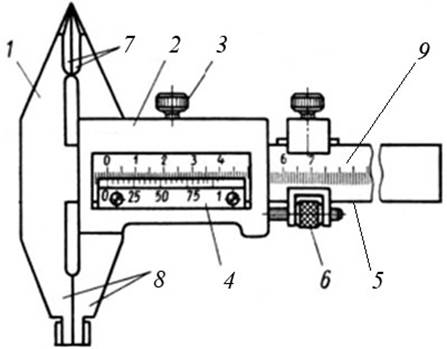
Рис. 2.3. Конструкція та будова штангенциркуля
ШЦ-ІІ: 1 – штанга;
2 – рамка; 3 –
фіксатор; 4 – ноніус; 5 – робоча поверхня штанги; 6 – пристрій тонкої установки рамки; 7 – губки з вимірювальними поверхнями
кромок для вимірювання зовнішніх розмірів; 8 – губки з плоскими і циліндровими вимірювальними поверхнями
для вимірювання зовнішніх і внутрішніх розмірів відповідно; 9 – шкала штанги
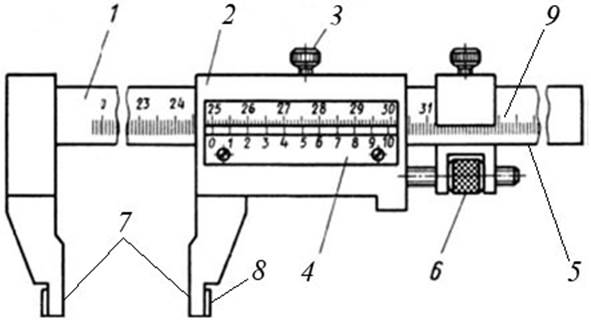
Рис. 2.4. Конструкція та будова штангенциркуля
ШЦ-ІІІ: 1 – штанга;
2 – рамка; 3 –
фіксатор; 4 – ноніус; 5 – робоча поверхня штанги; 6 – пристрій тонкої установки рамки; 7 – губки з плоскими вимірювальними
поверхнями для вимірювання зовнішніх розмірів; 8 – губки з циліндровими вимірювальними поверхнями для
вимірювання внутрішніх розмірів; 9 –
шкала штанги
Умовне позначення штангенциркуля типу II за ГОСТ 166-89 з діапазоном вимірювання 0-250 мм і
значенням відліку по ноніусу 0,05 мм:
Штангенциркуль
ШЦ-II-250-0,05
ГОСТ 166-89.
Умовне позначення штангенциркуля типу II за ГОСТ 166-89 з діапазоном вимірювання
250-630 мм і значенням
відліку по ноніусу 0,1 мм, класса точности 1:
Штангенциркуль
ШЦ-II-250-630-0,1-1
ГОСТ 166-89.
Умовне позначення штангенциркуля типу I за ГОСТ 166-89 з діапазоном вимірювання
0-150мм з ціною поділок кругової шкали 0,02 мм:
Штангенциркуль ШЦК-І-150-0,02 ГОСТ 166-89.
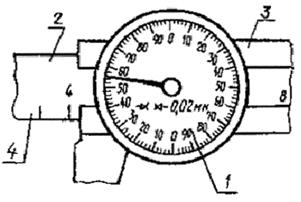
Рис. 2.5. Конструкція та будова штангенциркуля ШЦК: 1 – кругова шкала відлікового пристрою; 2 – штанга; 3 – рамка; 4 –
шкала штанги
Умовне позначення
штангенциркуля типу I за ГОСТ 166-89
з діапазоном вимірювання 0-125 мм
з кроком дискретності
цифрового відлікового пристрою 0,01 мм:
Штангенциркуль
ШЦЦ-І-125-0,01 ГОСТ 166-89.
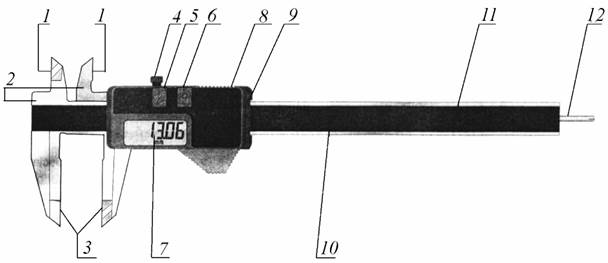
Рис. 2.6. Конструкція та
будова штангенциркуля з електронним відліком: 1 – поверхні для внутрішніх вимірів;
2 – поверхні для вимірів відстаней; 3 – поверхні для зовнішніх вимірів; 4 –
фіксатор; 5 – кнопка "M/Д"; 6 – кнопка "OFF/ON"; 7 – цифрове табло; 8 – роз’їм для
виведення даних; 9 – кришка батарейного відсіку; 10 – дискретна шкала із
захистом; 11 – планка; 12 – штир глибиноміра
В загальному, для всіх штангенінструментів є наявність відлікового
пристрою, який складається із шкали, штанги і додаткової шкали – ноніуса.
Штангенглибиномір
використовується для вимірювання глибин отворів і пазів, висоти деталей і
віддалі до буртиків чи виступів (рис. 2.7, а), їх виготовляють із відліком за ноніусом 0,1 і 0,05 мм,
межі вимірювання 0...1000 мм (див. додаток 2.1). Виділяють наступні
типи штангенглибиномірів: ШГ – з відліком за ноніусом; ШГК – з відліковим
пристроєм з круговою шкалою; ШГЦ – з електронним цифровим відліковим пристроєм.
Штангенрейсмас
використовується для розмітки, а також для вимірювання висот і виступів деталей
(рис. 2.7, б), їх виготовляють із відліком
за ноніусом 0,1 і 0,05мм, межі вимірювання 0...2500 мм, 6 типорозмірів
(див. додаток 2.1). Вимірювання і розмітку деталей виконують на
перевірочній або розміточній плиті.
Умовне позначення штангенглибиноміра
типу ШГ за ГОСТ 162-90 з діапазоном вимірювання 0-630 мм і значенням
відліку по ноніусу 0,05 мм:
Штангенглибиномір ШГ-630-0,05 ГОСТ 162-90.
Умовне позначення штангенглибиноміра типу ШГК за ГОСТ 162-90
з діапазоном вимірювання 0-250мм і ціною поділки 0,02мм:
Штангенглибиномір ШГК-250-0,02 ГОСТ 162-90.
Умовне позначення штангенглибиноміра типу ШГЦ за ГОСТ 162-90
з діапазоном вимірювання 0-200 мм і кроком дискретності 0,01мм:
Штангенглибиномір ШГЦ-200-0,01 ГОСТ 162-90.
|
|
|
|
а |
б |
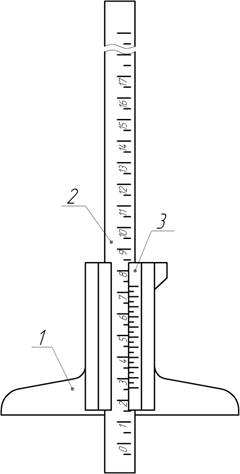
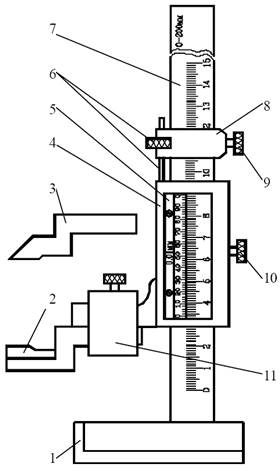
Рис. 2.7. Загальний
вигляд та конструкція глибиноміра з відліком по ноніусу типу ШГ а: 1 – рамка; 2
– штанга; 3 – ноніус; штангенрейсмуса з відліком по ноніусу типу ШР б: 1 –
основа; 2 – вимірювальна ніжка; 3 – розміточна ніжка; 4
– рамка; 5 – ноніус; 6 – гайка і гвинт мікрометричної подачі; 7 – штанга; рамка
мікрометричної подачі; 9 – штопорний гвинт для затиску рамки мікрометричної
подачі; 10 – штопорний гвинт для затиску рамки; 11 – хомут
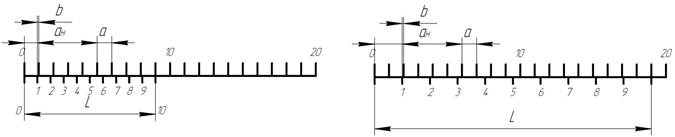
Відлік
показів за ноніусом. Для з’ясування принципу улаштування ноніуса
ознайомимось з найпростішим із них, який дозволяє відраховувати покази через
0,1 мм. Такий ноніус влаштований наступним чином: відрізок L
приймають на 1мм менше основної ділянки шкали (10 мм), що дорівнює дев’яти
поділкам основної шкали, таким чином 9 мм поділено в ноніуса на 10 рівних
частин (рис. 2.8, а). Отже,
довжина поділки шкали на ноніусі менша, ніж довжина поділки шкали на штанзі на
0,1 мм. Ця різниця називається відліком за ноніусом. Позначимо
довжину поділки шкали на штанзі а (а=1мм), довжина поділки шкали на
ноніусі ан (ан=0,9 мм), кількість поділок на
ноніусі n (n=10) і довжину ноніуса L (L=9 мм), визначимо відлік за
ноніусом:
![]() (1)
(1)
За дуже малої
довжини поділки шкали на ноніусі відлік показів в деякій мірі ускладнений. Для
усунення цього недоліку збільшують довжину поділки шкали на ноніусі за рахунок
більшої загальної довжини. Наприклад, для того, щоб збільшити довжину поділки
шкали ноніуса, при цьому ж відліку за ноніусом, слід його довжину збільшити з 9
до 19 мм (рис. 2.8, б) і розділити її на 10 частин. В цьому
випадку довжина поділки шкали на ноніусі ан складатиме
1,9 мм, а відлік за ноніусом становитиме:
![]() (2)
(2)
Якщо довжину
ноніуса L залишити попередньою, 19мм, але розділити цю віддаль на 20
частин (n = 20), то ан буде дорівнювати 0,95 мм і відлік за
ноніусом становитиме:
![]() (3)
(3)
а б
Рис. 2.8. Ноніус та принцип його улаштування
Відлік за ноніусом можна знайти і на основі іншої, більш простої
залежності. Якщо від початкового положення переміщувати ноніус відносно
основної шкали, то послідовно будуть співпадати перша, друга, третя і
насамкінець остання відмітки ноніуса. Всі ці послідовності співпадання відміток
ноніуса і штанги стануться в результаті переміщення ноніуса на довжину поділки
штанги і відлік за ноніусом буде дорівнювати:
![]() (4)
(4)
Із викладеного
слідує, що під час вимірювання, під час зсуву ноніуса відносно штанги, дрібна
частина міліметра kв дорівнює
порядковому номеру відмітки ноніуса k, яка співпадає з будь-якою відміткою шкали
штанги, помноженому на відлік за ноніусом b. Ціле число
міліметрів А розміру деталі визначається числом цілих поділок шкали,
замкнутих між нульовою відміткою шкали штанги і нульовою відміткою ноніуса.
Розмір деталі дорівнює А + kв (на рис. 2.9 відлік
дорівнює 3,6 мм).
Таким чином, відлік за ноніусом можна визначити за формулами:
 (5)
(5)
де γ –
модуль ноніуса.
Оскільки ![]() , то:
, то:
![]() .
.
Остаточно модуль
ноніуса визначається за формулою:
![]() (6)
(6)
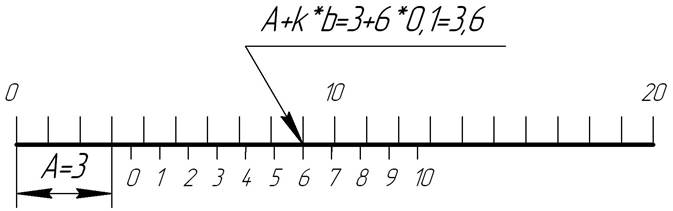
Рис. 2.9. Відлік за ноніусом
Модуль ноніуса характеризує відношення довжини поділок шкали ноніуса і
штанги, розтягнутість ноніуса. В СРСР модуль ноніуса для штангенінструментів
завжди дорівнює цілому числу, а відлік за ноніусом становить 0,1 і 0,05 мм.
Згідно з ГОСТ 162–90, ГОСТ 164–90
та ГОСТ 166–90 похибка показів штангенінструментів з границями вимірювань
до 1000 мм не повинна перевищувати подвоєного відліку за ноніусом: ![]() .
.
Технологія роботи
Вимірювальне
зусилля визначається на дотик – вимірювальні поверхні інструменту повинні бути
притиснуті до вимірюваної поверхні деталі щільно і разом з тим повинне бути
забезпечене їх відносне ковзання легким тертям деталі з поверхнею без кочення (рис. 2.10,
а, б).
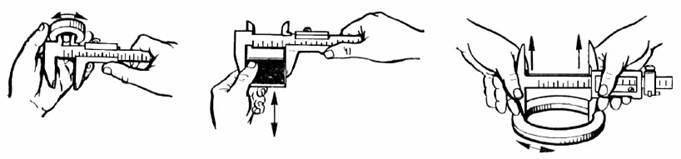
Рис. 2.10.
Перевірка зусилля вимірювання
Під час вимірювання
внутрішніх діаметрів великого розміру, вимірювальне зусилля перевіряється переміщенням
губок у вертикальній площині. Щоб уникнути перекосу при перевірці, слід
спиратися на середні пальці рук, розташувавши їх біля губок (рис. 2.10, в).
Після остаточної установки штангенциркуля великим і вказівним пальцями правої
руки при необхідності закріплюється рамка. При цьому штанга підтримується
рештою пальців цієї руки, а губки – лівої руки.
Штангенциркуль з відліком за ноніусом
Перед початком вимірювань необхідно виконати перевірку інструмента. В тому випадку, якщо штангенциркуль має перекошені губки, люфт рамки, забоїни, подряпини, продукти корозії на робочих поверхнях, стерті штрихи штанги і ноніусу, то таким інструментом
користуватися забороняється.
Далі слід перевірити правильність нульового покажчика інструмента. При дотичних вимірювальних поверхнях губок нульові штрихи штанги і ноніуса
повинні співпадати, проміжок між вимірювальними поверхнями
губок для зовнішніх вимірювань у справного інструменту не повинен перевищувати 0,003 мм за величини відліку за ноніусом 0,05 мм і 0,006 мм за величини відліку 0,1 мм. Величина проміжку визначається візуально за складеним з кінцевих мір
довжини зразка проміжку.
Відносний зсув нульових штрихів штанги і ноніусу не допускається. З метою його усунення, ноніус у штангенциркулів ШЦ-II і ШЦ-III може пересуватись
уздовж рамки, для чого отвори під кріпильні гвинти
виготовляються еліпсної форми. При зсуві нульового штриха ноніусу відносно
нульового штриха штанги, необхідно провести перестановку ноніусу, для чого слід відпустити гвинти кріплення ноніусу до рамки, пересунути ноніус в нульове положення і закріпити його гвинтами. Звільнивши затискні гвинти рамки, перевірити плавність її ходу – рамка повинна переміщатися по штанзі вільно, але, без коливань.
Для вимірювань штангенциркуль необхідно узяти правою рукою за штангу і, переміщаючи рамку великим пальцем правої руки за виступ на рамці, розвести губки інструменту на розмір дещо більший розміру деталі (при вимірюванні зовнішніх розмірів), або на розмір менше розміру отвору (при вимірюванні внутрішніх розмірів). Далі привести робочі поверхні губок
інструменту до зіткнення з вимірюваною поверхнею і перевірити правильність
положення вимірювальних губок щодо вимірюваних поверхонь. Необхідно стежити за тим, щоб губки штангенциркуля прилягали до
вимірюваних поверхонь за всією довжиною і не перекошувалися. При правильній установці інструменту лінія вимірювання 1 перпендикулярна осі деталі і проходить через її центр, а лінія вимірювання 2 перпендикулярна площині (див. рис. 2.11, а, в, д). Перекіс губок і замір за хордою недопустимі: при вимірюванні зовнішніх поверхонь це призведе до збільшення, а при вимірюванні внутрішніх – до зменшення розмірів (див. рис. 2.11, б, г, е).
Під час вимірювання незакріпленої деталі ліва рука повинна знаходитися за
губками і захоплювати деталь неподалік від губок (рис. 2.12), під час вимірювання закріпленої деталі ліва
рука повинна злегка притискувати губку штанги до вимірювальної поверхні (рис. 2.13). Правою рукою необхідно тримати
штангенциркуль за штангу (приблизно у горизонтальному положенні) і великим пальцем цієї ж руки переміщувати виступ до зіткнення з
вимірюваною поверхнею, не допускаючи перекосу губок і добиваючись нормального
вимірювального зусилля.
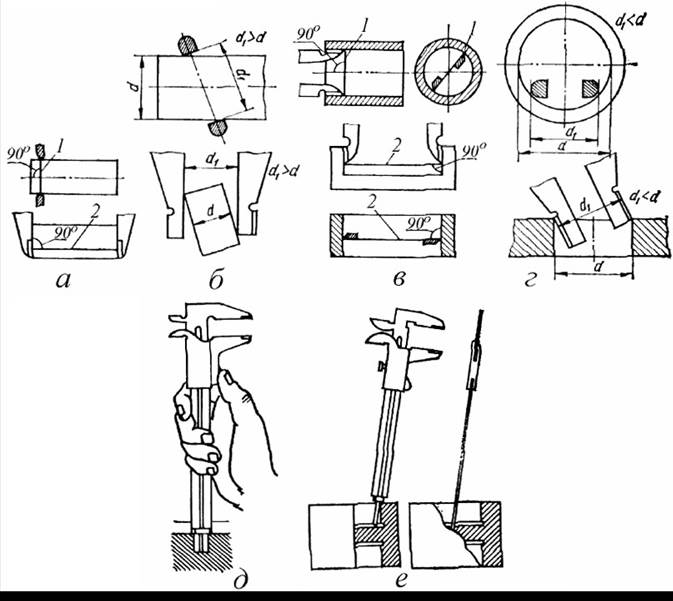
Рис. 2.11. Правила установки інструмента під час вимірювання: вірна (а, в, д); невірна
(б, г, е)
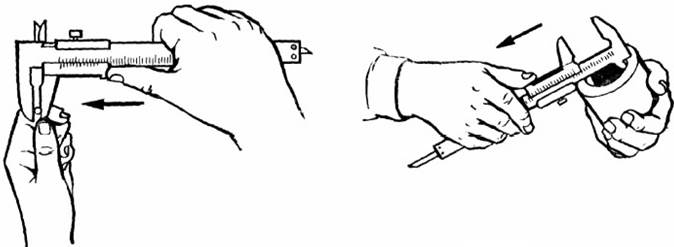
Рис. 2.12. Вимірювання
штангенциркулем зовнішніх (а) та внутрішніх (б) розмірів не закріпленої деталі
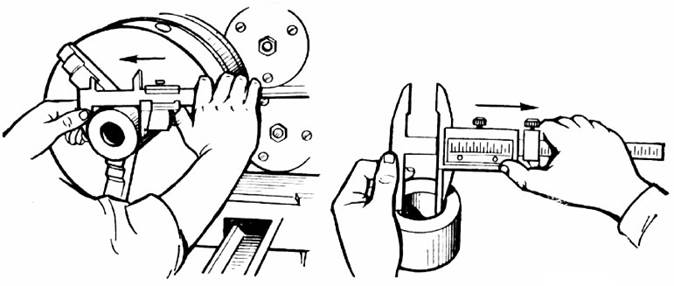
Рис. 2.13. Вимірювання
штангенциркулем зовнішніх (а) та внутрішніх (б) розмірів закріпленої деталі
Штангенглибиномір
Перед виконанням
вимірювань перевіряється правильність нульового положення двома способами:
1. Інструмент
опорною площиною основи встановлюється на розміточну плиту, потім торець штанги
стикається з плитою.
2. Вимірювальні
поверхні основи і штанги стикаються з ребром лекальної лінійки. Нульові штрихи
основної шкали і ноніуса повинні співпадати. При зсуві штрихів ноніуса і штанги
слід виконати переустановлення ноніуса (див. вимірювання штангенциркулем).
Для виконання
вимірювань опорна площина основи встановлюється на базову площину деталі і
щільно притискається лівою рукою, далі штанга правою рукою опускається в отвір
або паз, глибину якого необхідно виміряти, до зіткнення торцем з дном отвору
(паза).
Відлік показів
аналогічний відліку по штангенциркулю.
Штангенрейсмас
Правильність
установки нульового положення інструмента перевіряється за відповідністю співпадання
нульових штрихів шкал штанги і ноніуса при опусканні рамки до дотику ніжки з розміточною
плитою (при межі вимірювань 0…250 мм) (рис. 2.14, а) або з поверхнею, встановленою на
плиту плоскопаралельної кінцевої міри, довжина якої відповідає нижній межі
вимірювання інструмента (рис. 2.14, б).
Якщо нульові штрихи не співпадають, то необхідно послабити гвинти, що кріплять
ноніус, пересунути його в нульове положення, після чого закріпити гвинти.
Для вимірювань
деталь і інструмент встановлюються на розміточній плиті, лівою рукою основа штангенрейсмаса
притискається до плити, а правою рукою вимірювальна ніжка підводиться до
зіткнення з поверхнею, що вимірюється (рис. 2.14, б, в). Після цього рамка закріплюється стопорним гвинтом.
Вимірюваний розмір
визначається за основною шкалою і ноніусом. При вимірюванні внутрішніх розмірів,
до показів шкали необхідно додати товщину вимірювальної ніжки (розмір знаходиться на деталі).

Рис. 2.14. Перевірка нульового положення штангенрейсмаса, вимірювання та розмітка
за допомогою штангенрейсмаса
Порядок виконання
роботи
Ознайомитись з
загальними відомостями з теорії та конструкції штангенінструментів. Перевірити готовність штангенінструментів
до вимірювання (світлова щілина ніж вимірювальними губками повинна бути тонкою
і рівномірною, а нульовий і останній штрих шкали ноніуса співпадають із 0-им і
19-им або 39-им штрихом основної шкали.
Записати основні метрологічні характеристики
інструментів, що використовувались при вимірюваннях розмірів в лабораторній
роботі.
Користуючись формулами (5), визначити відлік за
ноніусом та модуль штангенінструментів.
Виконати креслення деталі з зазначенням всіх вимірюваних
розмірів, шорсткості поверхонь, допусків форми та розташування поверхонь та
записати отримані дані в протокол
вимірювання розмірів деталей.
Визначити абсолютну і відносну похибку вимірюваних
розмірів і занести в протокол
вимірювання розмірів деталей.
Для вимірювання розмірів
штангенциркулем, необхідно:
а) відкріпити рамку і
хомутик, пересунути їх вздовж штанги і розмістити рамку так, щоб вимірювану
деталь можна було встановити між вимірювальними площинами губок;
б) використовуючи мікрометричний пристрій, пересунути
рамку до прилягання поверхонь обох губок до поверхні вимірюваної деталі та в
цьому положенні закріпити стопорний гвинт рамки;
в) зняти інструмент з деталі, відрахувати покази за
шкалою штанги і за ноніусом.
Під час
вимірювання внутрішніх розмірів, до відліку за шкалою штанги і ноніуса слід
додати розмір товщини губок штангенциркуля, який на них позначений (ШЦ-ІІ,
ШЦ-ІІІ).
Зробити висновок про виконану роботу.
Вимоги до оформлення
звіту
Пред’явити повністю
оформлений звіт виконання лабораторної роботи з протоколом вимірювань розмірів
деталей викладачу
для перевірки і захисту лабораторної роботи. Результати виконання лабораторної
роботи представити у вигляді загальних відомостей за темою роботи, креслення деталі
з вказівкою всіх вимірюваних розмірів, шорсткості поверхонь, допусків форми та
розташування поверхонь, таблиці з результатами вимірювань, розрахунків відліку за ноніусом та модуля штангенінструментів, абсолютної та відносної
похибки і метрологічних характеристик інструментів, що використовувались при
вимірюваннях розмірів в лабораторній роботі, висновки.
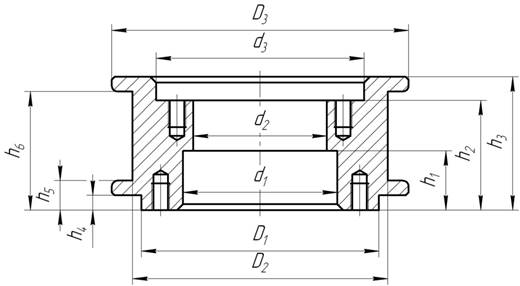
Рис. 2.15. Загальний вигляд деталі
та геометричні параметри, які слід заміряти
При вимірюваннях деталі необхідно:
1.
Штангенциркулями з ноніусним і електронним відліком виконувати виміри в двох
взаємоперпендикулярних площинах одного перерізу (виміри I-I і II-II).
2.
Штангенрейсмасом і штангенглибиноміром виміри виконувати в одній площині
спочатку з одної, а потім іншої сторони деталі.
Після закінчення
вимірювань по відомих залежностях визначають значення абсолютної та відносної похибок, приймаючи умовно за дійсне мінімальне значення розміру
деталі.
До основних
метрологічних характеристик інструментів відносять діапазон показів, ціну
поділки та інструментальну похибку.
Таблиця
2.1. Протокол результатів вимірювання розмірів деталей
|
№ з/п |
Вимірювальний інструмент |
Розмір деталі |
Значення розміру, мм |
Величина абсолютної
похибки, мм |
Величина відносної
похибки, % |
|
|
I-I |
II-II |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. |
Штангенциркуль |
d1 |
|
|
|
|
|
|
|
|
(
) |
(
) |
|
|
|
|
|
d2 |
|
|
|
|
|
|
|
|
(
) |
(
) |
|
|
|
|
|
d3 |
|
|
|
|
|
|
|
|
(
) |
(
) |
|
|
|
|
|
D1 |
|
|
|
|
|
|
|
|
(
) |
(
) |
|
|
|
|
|
D2 |
|
|
|
|
|
|
|
|
(
) |
(
) |
|
|
|
|
|
D3 |
|
|
|
|
|
|
|
|
(
) |
(
) |
|
|
|
2. |
Штангенглибиномір |
h1 |
|
|
|
|
|
|
|
h2 |
|
|
|
|
|
|
|
h3 |
|
|
|
|
|
3. |
Штангенрейсмас |
h4 |
|
|
|
|
|
|
|
h5 |
|
|
|
|
|
|
|
h6 |
|
|
|
|
Примітка.
Розміри в дужках для штангенциркуля з електронним відліком.
Контрольні
запитання
1.
Поясніть будову і принцип роботи:
a.
штангенциркуля з ноніусним відліком;
b.
штангенрейсмаса;
c.
штангенглибиноміра.
2.
Які методи вимірювань застосовуються при використанні
штангенінструментів з ноніусним і електронним відліками?
3.
Що таке діапазон вимірювань інструмента, довжина і ціна
поділки шкали?
4.
Чи (якщо можна, то як) можна переконатися в тому, що при
вимірюваннях діаметра отвори був заміряний діаметр, а не хорда?
1.
З яких складових складається інструментальна похибка
штангенінструментів?
2.
Як перевірити і відрегулювати штангенінструмент?
5.
Чи можна штангенциркулем з відліком по ноніусу 0,05 мм
заміряти розмір з точністю 0,03; 0,01; 0,1 мм?
6.
Як виглядатимуть ноніуси шкали (кількість ділень і ціна
ділення) якщо:
a.
ціна поділки основної шкали 1 мм, відлік за ноніусом
0,01 мм;
b.
ціна поділки основної шкали 1,5 мм, відлік за
ноніусом 0,03 мм;
c.
ціна поділки основної шкали 1,2 мм, відлік за
ноніусом 0,04 мм?
7.
Чи можна при вимірюванні діаметру валу (отвору)
користуватися мікрогвинтом перемішування рамки ноніусной шкали?
8.
При зімкненні
вимірювальних поверхонь штангенциркуля з ціною поділки 0,05 мм виходить
відлік 0,1 мм. Чи можна усунути цю несправність, якщо основна і ноніусна
шкали не мають похибок (вимірювальні поверхні губок чисті і не мають забоїн)?
Рекомендована література:
1.
Козловский Н.С.,
Виноградов А.Н. Основы стандартизации, допуски, посадки и технические измерения.
– М.: Машиностроение, 1982. – 286 с.
2.
Метрология,
стандартизация, сертификация. Лабораторный
практикум для
студентов специальностей 170400, 150200, 230100, 311300,
311400, 260300, 231000, 290300, 260100, 260200 всех
форм обучения / Кульминский А.Ф. – Сыктывкар: РИО СПбГЛТА, 2004. – 80 с.
3.
Якушев А.И.,
Воронцов Л.Н.,
Федотов Н.М.
Взаимозаменяемость, стандартизация и технические измерения: Ученик для вузов. –
М.: Машиностроение, 1987. – 352 с.

