Тема 7. Застосування роботів і робототехнічних систем
Робот є складним
технічним пристроєм, створюваним на основі мехатронного підходу, що складається
з маніпулятора і системи управління та призначеним для переміщення предметів
праці в просторі.
В якості предметів
праці можуть виступати:
– у машинобудуванні:
заготовки, деталі, інструмент, ємності з розплавленим металом і т. п;
– в атомній
промисловості: стрижні радіоактивного матеріалу, кришки люків, прилади контролю
і т. п;
– в дослідних
(інформаційних) роботах: теле- і відеокамери, бурові інструменти, космічні
модулі і т. п .;
|
|
– в роботах для
екстремальних умов: спеціальні пристрої для обробки місцевості, навісні
знаряддя для обробки землі, поверхні будівель і т. д.
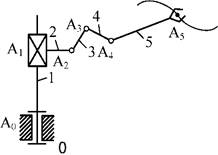
В роботі для
виконання рухових функцій використовується маніпулятор, що представляє собою
ряд кінематичних ланок, з'єднаних між собою кінематичними парами (рис. 7.1).
|
7.1 Маніпулятор робота |
Одна з ланок є
стійкою і нерухомою, а інші можуть
здійснювати керовані руху завдяки впливу з боку приводів. У маніпуляторах роботів
використовуються однорухомі обертальні або поступальні кінематичні пари
п'ятого класу. Поширеність в маніпуляторах роботів
одинрухомих кінематичних пар п'ятого класу пояснюється тим, що такі пари
забезпечують |
відносний рух кінематичних ланок, що
утворюють їх, один відносно одного по одній координаті, а отже, для переміщення
однієї ланки відносно іншого потрібно один привід.
Силова дія приводів
на ланки маніпулятора формується відповідно до сигналів, що управляють,
поступають від системи управління робота, які, у свою чергу, формуються
відповідно до заданого руху захвату, а також з урахуванням стану робота і
технологічного довкілля. Таким чином, під дією приводів робота ланки
маніпулятора і його захват здійснюватимуть цілком певні переміщення в просторі.
|
Для роботів найбільш
характерні два типа завдань на переміщення захвата: Переміщення від однієї точки до іншої за
заданий період часу – позиційне
керування. В цьому випадку задаються
координати початкової, проміжних і кінцевій точок (рис.
7.2). |
|
|
Рис 7.2.
Позиційне керування |
1. Траєкторія руху
захвату і швидкість його руху між точками не регламентується.
Зрозуміло, що
число таких точок може бути нескінченно великим. Істотним моментом являється
те, що в кожній точці захват повинен зупинитись. Це означає, що кожну пару
сусідніх точок можна розглядати, як початкову та кінцеву.
Одним із випадків позиційного керування є
циклове керування, коли захват повинен здійснювати рух між двома точками:
початковою та кінцевою. Прикладом позиційного та циклового керування може бути
рух від місця зберігання заготовки до пристосування верстата, перенос
інструменту від однієї точки розмітки до іншої і т. д.
Для такого керування характерна та обставина,
що в початковій і кінцевій точках швидкість і прискорення захвата повинні бути
рівні нулю.
2. Переміщення захвата по заданій
траєкторії і заданому в часі закону руху по цій траєкторії – контурне
керування. В цьому випадку задається траєкторія руху захвата в часі, тобто
задається закон руху захвата по координатам x, у, z в вигляді: x =
x(t); у
= у(t); z = z(t), а також орієнтація захвата при русі по траєкторії в функції
часу. Орієнтація захвата в просторі може задаватися або з використанням кутів
Ейлера: Ψ = Ψ (t), θ = θ(t) φ= φ(t) або за
допомогою направляючих косинусів (за допомогою кутів між осями координат
інерціальної системи координат і осями координат схвата) x0^Zn=f1(t), y0^Zn=f2(t), x0^yn=f3(t).
Лазерний
робототехнічний комплекс. Робототехнічний комплекс
призначений для лазерного різання складних контурів на горизонтальній площині.
До складу комплексу входять: маніпулятор з кінематичною схемою SCARA,
твердотільний лазер як робочий орган, комп'ютер типу IBM з вбудованим
контролером руху та системою графічного програмування в середовищі Lab View.
Робот використовується для контурного переміщення різака
в робочій зоні. Обрана кінематична схема забезпечує високу точність руху
маніпулятора (відхилення від програмної траєкторії не більше
Компактний лазер типу АИГ-Nd виготовлений на основі
алюмоітрієвого граната і володіє наступними основними характеристиками: довжина
хвилі 1,06 мкм, потужність випромінювання 150 Вт, фокусна відстань
Управління функціональними рухами мехатронної системи
(тобто спільно виконавчими електроприводами багатоступеневого маніпулятора і
режимами роботи лазера) здійснюється пристроєм керування, який включає:
комп'ютер типу IBM PC промислового виконання; контролер руху типу Tech 80 серії
5650 на базі цифрового сигнального процесора (час квантування 100 мкс, 8
каналів вводу/виводу, керування приводом через 16-бітний ЦАП або ШИМ); силові
перетворювачі типу CPCR-MR05.
Програмне забезпечення системи керування розроблено в
середовищі графічного програмування LabView, яка представляє собою потужний
інструментальний засіб для організації інтерфейсу користувача, розробки
алгоритмів для контролера руху, автоматичної генерації керуючих програм для
робота і допоміжного технологічного обладнання.
Створена спеціальна бібліотека керування складним рухом,
яка має більше 150 команд для наступних основних функцій: початкової
ініціалізації системи; планування траєкторії руху лазера з комп'ютерним
кресленням заготівлі (підготовленому, наприклад, в середовищі AutoCAD);
розрахунку оптимальних законів руху приводів у часі; керування контурним рухом
маніпулятора в реальному часі; математичних функцій; калібрування механічної
частини системи; конфігурації блоків керування, інкодер, обмежувачів; зв'язку
пристрою керування із зовнішнім обладнанням.
Розроблена система керування має відкриту будову, що
дозволяє варіювати набір використовуваних датчиків інформації, змінювати
параметри регуляторів у процесі руху, інтегрувати комплекс в складні виробничі
комплекси через локальні мережі.
Робототехнічний
комплекс механообробки.
Робототехнічний комплекс (РТК) призначений для виконання операцій механообробки
деталей із пластмас і легких сплавів. До числа типових операцій відносяться
зачистка задирок, зняття облою, шліфування контурів і поверхонь, свердління
отворів, зняття фасок.
До складу РТК входять: промисловий робот РМ-01, що
включає маніпулятор РUMA-560
і пристрій керування «Сфера-36», комп'ютер верхнього рівня типу IВМ РС, блок
пневмоелектроаппаратури, змінні робочі органи (тужавіння, інструментальні
пневмоголовки), комплект ріжучого інструменту (фрези, напилки, металеві щітки),
пристрій силового застосування з блоком вводу аналогових сигналів в пристрій
управління і багатофункціональний адаптер ввода-виводу сигналів в комп'ютер.
Для виконання на РТК технологічних виробничих процесів
можливе включення до його складу роликового транспортера і механізму подачі
палет із заготовками, а також поворотного столу з фіксаторами. Технологічне
обладнання РТК забезпечується пневможивлення під тиском 0,5 МПа. Зокрема, при
механічній обробці використовується в як робочий орган спеціальна пневмоголовка
виробництва фірми NОKIА (Фінляндія), яка кріпиться
до зовнішньому фланця сіломоментного датчика (рис. 7.3). Основні технічні
характеристики пневмоголовки: потужність 160 Вт, частота обертання вихідного
валу 28000 об/хв, маса
Електромеханічний маніпулятор PUМА-560 антропоморфного типу
має 6 обертальних ступенів рухливості. Приводи ступенів рухливості створені на
базі двигунів постійного струму з захисними гальмами і інкрементальними
інкодерами в якості датчиків зворотного зв'язку.
|
Рис. 7.3. Робочий орган технологічного робота |
Вантажопідйомність робота
Пристрій силомоментного здійснення складається з двох
функціональних модулів: датчика сили і блоку обробки силової інформації. Датчик
сили конструктивно виконаний у вигляді плоских хрестоподібних пластин, на межі
яких наклеєні тензорезистори. Конструкція датчика передбачає вимірювання трьох
компонент вектора сили, що діє на робочий орган робота: сили, перпендикулярної
фланця датчика сили (Fz), і двох
моментів у площині фланця (Мх і Му). В якості чутливих елементів обрані
фольгові тензорезистори типу КФ 5П1-3200-А12. Датчик виготовлений з
алюмінієвого сплаву Д16-Т, що володіє високим значенням модуля Юнга і малої
питомою масою. Блок обробки силомоментної інформації призначений для
перетворення сигналів з тензопідсилювача в три інформаційних сигналу про вектор
сил, чинному на робочий орган. Блок виконаний у вигляді окремої плати і
встановлений в корпус тензопідсилювача. Технічні характеристики пристрою
силомоментного здійснення в цілому такі: кількість вимірюваних компонент
вектора сил – 3 (осьова навантаження до 50 Н; поперечні сили по осях X і У
до 25 Н на плечі
При управлінні роботом на операціях механообработки
основна функція комп'ютера полягає в обробці сигналів від датчика
силомоментного здійснення та вироблення сигналів корекції руху.
Якщо датчик сил і моментів містить вбудований
мікропроцесор, то організація обміну інформацією з комп'ютером не становить
труднощів. В іншому випадку необхідно використовувати багатофункціональний
адаптер (МА), який здійснює погодження аналогових і цифрових сигналів з
системною шиною комп'ютера. МА являє собою електронний модуль (плату), що
вставляється в слот IВМ
РС. Адаптер містить наступні функціональні вузли: аналого-цифровий перетворювач
з комутатором на вході, цифро-аналоговий перетворювач, пристрій паралельного
вводу-виводу і таймер. Серійний комплект пристрою управління «Сфера-36» не має
можливості введення та обробки аналогової інформації. Тому на базі стандартного
модуля аналогового вводу (МАВ) цієї стійки управління був реалізований
контролер вводу аналогових сигналів з сіломоментного датчика. Шість каналів
модуля МАВ служать для введення сигналів з потенціометричних датчиків,
розташованих в ступенях рухливості маніпулятора. Решта два канали АЦП, які в
штатному режимі використовуються для тестування системи, переведені в режим
зв'язку із зовнішніми датчиками сигналів. Зв'язок між пристроєм управління
«СФЕРА» і комп'ютером забезпечується спеціальними драйверами.

