ЛАБОРАТОРНА РОБОТА №3
Тема: Вимірювання розмірів деталей
мікрометричними інструментами та приладами.
Мета: Ознайомитись із будовою інструментів та їх технічними даними. Вивчити
методи та прийоми вимірювання розмірів деталей мікрометричними інструментами та
приладами. Навчитись вимірювати та контролювати розміри деталей мікрометричними
інструментами та приладами. Навчитись визначати відхилення форми циліндричної
деталі при використанні мікрометричних інструментів.
Обладнання та
оснащення робочого місця
Мікрометри гладкі МК
(ГОСТ 6507-90), мікрометричні глибиноміри ГМ (ГОСТ 7470-92),
мікрометричні нутроміри НМ (ДСТУ ГОСТ 17215:2009). Набори деталей для
вимірювання.
Загальні
відомості
До мікрометричних приладів загального призначення
відносять мікрометри, мікрометричні мікроміри і мікрометричні глибиноміри. Призначені для вимірювання
зовнішніх, внутрішніх розмірів, висот виступів і глибин прямим і абсолютним:
контактним методом. Принцип дії цих інструментів оснований на
використанні гвинтової пари гвинт-гайка для перетворення обертального руху
мікрогвинта в поступальний. Ціна поділки мікрометричних інструментів становить 0,01 мм.
Характеристика мікрометричних приладів загального призначення наведена в додатку
3.1.
Для вимірювання зовнішніх розмірів найбільш широко
використовують мікрометри різних типів (ГОСТ 6507-78).
Мікрометри
повинні бути виготовлені наступних типів:
-
МК - гладкі для вимірювання зовнішніх
розмірів виробів (рис. 3.1);
-
МЛ - листові з циферблатом для
вимірювання товщини листів та смуг (рис. 3.2);
-
МТ - трубні для вимірювання товщини
стінок труб (рис. 3.3);
-
МЗ - зубомірні для вимірювання довжини
загальної нормалі зубчатих коліс з модулем від 1 мм (рис. 3.4);
-
МГ - мікрометричні головки для
вимірювання переміщення (рис. 3.5);
-
МП - мікрометри для вимірювання товщини
дроту (рис. 3.6).
Примітка.
Найменший внутрішній діаметр труб, що вимірюються мікрометром типу МТ, повинен
бути 8 або 12 мм.
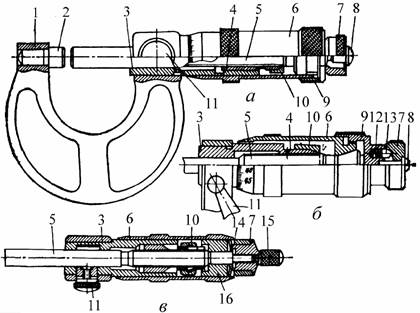
Рис. 3.1. Тип МК, мікрометр гладкий: 1 –
подковоподібна скоба; 2 – вимірювальна
п’ята; 3 – стебло; 4 – мікрометрична гайка; 5 – мікрометричний гвинт; 6 –
барабан; 7 – храповик; 8 – кріпильний гвинт; 9 – тріскачка; 10 – регулювальна гайка; 11
– стопорний пристрій; 12 – тарувальна пружина; 13 – штифт із скосом; 14 – пружинне
кільце; 15 – гайка; 16 – циліндрична втулка
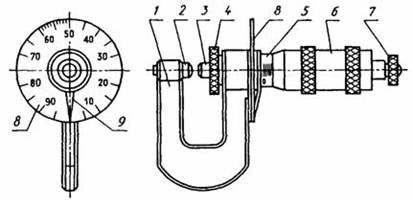
Рис. 3.2. Тип МЛ. Мікрометр
листовий: 1 ‑
скоба; 2 – п’ята; 3 ‑
мікрометричний гвинт; 4 ‑ стопор; 5 ‑ стебло; 6 ‑ барабан; 7
‑ тріскачка (фрикційна); 8 ‑ циферблат; 9 ‑
стрілка

Рис. 3.3. Тип МТ. Мікрометр трубний: 1 ‑ скоба; 2 – п’ята; 3
‑ мікрометричний гвинт; 4 ‑ стопор; 5 ‑
стебло; 6 ‑ барабан; 7 ‑ тріскачка (фрикційна)

Рис. 3.4. Тип МЗ. Мікрометр зубомірний: 1 ‑ скоба; 2 – п’ята; 3
‑ вимірювальна губка; 4 ‑ мікрометричний гвинт; 5
‑ стопор; 6 ‑ стебло; 7 ‑ барабан; 8
‑ тріскачка (фрикційна)
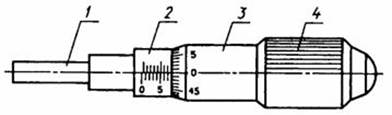
Рис. 3.5. Тип МГ. Мікрометрична
головка: 1 ‑ мікрометричний гвинт; 2 ‑ стебло; 3
‑ барабан; 4 ‑ тріскачка (фрикційна)
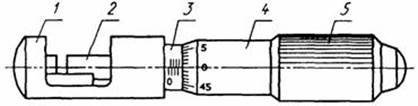
Рис. 3.6. Тип МП. Мікрометрична
головка: 1 ‑ корпус; 2 ‑ мікрометричний гвинт; 3
‑ стебло; 4 ‑ барабан; 5 ‑ тріскачка
(фрикційна)
Мікрометри слід
виготовляти:
- з
ціною поділки 0,01 мм – при відліку показів за шкалами стебла і барабана
(рис. 3.1-3.6);
- із
значенням відліку за ноніусом 0,001 мм ‑ при відліку показів за
шкалами стебла і барабана з ноніусом (рис. 3.7-3.8);
- з
кроком дискретності 0,001 мм – при відліку показів за електронним цифровим
відліковим пристроєм і шкалам стебла і барабана (рис. 3.9).
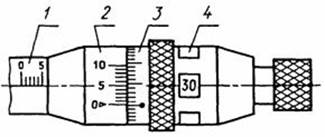
Рис. 3.7. Мікрометри з ціною
поділки 0,01 мм: 1
- стебло;
2 - ноніус, 3 - барабан; 4 - цифровий
відліковий пристрій
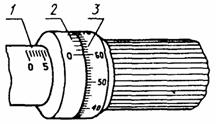
Рис. 3.8. Мікрометри із значенням
відліку за ноніусом 0,001 мм: 1 ‑ стебло; 2 ‑ ноніус, 3 ‑ барабан
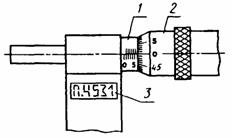
Рис. 3.9. Мікрометри з кроком
дискретності 0,001 мм: 1 ‑ стебло; 2 ‑ барабан; 3 ‑ електронний цифровий відліковий пристрій
Примітка. Рисунками 3.1-3.9 конструкція
мікрометрів не визначається.
Мікрометр
загального призначення з плоскими вимірювальними поверхнями (рис. 3.1)
складається із скоби і з запресованою в неї п’яткою з вимірювальною площиною і
стеблом. Мікрометричний гвинт вкручений в мікрометричну гайку стебла, а його
циліндрична частина з другою вимірювальною площиною направляється точним
отвором в лівій частині стебла. Мікрометричний гвинт з’єднаний з барабаном
ковпачком, в ньому є отвір, в який вставлений підпружинений зуб, що впирається
у впадину торцьової зубчатої поверхні тріскачкового пристрою. При повороті
тріскачки через підпружинений зуб мікрометричному гвинту передається деякий
крутний момент, необхідний для забезпечення вимірювального зусилля в межах 5…9 Н.
Гальмівний пристрій служить для фіксації мікрометричного гвинта в потрібному
положенні відносно скоби. Всі мікрометричні прилади засновані на застосуванні
принципу перетворення лінійних переміщень в кутові за допомогою гвинтової пари
з точним кроком: тому їх відліковий пристрій складається з двох шкал:
поздовжньої і кругової.
Поздовжня шкала,
поділки якої нанесені вздовж риски на стеблі, складається з двох частин. По
нижній частині відраховуються цілі міліметри, а по верхній – половини
міліметра, що відповідає кроку різьби мікрометричного гвинта. Покажчиком для
відліку за цією шкалою є торець конуса барабана. Кругова шкала із 50 поділок на
конічній частині барабана служить для відліку частин обороту гвинта. Покажчиком
для відліку по цій шкалі служить поздовжня риска на стеблі. Поворот
мікрометричного гвинта з барабаном на одну поділку відповідає переміщенню торця
цього гвинта на одну п’ятдесяту його кроку на 0,5/50=0,01 мм, де 0,5 мм
– крок різьби. Тому, ціна поділки шкали таких мікрометричних приладів дорівнює
0,01 мм.
Границі
вимірювань мікрометра залежать від розмірів скоби і від вимірювального
переміщення мікрометричного гвинта. Мікрометри загального призначення з
плоскими вимірювальними п’ятками для вимірювання розмірів до 300 мм
випускають з границям вимірювань 0…25, 25…50…, 275…300 мм., тобто через
кожні 25 мм з тим, щоб похибка кроку мікрометричного гвинта не
перевищувала 8…10 мкм.
Мікрометричний
нутромір служить для вимірювання внутрішніх розмірів. Прилад складається із
мікрометричної головки, наконечника і змінних подовжувачів (рис. 3.10).
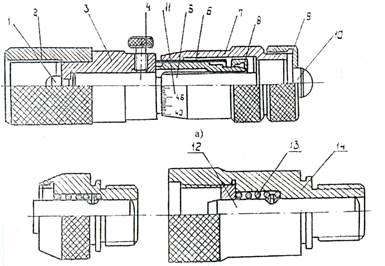
Рис. 3.10. Мікрометричний нутромір: 1. П’ята
(вимірювальний наконечник); 2. Внутрішня різьба; 3. Стебло; 4. Стопор; 5.
Хвостовик мікрометричного гвинта; 6. гільза; 7. Барабан; 8. Регулююча гайка; 9.
Затяжна гайка; 10. Мікрометричний гвинт; 11. Шкала; 12. Стержень; 13. Пружина;
14. Трубка
В мікрометричній головці до мікрометричного гвинта 5, який має вимірювальну
поверхню 10, за допомогою затяжної гайки 9 приєднаний барабан 7. Мікрометричний
гвинт вкручується в мікрометричну гайку 8 і центрується по каліброваному отворі
в стеблі 3. В потрібному положенні мікрометричний гвинт 5 може бути закріплений
стопорним гвинтом 4. На зовнішній циліндричній поверхні стебла 3 нанесені
поділки на відділах, які дорівнюють кроку мікрометричного гвинта 0,5 мм. В
лівій частині стебла 3 запресована п’ятка 1 з другою вимірювальною поверхнею, а
також нарізана внутрішня різьба 2. В цю різьбу вгвинчують або наконечник, без
якого взагалі забороняється проводити вимірювання, або подовжувачі, призначені
для збільшення границь вимірювання нутроміра.
Подовжувач
складається із стержня 12 визначеної довжини (13, 25, 50 мм), вставленого
в трубці 14 і пружини 13, необхідної для забезпечення постійного тиску при
згвинчуванні подовжувача з мікрометричною головкою.
Внутрішня різьба
трубки служить для приєднання наконечника, а зовнішня різьба – для вгвинчування
в мікрометричну головку. Комбінація подовжувачів в поєднанні з мікрометричною
головкою і наконечником дозволяє змінювати границі вимірювання від 75 до 175 мм
(див. табл. 3.1).
Таблиця 3.1.
Границі вимірювання нутроміра з подовжувачами
|
Границі вимірювання, мм |
Подовжувачі, які використовуються, мм |
||
|
75 – 88 |
- |
- |
- |
|
88 – 100 |
13 |
- |
- |
|
10 – 113 |
- |
25 |
- |
|
113 – 125 |
13 |
25 |
- |
|
125 – 138 |
- |
- |
50 |
|
138 – 150 |
13 |
- |
50 |
|
150 – 163 |
- |
25 |
50 |
|
163 - 175 |
13 |
25 |
50 |
На відміну від
мікрометра похибка нутроміра дещо більша через відсутність пристрою, який
забезпечує постійне вимірювальне зусилля. Границі допустимих похибок
мікрометричного нутроміра (ГОСТ 1045-75) залежать від вимірювального
розміру. Для розмірів до 125 мм границі допустимої похибки +0,006 мм.
Мікрометричний
глибиномір (рис. 3.11) служить для вимірювання глибини отворів, пазів,
висоти уступів і т.п. Він складається із основи 2 із запресованим в неї стеблом
4, мікрометричного гвинта 3 із змінним вимірювальним стержнем 1, барабана 5,
ковпачка 6 з тріскачкою 7 і штопора 8.
|
|
|
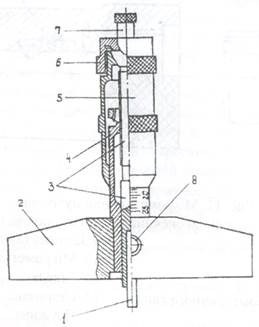

Рис. 3.11. Мікрометричний глибиномір: 1 – вимірювальний стрижень; 2 – основа; 3 – Мікрометричний
гвинт; 4 – стебло; 5 – барабан; 6 – ковпачок; 7 – тріскачка; 8 – штопор
Вимірювальними
поверхнями мікрометричного глибиноміра є нижня площина основи 2 і торець
змінного вимірювального стержня 1. Мікрометричні глибиноміри випускають з
чотирма змінними вимірювальними стержнями, що забезпечує границі вимірювання
від 0 до 150 мм. Згідно з ГОСТ 7470-78 глибиноміри випускають двох класів
точності 1 і 2-го. Границя допустимої похибки глибиноміра 2-го класу точності з
діапазоном вимірювання 0 – 100 мм не повинні перевищувати +0,005 мм.
Порядок виконання
роботи
Ознайомитись
з загальними відомостями з теорії та
конструкції мікрометричних приладів. Перевірити готовність мікрометричних
приладів до
вимірювання (світлова щілина ніж вимірювальними поверхнями повинна бути тонкою
і рівномірною.
Записати основні метрологічні характеристики
інструментів, що використовувались при вимірюваннях розмірів в лабораторній
роботі.
Виконати креслення
деталі з зазначенням всіх вимірюваних розмірів, шорсткості поверхонь, допусків
форми та розташування поверхонь та записати отримані дані в протокол вимірювання розмірів деталей.
Визначити абсолютну і
відносну похибку вимірюваних розмірів і занести в протокол
вимірювання розмірів деталей.
І. Вимірювання зовнішніх розмірів деталі
1. Перевірити
правильність установки мікрометра МК-25 (див. рис. 3.1) на нуль. Для цього
обертанням барабана за допомогою тріскачки (штопор відпущений) забезпечити
контакт вимірювальних площин. При перевірці мікрометра з границями вимірювання
25-50 мм і більше між вимірювальними площинами повинні вставлятися
установочні або кінцеві міри.
Після трикратного
потріскування тріскачки закріпити мікрометричний гвинт штопором, перевірити
співпадання нульового штриха кругової шкали барабана з поздовжньою рискою на
стеблі, а у випадку неспівпадання встановити на нуль у такій послідовності: а)
послабити з’єднання барабану 6 з мікрометричним гвинтом 5, для цього, утримуючи
барабан за накатану поверхню, відгвинтити кріпильний гвинт 8, злегка відпустити
тріскачку 9, перемістити барабан до співпадання нульового штриха кругової шкали
з нульовим штрихом поперечної шкали та поздовжньою рискою на стеблі і утримуючи
мікрометр за барабан, затягнути тріскачку та кріпильний гвинт до кінця, тобто
зафіксувати; б) відпустити штопор, повернути барабан проти годинникової стрілки
на 1-2 оберти і знову перевірити правильність установки на нуль. У випадку
необхідності повторити установку.
ІІ. Вимірювання внутрішніх розмірів деталі
1. Перевірити
установку мікрометричного нутроміра (рис. 3.10) на нуль. Для цього за
допомогою гвинта прикріпити в вертикальному положенні установочну скобу
розміром 75 мм до торця коробки приладу (рис. 3.12).

Рис. 3.12. Перевірка встановлення
мікрометричного нутроміра (головки) на нуль
а) прикрутити
наконечник до мікрометричного нутроміра, відпустити стопорний гвинт 4;
б) нутромір
ввести між поверхнями скоби і повертаючи мікро гвинт, досягти контакту з
вимірювальними площинами скоби;
в) злегка
коливаючи прилад, знайти найкоротшу віддаль;
г) закріпити
штопорний гвинт. Якщо нульова поділка барабана не співпаде з поздовжньою
рискою, то, відпустивши ковпачок, звільнити барабан (при відкручуванні ковпачка
мікрометричну головку треба тримати тільки за барабан), а потім повернути
барабан до спів падання нульової поділки з поздовжньою рискою і закріпити;
д) перевірити
правильність установки.
2. У випадку
необхідності прикрутити до мікрометричної головки подовжувачі.
3. Ввести мікрометричний
нутромір в отвір (рис. 3.10) і виконати вимірювання, коливаючи нутромір,
встановити його по діаметру (максимальний показ).
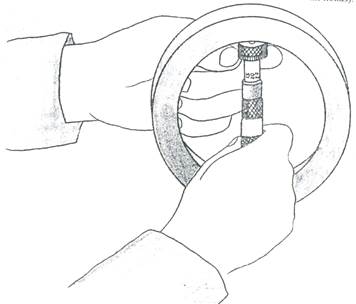
Рис. 3.13. Вимірювання мікрометричним
нутроміром
ІІІ. Вимірювання глибини отвору та висоти уступу
1. Перевірити
правильність установки глибиноміра на нуль. Для цього вставити вимірювальний
стержень з межами вимірювань 0…25 мм, встановити основу вимірювальною поверхнею на перевірочну плиту і злегка
притискуючи до плити, за допомогою тріскачки переміщувати мікро гвинт до дотику
вимірювального стержня з поверхнею плити;
а) закріпити
мікро гвинт штопором і в цьому положенні перевірити суміщення нульового штриха
на барабані з поздовжньою рискою на стеблі;
б) у випадку
неспівпадання штриха і риски настроїти глибиномір на нуль.
Для цього,
притримуючи мікрометричний глибиномір за барабан, відкрутити ковпачок (1-2
оберти) і від’єднати конус барабана від конуса мікрометричного гвинта
(натиснути на барабан в напрямку основи). Повернути барабан відносно стебла
так, щоб нульовий штрих співпав з поздовжньою рискою на стеблі. В цьому
положенні від’єднати барабан з мікрометричним гвинтом ковпачком, відпустити
стопор, перевірити правильність настройки;
в) при
необхідності повторити настройку.
2. Підібрати
необхідний вимірювальний стержень (якщо глибина отвору чи уступу більше 25мм і
помістити його в гніздо мікро гвинта.
3. Виміряти
глибину отворів і величину уступів. Для цього встановити на торцьову площину
деталі основу глибиноміра і повертанням мікрометричного гвинта за допомогою
тріскачки досягти контакту поверхні вимірювального стержня з дном отвору чи
уступу.
Зробити висновок про
виконану роботу.
Вимоги до оформлення звіту
Пред’явити повністю оформлений звіт виконання
лабораторної роботи з протоколом вимірювань розмірів деталей викладачу для
перевірки і захисту лабораторної роботи. Результати виконання лабораторної
роботи представити у вигляді загальних відомостей за темою роботи, креслення
деталі з вказівкою всіх вимірюваних розмірів, шорсткості поверхонь, допусків
форми та розташування поверхонь, таблиці з результатами вимірювань, розрахунків
відліку за показами мікрометра, абсолютної та відносної похибки і метрологічних
характеристик інструментів, що використовувались при вимірюваннях розмірів в
лабораторній роботі, висновки.
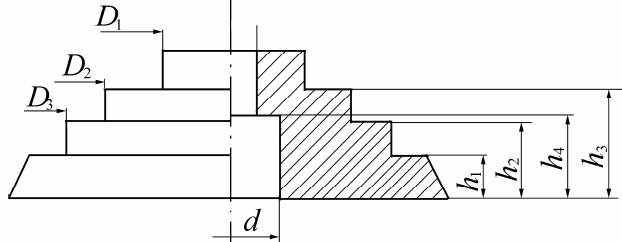
Рис. 3.14.
Загальний вигляд деталі та геометричні параметри, які слід заміряти
При вимірюваннях деталі необхідно:
1. Мікрометрами гладкими і мікрометричним нутроміром
виконувати виміри в двох взаємоперпендикулярних площинах одного перерізу
(виміри I-I і II-II).
2. Мікрометричним глибиноміром виміри виконувати в одній
площині спочатку з одної, а потім
іншої сторони деталі.
Після закінчення
вимірювань по відомих залежностях визначають значення абсолютної та відносної похибок, приймаючи умовно за дійсне мінімальне значення розміру
деталі.
До основних
метрологічних характеристик інструментів відносять діапазон показів, ціну
поділки та інструментальну похибку.
Таблиця 3.2. Протокол результатів вимірювання розмірів деталей
|
№ з/п |
Вимірювальний інструмент |
Розмір
деталі |
Значення розміру,
мм |
Величина абсолютної похибки, мм |
Величина відносної похибки, % |
|
|
I-I |
II-II |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. |
Мікрометр |
D1 |
|
|
|
|
|
|
|
D2 |
|
|
|
|
|
|
|
D3 |
|
|
|
|
|
|
|
h1 |
|
|
|
|
|
|
|
h2 |
|
|
|
|
|
|
|
h3 |
|
|
|
|
|
2. |
Глибиномір мікрометричний |
h4 |
|
|
|
|
|
3. |
Нутромір мікрометричний |
d |
|
|
|
|
Примітка.
Розміри в дужках для штангенциркуля з електронним відліком.
Контрольні
запитання
1.
Які
інструменти відносяться до мікрометричних?
2.
Поясніть будову і принцип роботи:
a.
мікрометра
гладкого;
b.
глибиноміра
мікрометричного;
c.
нутроміра
мікрометричного.
3.
Які методи
вимірювань застосовуються при використанні мікрометричних інструментів?
4.
Охарактеризуйте
поняття:
a.
діапазон вимірювань
інструменту;
b.
довжина поділки
шкали;
c.
ціна поділки
шкали.
5.
З яких складових
складається інструментальна похибка мікрометра, глибиноміра мікрометричного,
нутроміра мікрометричного?
6.
Як перевірити і
відрегулювати мікрометр, глибиномір мікрометричний, нутромір мікрометричний?
7.
Чому діапазон
вимірювання мікрометра не перевищує 25мм?
8.
Чи можна
відрегулювати вимірювальне зусилля в мікрометричних інструментах? Якщо можна,
то яким чином?
9.
Як правильно
заміряти діаметр отвору мікрометричним нутроміром?
10.
Чим створюється
вимірювальне зусилля в мікрометричних інструментах? Яка його величина?
11.
Як виглядатиме
шкала мікрометра, якщо крок мікрогвинта Р=1мм,
а ціна поділки на барабані 0,02мм?
12.
Чи можна
проводити виміри мікрометричними інструментами при зіпсованій тріскачки?
Рекомендована література:
1.
Козловский Н.С., Виноградов А.Н.
Основы стандартизации, допуски, посадки и технические измерения. – М.:
Машиностроение, 1982. – 286с.
2.
Метрология, стандартизация, сертификация.
Лабораторный практикум для студентов специальностей 170400, 150200, 230100,
311300, 311400, 260300, 231000, 290300, 260100, 260200 всех форм обучения /
Кульминский А.Ф. – Сыктывкар: РИО СПбГЛТА, 2004. – 80с.
3.
Якушев А.И., Воронцов Л.Н.,
Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения:
Ученик для вузов. – М.: Машиностроение, 1987. – 352с.

