Лабораторна робота №4. Багатотактні
системи пневмоавтоматики
Мета роботи: Вивчення циклових
систем автоматики. Складання завдання на розробку системи. Постановка завдання.
Отримання навичок по збірці і наладці схем, до складу яких входить кілька
виконавчих пристроїв (функціональних модулів). Застосування багаторежимних
пристроїв. Система з паралельною та асинхронною роботою виконавчих пристроїв
пневмоавтоматики.
Багатотактні системи першого класу.
Багатотактними (цикловими) називаються циклові
системи, що виконують певну послідовність дій. При цьому основною відмінністю
від однотактних систем є виконання ланцюжка логічних команд в залежності від
внутрішніх умов (стану системи в умовах предметної або часової невизначеності),
а не від зовнішнього впливу. Тобто дії одного пристрою зумовлюються діями інших
модулів.
Застосування
таких систем можна зустріти на дуже багатьох автоматизованих харчових
виробництвах, наприклад, лініях по складанню та упаковки різних виробів
(об’єктів обробки). Основною перевагою багатотактних систем є висока
продуктивність та швидкодія, відносно мала кількість робочого персоналу,
задіяного при роботі системи.
Складання
послідовності дій системи (перший клас).
Ділянка автоматизованої потокової
лінії (АПЛ). На об’єкти обробки – вироби, що йдуть по конвеєру,
необхідно наносити маркування. Після
виконання заданої операції перший вироб вивантажується з конвеєра в лоток і
процес повторюється для наступного виробу. Необхідно
підібрати технічні засоби пневмоавтоматики, скласти схему роботи, довести
правільність розв’язання задачи.
2. Підбір необхідних технічних засобів для схеми, яку розробляємо.
Вибір числа функціональних модулів.
Виходячи з умови задачі, бачимо, що в
системі присутні дві основні дії: нанесення маркування та вивантаження виробів.
Тому поділяємо схему системного модуля на два модуля.
Підбір складу функціональних модулів системи.
Функціональний модуль №1.
Виконавчий пристрій.
Основна дія: нанесення маркування на вироб
за допомогою штампа.
Зворотна дія: повернення штампа у початкове
(підняте) положення. Оскільки пневмопривід виконує роботу як
при основній дії (операція штампування), так і при зворотній (підйом штампу), обираємо
виконавчий механізм – пневматичний циліндр (ПЦ-1) двосторонньої дії. Початкове
положення – шток циліндра втягнутий, тобто штамп піднято.
Керування.
Для забезпечення потрібного положення штока ПЦ-1 застосуємо 5/2 розподільний клапан з пневматичним управлінням,
оскільки для штампа необхідно дотримуватися вимог підвищеної безпеки -
утримання штампа у верхньому положенні навіть при раптовому зникненні сигналу
керування, застосуємо моностабільне керування .
Контроль.
Основна дія – штампування, отже необхідно
контролювати зусилля,
що розвивається пневмоприводом у висунутому положенні штока ПЦ-1. Для контролю зусилля застосуємо реле
тиску, а висунуте положення штока фіксуємо за допомогою 3/2 моностабільного
клапана з механічним керуванням (натиснення ролика рухомим штоком циліндра).
Зворотна дія – підйом штампа у
початкове (вихідне) положення: отже, необхідно
контролювати втягнуте положення штока ПЦ-1. Для цього застосуємо датчик
контролю положення (3/2 моностабільний розподільний клапан з механічним
керуванням).
Функціональний модуль №2.
Виконавчий пристрій.
Основна
дія: вивантаження виробу
в лоток. Зворотня дія:
підготовка до вивантаження наступного виробу. Оскільки пневмопривід
виконує роботу тільки за основну дію, обираємо виконавчий механізм -
пневмоциліндр (ПЦ-2) однобічної дії зі зворотною пружиною, тобто - моностабільний. Початкове положення – шток пневмоціліндра втягнутий.
Керування.
Для керування
положенням штока ПЦ-2 односторонньої дії вибираємо 3/2
розподільний клапан з пневматичним управлінням. Оскільки при роботі модуля
немає будьяких додаткових умов, наприклад, утримання при відсутності сигналу
керування, застосуємо бістабільне управління.
Контроль.
Основна дія – вивантаження виробу в лоток, отже,
необхідно контролювати висунуте положення штока ПЦ 2, тому для
контролю положення штока застосуємо 3/2 моностабільний розподільний клапан з
механічним керуванням (натиснення ролика рухомим штоком циліндра).
Зворотна дія – повернення
приводу в початкове положення, отже, необхідно контролювати
втягнуте положення штока ПЦ 2, тому застосуємо 3/2 моностабільний клапан з
механічним керуванням (натиснення ролика). Якщо неможливо
встановити клапан для контролю втягнутого положення штока ПЦ-2, застосуємо
контроль за часом: визначаємо час, необхідний пневмоприводу для повернення
штока у початковий стан. За допомогою реле часу подаємо сигнал про завершення
втягування штока через вказаний проміжок часу.
Початок роботи системи.
Робота починається за сигналом від стартової
кнопки. При цьому важливою умовою є багаторазовість роботи системи. Тому
вибираємо в якості кнопки «Пуск» 3/2 розподільний клапан з ручним керуванням і
фіксацією положення.
3. Побудова структури процесу роботи.
Позначимо роботу першого виконавчого пристрою як ![]() (1 – висунення штока,
(1 – висунення штока,![]() – повернення штока у початкове
положення) а другого виконавчого пристрою, відповідно,
– повернення штока у початкове
положення) а другого виконавчого пристрою, відповідно, ![]() . У відповідності з заданою послідовністю дій пристроїв,
складемо логічні вирази лінійного
ланцюга системи:
. У відповідності з заданою послідовністю дій пристроїв,
складемо логічні вирази лінійного
ланцюга системи:
![]()
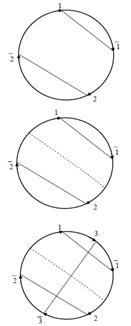
Згідно з циклом роботи модулів
складаємо функціональний граф процесу з підграфом зв'язку (рис. 4.1.а).
Проаналізувавши граф, доповнюємо систему елементами пам'яті згідно ліній
невизначеності (рис.4.1.6, в). При цьому необхідно мінімізувати кількість
елементів пам'яті, що входять до складу системи. У нашому випадку достатньо додавання
тільки одного елемента пам'яті. При цьому послідовність дій з урахуванням
елемента пам'яті буде наступною:
![]()
Функціональний модуль №3 (елемент пам'яті).
Виконавчий пристрій
Основна дія: запам'ятовування сигналу. Дія зворотна: підготовка до виконання основної дії. Оскільки даній модуль не
виконує ніякої роботи, в якості виконавчого пристрою обираємо 5/2 розподільний
клапан з бістабільним пневматичним керуванням.
Керування.
Для елемента пам'яті пристрій
управління співпадає з виконавчим пристроєм.
Контроль.
Для елемента
пам'яті виходи розподільного клапана є одночасно сигналами про перехід клапана
у відповідний стан, тому додаткові засоби контролю не застосовуємо.
Складаємо логічні вирази команд
управління для керуючих пристроїв всіх функціональних модулів системи. При
цьому слід враховувати варіант управління розподільчим клапаном (бістабільний
або моностабільний). Оскільки
в першому функціональному модулі ФМ 1 в якості керуючого пристрою застосований
розподільний клапан з моностабільним управлінням, вирази команд складаємо за
моностабільним варіантом. Однак з метою придбання необхідних навичок команди для
всіх керуючих пристроїв схеми (крім елементів пам'яті) слід складати як для
бістабільного, так і для моностабільного варіантів управління.
Бістабільне керування:


Моностабільне керування:
![]()
![]()
Після складання логічних рівнянь команд управління
доповнюємо комплект обладнання, якщо це необхідно, пристроями логіки (клапани
логічного «І» і логічного «АБО»). Приступаємо до побудови схеми та її
реалізації безпосередньо на фізичних моделях (послідовність підключення
пристроїв див.
Лабораторна робота №1).
|
Рис. 4.1. Побудова
функціонального графа |
а) Функціональний граф з підграфом
зв’язку у
відповідності з початковим завданням; система з 2 модулів б) Функціональний граф з підграфом
зв’язку і
підграфом невизначеності в) Функціональний граф з підграфом
зв’язку,
підграфом невизначеності, доповнений одним елементом пам’яті: модуль №3 |
Багатотактні системи другого класу
складності з багаторежимними пристроями.
Практичні системи пневмоавтоматики
налічують, як правило, 20-30 виконавчих пристроїв, що виконують до 100 операцій
і дій. Застосування в
схемах тільки однорежимних пристроїв призвело б до того, що кількість
виконавчих пристроїв дорівнювало б числу виконуваних операцій. Це рівносильно
подорожчає системи в кілька разів. Тому при створенні схем розробники прагнуть
мінімізувати кількість пристроїв, що входять до складу системи. Одним із
способів мінімізації являється робота деяких функціональних модулів по кілька
разів протягом одного циклу. Наприклад,
в деталі потрібно просвердлити два отвори. Для цього деталь необхідно зафіксувати
спочатку з одного боку, потім повернути і зафіксувати з іншого боку. Операцію
фіксації може виконувати один і той же привід. Такий привід буде
багаторежимним. Багаторежимними є
пристрої, які під час наступного циклу роботи системи виконують свої дії кілька
разів.
Побудова системи з багаторежимними пристроями другого класу складності.
1.
Постановка завдання.
Ділянка
автоматизованої потокової лінії (АПЛ). На
деталі, що йдуть по
конвеєру, наносяться маркування у двох місцях: з одного боку вироба та з іншого. Процес повинен бути циклічним.
Необхідно підібрати апаратурну схему роботи ділянки.
Примітка: з двох боків наноситься однакове
маркування.
2.
Підбір
необхідних пристроїв для схеми, що
розробляється.
Вибір числа
функціональних модулів.
Виходячи з умови
задачі, бачимо, що в системі присутні три основних дії - дворазове нанесення
маркування і переміщення деталей. Спочатку можна розбити схему на три
функціональних модуля, але для зменшення кількості пристроїв, що входять до
складу схеми, маркування можна наносити за допомогою одного багаторежимного
приводу, тому, незважаючи на те, що основних дій в системі три, розбиваємо його
на два функціональних модуля.
Підбір складу функціональних модулів системи.
Функціональний модуль №1 (багаторежимний).
Виконавчий пристрій.
Основна дія: нанесення маркування па вироб
за допомогою штампа. Дія
зворотна: повернення
штампа у вихідне (підняте) положення. Оскільки привід
виконує роботу як при основній дії (операції штампування),
так і при зворотньої (підйом штампу), вибираємо в якості виконавчого пристрою
пневмоциліндр ПЦ 1 двосторонньої дії, бістабільний. Початкове
положення ПЦ 1 – шток втягнутий (штамп піднято).
Керування.
Для керування
циліндром вибираємо 5/2 розподільчий клапан з пневматичним управлінням.
Оскільки для штампа необхідно дотримуватися вимогі підвищеної безпеки
(утримання штампа у верхньому положенні навіть при раптовому зникненні сигналу
управління), застосовуємо моностабільне керування
Контроль.
Основна дія - штампування,
отже, необхідно контролювати зусилля, що розвивається приводом у висунутому
положенні штока. Застосовуємо для контролю зусилля реле тиску, а висунуне
положення штока привода фіксуємо за допомогою 3/2 моностабільного клапана з
механічним управлінням (ролик).
Зворотна дія - підняття штампу у вихідне
положення, звідси необхідно контролювати втягнуте положення штока. Для цього
застосуємо датчик контролю положення (3/2 моностабільний розподільний клапан з
механічним керуванням).
Функціональний модуль №2.
Виконавчий пристрій.
Дія основна: переміщення деталі в
другу робочу позицію. Дія зворотна: підготовка до переміщення наступної деталі. Оскільки привід
виконує роботу тільки за основною дією, обираємо моностабільний циліндр
однобічної дії зі зворотною пружиною. Початкове положення - шток пневмоциліндра втягнутий.
Керування.
Для керування циліндром односторонньої
дії обираємо 3/2 розподільний клапан з пневматичним управлінням. Оскільки
при роботі модуля немає ніяких додаткових умов (наприклад, утримання при
відсутності сигналу управління), застосовуємо бістабільне управління.
Контроль.
Основна дія – переміщення
деталі, отже, необхідно контролювати висунуте
положення штока циліндра. Застосовуємо для контролю положення 3/2
моностабільний розподільний клапан з механічним управлінням (ролик).
Зворотна дія - повернення приводу в початкове
положення, отже, необхідно контролювати втягнуте положення штока. Застосовуємо для
контролю положення 3/2 моностабільний клапан з механічним управлінням (ролик). Якщо неможливо
встановити клапан для контролю втягнутого положення штока, застосовуємо
контроль за часом. Визначаємо час, необхідний приводу для повернення. За
допомогою реле часу подаємо
сигнал про завершення втягування штока через вказаний проміжок часу.
Початок роботи системи.
Пристрої
починають свою роботу за командою від кнопки «Старт». У якості пускової
кнопки застосуємо 3/2 розподільний клапан з ручним керуванням і фіксацією
положення для виконання умови циклічності дій системи.
3.
Побудова структури
процесу.
У системі присутні 2 функціональних модуля (2
виконавчих пристроя). Роботу першого виконавчого пристрою позначимо як ![]() (1 – рух штока,
(1 – рух штока,![]() - повернення у початкове положення) і другого
виконавчого пристрою, відповідно,
- повернення у початкове положення) і другого
виконавчого пристрою, відповідно, ![]() . Виходячи з необхідної послідовності дій пристроїв, складемо
логічний ланцюжок роботи системи:
. Виходячи з необхідної послідовності дій пристроїв, складемо
логічний ланцюжок роботи системи:
![]()
Згідно з циклом роботи пристроїв
складаємо функціональний граф процесу (рис. 4.2.а). Наносимо на граф підграф
предметної невизначеності (якщо це необхідно) і доповнюємо систему елементами
пам'яті згідно ліній невизначеності (рис. 4.2.6, в). Для нормальної роботи
системи достатньо додавання одного елемента пам'яті.
Функціональний модуль №3 (елемент пам’яті).
Виконавчий пристрій.
Дія основна:
запам'ятовування сигналу. Дія зворотна: підготовка до виконання
основної дії. Оскільки даний функціональний модуль не виконує ніякої роботи,
обираємо як виконавчий пристрої 5/2 розподільний клапан з бістабільним
пневматичним керуванням.
Керування.
Для елемента
пам'яті пристрій управління збігається з
виконавчим пристроєм.
Контроль.
Для елемента
пам'яті виходи розподільного клапана являються одночасно сигналами про перехід
клапана у відповідний стан, тому додаткові засоби контролю не застосовуються
![]()
Складаємо логічні вирази команд для
керуючих пристроїв всіх функціональних модулів системи. При цьому слід враховувати
керування розподільного клапану (бістабільний або моностабільний).
Бістабільне
керування:


Моностабільне керування:
![]()
![]()
У відповідності з виразами керуючих команд приступаємо
до побудови схеми та її збірки безпосередньо на
стендах.
|
Рис. 4.2. Побудова
функціонального графа для системи з багаторежимним пристроєм |
а)
Функціональний граф з підграфом зв’язку у
відповідності з початковим завданням; система з 2 модулів
в) Функціональний граф з модуль 3 б) Функціональний граф з |
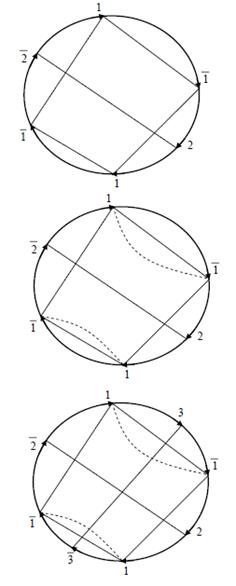
в) Функціональний граф з
підграфом зв’язку, підграфом невизначеності, доповнений одним
елементом пам’яті: модуль №3
Багатотактні асинхронні системи
третього класу складності з одночасним виконанням кількох дій.
Для скорочення часу виготовлення
харчових виробів або складання обєктів обробки, а відповідно,
збільшення продуктивності автоматизованої потокової лінії (АПЛ), окремі
операції можна виконувати одночасно. Системи із застосуванням одночасно
працюючих пристроїв називають асинхронними.
Відразу виникає питання, чому ж одночасна дія в цьому випадку не буде
синхронною? По-перше, кілька функціональних модулів отримали одночасно керуючу
команду, виконують різні технологічні функції, і тривалість їх виконання
визначається технологією, а не одночасною подачею команд. По-друге, навіть для
однакових функцій, наприклад, подача комплектуючих на складальну позицію, час
їх виконання залежатиме від ваги деталі, стану обладнання, тиску в лініях
системи, довжини з'єднувальних шлангів і багатьох інших факторів.
Побудова асинхронної системи.
Ділянка АПЛ. Після подачі в робочу
зону корпусної деталі в неї необхідно запресовувати з двох сторін заглушки.
Після встановлення заглушок, робочий процес повинен повторитися для наступної
деталі. Необхідно підібрати апаратуру і скласти схему роботи ділянки.
2.
Підбір необхідних пристроїв для схеми, що розробляється.
Вибір
числа функціональних модулів.
Система виконує 2 основні дії - подача
корпусу деталі, що виготовляється, і запресовування заглушок. Запресовку
заглушок можна виконувати одночасно з допомогою двох приводів. Подачу деталі в
робочу зону здійснюємо за допомогою третього приводу. Виходячи з цього,
розбиваємо систему на 3 функціональних модуля.
Підбір
складу функціональних модулів системи.
Функціональний модуль №1
Виконавчий
пристрій.
Дія основна: подача деталі в робочу зону.
Дія зворотна:
підготовка до подачі наступної деталі (повернення у початкове
положення). Оскільки привід виконує роботу тільки за основної дії, обираємо
моностабільний пневматичний циліндр однобічної дії зі зворотною пружиною.
Початкове положення: шток пневмоциліндра втягнутий.
Управління.
Для
управління циліндром односторонньої дії обираємо 3/2 розподільний клапан з
пневматичним управлінням. Оскільки
при роботі модуля немає яких-небудь додаткових умов, застосовуємо бістабільне
управління.
Контроль.
Основна дія – переміщення деталі, отже, необхідно
контролювати висунуте положення штока циліндра. Застосовуємо для контролю
положення 3/2 моностабільний розподільний клапан з механічним управлінням.
механическим
управлением.
Зворотна дія - повернення приводу у початкове
положення, отже, необхідно контролювати втягнуте положення штока приводного
циліндра ПЦ 1. Застосовуємо для контролю положення 3/2 моностабільний клапан с
механічним управлінням.
Функціональні модулі
№2 і №3
Виконавчий
пристрій.
Дія основна: запресування заглушки в
корпус деталі. Дія зворотна: повернення приводу в початкове
положення (підготовка до наступної деталі). Оскільки, привід
виконує роботу лише при оновній дії, вибираємо пневматичний циліндр
односторонньої дії з поворотною пружиною. Початковий
стан - шток пнемоциліндра втягнутий. Для того, щоб заглушки не вдаряти об корпус деталі,
поставимо дросель, регулюючи
швидкість висування штока циліндра.
Управління.
Для
управління циліндром вибираємо 4/2 розподільчий клапан з пневматичним
управлінням. Оскільки при
роботі модуля немає будь-яких додаткових умов, застосовуємо бістабільне
управління.
Контроль.
Основна дія -
запресовування заглушки, отже необхідно контролювати зусилля,
що розвивається приводом в витягнутому положенні штока. Застосовуємо для контролю
зусилля реле тиску, а положення фіксуємо за допомогою 3/2 моностабільного
клапана з механічним управлінням.
Зворотна дія - повернення приводу в початкове
положення, отже, необхідно контролювати втягнуте положення штока.
Для цього застосуємо датчик контролю положення (3/2 моностабільний розподільний
клапан з механічним керуванням).
Початок роботи системи.
Робота
починається за сигналом від стартової кнопки. При цьому важливою умовою є
багаторазовість роботи системи. Тому як кнопка «Пуск» - 3/2 розподільний клапан
з ручним управлінням і фіксованим положенням.
3.
Побудова структури процесу.
Складаємо логічний ланцюжок послідовних дій виконавчих пристроїв
всіх функціональних модулів:
![]()
де![]() - робота виконавчих пристроїв
відповідних функціональних модулів.
- робота виконавчих пристроїв
відповідних функціональних модулів.
Згідно з циклом роботи пристроїв
складаємо функціональний граф процесу (рис.4.2.а). Проаналізувавши
функціональний граф, доповнюємо систему елементами пам'яті згідно лініям
невизначеності (рис. 4.2.б, в). У даній системі досить додавання
тільки одного елемента пам'яті - функціонального модуля (ФМ №4).
Коригуємо послідовність виконуваних
дій в схемі з урахуванням роботи елемента пам'яті:
![]()
Функціональний модуль №4 (елемент пам’яті).
Виконавчий
пристрій
Дія основна: запам'ятовування сигналу. Дія зворотня: підготовка до виконання
основної дії. Оскільки даний функціональний модуль не виконує ніякої роботи,
обираємо в якості виконавчого пристрою 4/2 розподільний клапан з бістабільним
пневматичним управлінням.
Управління.
Для елемента пам'яті пристрій
управління співпадає з виконавчим пристроєм.
Контроль.
Для елемента пам'яті виходи
розподільного клапана є одночасно сигналами про перехід клапана у відповідний
стан, тому додаткові кошти для контролю не застосовуємо.
Складаємо логічні вирази команд,
враховуючи тип керуючого пристрою (моностабільний або бістабільний).
Бістабільне
управління:


Згідно з логічними виразами команд складаємо
схему і підключаємо всі пристрої, що входять до її складу (послідовність
підклюсення пристроїв див. лабораторна робота №1).
б) Функціональний граф з а) Функціональний граф з
підграфом зв’язку
і підграфом невизначеності
підграфом зв’язку
у відповідності з початковим завданням; система з 2 модулів
в) Функціональний граф з
підграфом зв’язку,
підграфом невизначеності, доповнений одним елементом пам’яті: модуль №3
Рис. 4.3. Побудова функціонального
графа для асинхронної системи
Контрольні
запитання для
самопідготовки
1.
Дайте визначення багатотактної
системи. Які умови або пристрої відрізняють її від
одноразової.
2.
Які пристрої називаються багаторежимними. Наведіть приклади застосування в
автоматизованих системах..
3.
Чи необхідний у кожній багатотактній системі функціональний модуль у
вигляді елемента пам’яті.
4.
У яких випадках бажано застосування моностабільного розподільного клапана в
якості керуючого пристрою.
Приклад такої системи.
5.
Синхроннаі одночасна робота пристроїв – це одне й те ж
поняття? Відповідь обгрунтувати на конкретних прикладах.
Завдання до лабораторної роботи №4
Скласти цикл
роботи системи, розробити схему і
перевірити на стенді правильність її роботи.
1.
Багатотактні системи першого класу.
1.1.
Для запресовування заглушки, корпус деталі за допомогою пневмозахвата (ФМ1) фіксується
в одному положенні. Після цього привід ФМ2 виробляє
запресовку заглушки. Деталь буде відпущена тільки після повернення приводу для
запресовування у вихідне положення.
1.2.
Перед тим, як просвердлити отвори в деталі, її необхідно
точно встановити на
робочому столі. Для цього заготовку за
допомогою приводу подачі (ФМ1) поміщають
в робочу зону,
встановлюючи таким чином деталь по координаті Х. Після
чого, за допомогою другого приводу
(ФМ2), позиціонують по координаті Y. Після
обробки деталі спочатку повертається у вихідну позицію привід подачі, а потім привід
ФМ2.
1.3.
На корпус розподільника необхідно наклеювати умовне
позначення пристрою. Для цього в робочу зону
спочатку подається корпусна деталь (ФМ1),
до якої потім із заданим зусиллям приклеюється пластина
з маркуванням (ФМ2). (1
- 2 - не2 - не1).
1.4.
Готові вироби з робочої зони потрапляють на лінію
відвантаження. Після подачі виробів приводом ФМ1,
за допомогою приводу вивантаження (ФМ2)
їх укладають в лотки
з готовою продукцією.
2.
Багатотактні системи другого класу
(з багаторежимними пристроями).
2.1.
Установка двох пружин
в корпус клапана
проводиться маніпулятором. Корпус
фіксується на позиції
зборки притискним циліндром ФМ1, після чого, за допомогою приводу ФМ2 за 3 секунди в нього встановлюється 1-а пружина. Корпус повертається приводом ФМ3 на 180о і встановлюється друга пружина (ФМ2). Фіксація
корпусу припиняється і операція повторюється.
2.2.
На обробному центрі виконуються 4
кріпильні отвори в кришці циліндра. Після
завантаження кришки виконуються
два отвори, робоча
подача інструменту здійснюється приводом ФМ1.
Кришка за допомогою приводу ФМ2 переміщається на
проміжну позицію і виконуються ще два отвори.
2.3.
Дозатор заповнює ємність двома порціями розчину
№1 і однією порцією розчину №2. Заповнення
ємності шляхом витіснення з дозатора необхідної порції
розчину забезпечується пневмоциліндром
ФМ1. Заповнення відбувається
за 4 секунди. Перемикання від резервуара з
розчином №1 на резервуар з розчином №2 здійснюється
за допомогою клапана ФМ2. Процес виконується циклічно.
3.
Багатотактні системи третього класу (одночасне виконання декількох дій).
3.1.
На упаковку з готовим
виробом одночасно наклеюється
етикетка з назвою та штрих-кодом (ФМ1) і проставляється дата виготовлення (ФМ2), після чого виріб витісняється наступною упаковкою, під
дією приводу завантаження ФМ3, і процес повторюється.
3.2.
У касету з верхніх лотків завантажуються дві
корпусні кришки за
допомогою приводів ФМ1 і ФМ2. Заповнена
касета виймається приводом ФМ3 (початкове
положення - шток висунутий)
після чого, під власною вагою на позицію завантаження
опускається наступна касета (час 3 секунди).
Процес повторюється.
3.3.
На поверхню пластини наноситься порошок, який надходить з форсунки. Подача
порошку (форсунка відкрита або закрита) управляється за допомогою клапана ФМ2.
Для рівномірного нанесення порошку пластина переміщається (ФМ1) з постійною
швидкістю. Для розподілу порошку по ширині пластини, вона приводиться в рух за
допомогою віброприводу ФМ3 (циліндр, що здійснює зворотньо-поступальний рух
біля датчика контролю висунутого положення). Після закінчення ходу пластини всі
пристрої переходять в початкове положення, процес повторюється.
При побудові схем
на стенді необхідно
намагатися розташовувати пристрої,
що виконують подібні функції, на
одному рівні (наприклад, керуючі та виконавчі пристрої паралельно один одному, як це показано на схемах в лабораторних роботах).

