Тема. Загальні розрахунки проектування підрозділів сучасного
виробництва
|
Лабораторна робота № 2 тривалість виробничого циклу обробки партії виробів |
|

Мета – набуття практичних навичок з встановлення
тривалості виробничого циклу в залежності від виду руху виробів на виробництві.
Короткі теоретичні відомості
Існує
послідовний, послідовно-паралельний (або змішаний) та паралельний види руху
предметів праці у виробництві.
Під
час послідовного руху вся партія виробів, що оброблюється, передається із
попередньої операції на наступну тільки після повного завершення обробки всіх
предметів праці на попередній операції. Даний вид руху предметів праці простий
в плануванні, але тривалий за часом та потребує додаткових площ для складування
виробів. Характерний для одиничного типу виробництва. Графік послідовного виду
руху для n=4 предметів праці
та m=5 операцій
представлено на рис. 2.1.
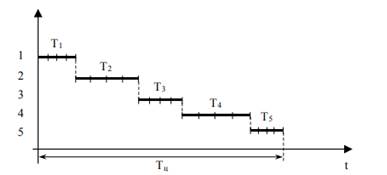
Рис. 2.1 – Схема
послідовного руху виробів
Тривалість технологічного циклу
обробки партії деталей
для послідовного руху предметів праці розраховується за формулою:
де n i – розмір партії деталей,
шт.;
t
i – норма штучного часу на i-й операції, хв.;
с
i– число робочих місць на i-й операції;
m –
кількість операцій, на яких обробляється партія деталей.
Для
послідовно-паралельного (або змішаного) виду руху предметів праці на
виробництві відбувається часткове перекриття часу виконання суміжних операцій
таким чином, що обробка партії виробів на наступній операції починається ще до
завершення обробки всієї партії виробів на попередній операції. Під час
організації даного виду руху виробів необхідно:
-
скоротити тривалість технологічного циклу до максимуму,
-
операції на робочих
місцях повинні виконуватися безперервно.
Послідовно-паралельний
(або змішаний) вид руху предметів праці є найбільш складним для
планування та реалізації. Використовується у серійному виробництві.
Графік
послідовно-паралельного (або змішаного)
виду руху для n=4 предметів праці та m=5 операцій та поштучній
передачі виробу з однієї операції на іншу представлено на рис. 2.2.
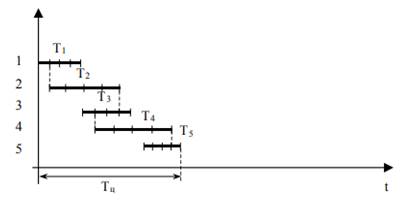
Рис. 2.2 – Схема
послідовно-паралельного руху виробів
Під
час побудови графіка послідовно-паралельного (або змішаного) виду необхідно:
- якщо наступна операція триваліша за попередню передача виробу
відбувається одразу після обробки першого виробу (або першої транспортної
партії) на попередній операції. В цьому випадку графік передачі виробів
зображують праворуч від точки передачі;
- якщо наступна операція коротша за попередню то спочатку з кінця
відрізка, що визначає тривалість обробки виробу на попередній операції,
опускається перпендикулярна лінія. Праворуч відкладають тривалість обробки
одного виробу (або транспортної партії) на наступній операції, а ліворуч
тривалість обробки всіх інших виробів (або транспортної партії), що залишилися
на цій операції.
Тривалість
технологічного циклу обробки партії деталей при паралельно-
послідовному виді руху предметів праці розраховується
за формулою:

де ![]() – сумарний час на
виконання найбільш коротких операції між парою
суміжних операцій з
врахуванням кількості одиниць устаткування, хв.
– сумарний час на
виконання найбільш коротких операції між парою
суміжних операцій з
врахуванням кількості одиниць устаткування, хв.
Під час паралельного руху окремі вироби
передаються з попередньої операції на наступну одразу після закінчення обробки
на попередній операції незалежно від всіх інших виробів. В цьому випадку
максимально завантажене обладнання тільки на найбільш трудомістких операціях, а
всі інші операції виконуються з перервами. Характеризується невеликим циклом
обробки та використовується у масовому виробництві.
Під
час побудови графіка паралельного виду руху виробів необхідно:
-
спочатку будувати східчастий графік обробки одного виробу на
всіх операціях;
-
визначити операцію з найбільшою тривалістю;
-
для найбільш трудомісткої операції праворуч відкладається
тривалість обробки всіх інших виробів;
-
через точки, що характеризують час завершення обробки кожного з
виробів на найбільш тривалішій операції, будують решту графіків-сходинок.
Графік паралельного виду руху для n=4 предметів праці та m=5 операцій та поштучній передачі
виробу з однієї операції на іншу представлено на рис. 2.3.
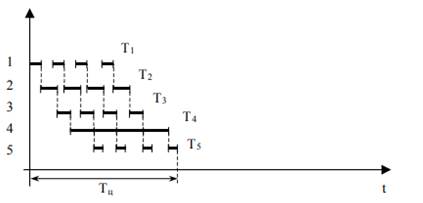
Рис. 2.3 – Схема
паралельного руху виробів
Тривалість
технологічного циклу обробки партії деталей при паралельному виді руху
предметів праці розраховується за формулою:
де р – розмір транспортної (передавальною) партії, шт;
![]() max –– норма часу максимальною
за тривалістю i-й операції
з врахуванням числа робочих місць, хв
max –– норма часу максимальною
за тривалістю i-й операції
з врахуванням числа робочих місць, хв
Порядок виконання роботи
1. Ознайомлення з алгоритмом
розрахунку технологічного циклу та побудови графіків виготовлення виробів для послідовного,
послідовно-паралельного та паралельного виду руху виробів на виробництві.
2. Розрахувати тривалість
технологічного циклу оброки партії виробів для послідовного,
послідовно-паралельного та паралельного виду руху виробів на виробництві.
Зробити порівняння та висновки.
3. Побудувати графіки виготовлення виробів для
послідовного, послідовно-паралельного та паралельного виду руху.
4. Висновки.
Зміст звіту
1. Мета роботи.
2. Розрахунки технологічного циклу оброки
партії виробів.
3. Графіки виготовлення виробів для
послідовного, послідовно-паралельного та паралельного виду руху виробів на
виробництві.
4. Висновки.
![]()
![]()