Тема. Загальні розрахунки проектування підрозділів сучасного
виробництва
|
Лабораторна робота № 1 ПОБУДОВА
ГРАФІКІВ ЗАВАНТАЖЕННЯ ОБЛАДНАННЯ |
|

Мета роботи – набуття практичних
навичок з графічного відображення ефективності використання верстатів.
Короткі
теоретичні відомості
Для кожного верстата в технологічному процесі
повинні бути підраховані коефіцієнт завантаження і коефіцієнт використання
верстата за основним часом. Коефіцієнт завантаження верстата
Одержані
коефіцієнти завантаження верстатів не повинні перевищувати допустимих
(нормативних) значень.
Середній коефіцієнт завантаження верстатів
дільниці визначається відношенням сумарної розрахункової кількості верстатів до
сумарної прийнятої кількості. Середній коефіцієнт завантаження верстатів
дільниці чи цеху не потокового виробництва, як правило, вищий ніж на потокових лініях. Для низьких значеннях ηз (нижче рекомендованих) в умовах
одиничного, дрібносерійного, серійного виробництв необхідно планувати обробку
інших деталей на верстатах дільниці з метою їх повного завантаження.
Коефіцієнт використання верстатів за основним
(технологічним) часом ηо свідчить про частку основного (машинного
часу) в загальному часі роботи верстата. Він визначається як відношення
основного часу до штучного (для масового) або штучно-калькуляційного часу (для
серійного, одиничного виробництва):
![]()
За значеннями
η о на всіх
операціях визначається середній (як середнє арифметичне) коефіцієнт
використання верстатів дільниці (цеху) η сер о.
![]()
Високий коефіцієнт використання обладнання за
основним часом характеризує раціональну побудову операцій. Низький коефіцієнт
свідчить про значні витрати часу на допоміжні роботи (встановлення і зняття
заготовок, налагодження і зміну інструмента та ін.). Потрібно, щоб η о був якомога ближчим до 1.
Розрахунок кількості
обладнання на дільниці (в цеху), а також коефіцієнтів ηз і
η о доцільно
оформляти у вигляді таблиці 1.1.
Таблиця 1.1 – Кількість обладнання та
коефіцієнти завантаження і використання верстатів за основним часом
|
Операція |
Розрахункова кількість
верстатів |
Прийнята кількість верстатів mр. |
hз.ф |
hз.ф.с |
hо.ф |
hо.ф.с |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
Ʃ |
Ʃ |
Ʃ |
Ʃ |
За
значеннями η з і
η о будуються графіки (рисунок 1.1; 2.2), проводяться
лінії η серз і η серо
.
Графіки
служать наочним засобом оцінювання
техніко-економічної ефективності розробленого технологічного процесу.
Для
оцінювання будуються такі графіки:
1) завантаження металорізальних верстатів;
2) використання металорізальних верстатів за
основним часом.
По
горизонтальній осі графіка завантаження верстатів (рис. 1.1) рівними
інтервалами умовно зображуються верстати технологічного процесу вказуючи їх моделі. Доцільно також вказати
найменування операцій.
По вертикальній осі у вигляді прямокутників у
відсотках або відносних одиницях відкладається коефіцієнт завантаження
металорізальних верстатів.
Таким
чином, графік виконується у вигляді гістограми, тобто прямокутників з різними
висотами, відповідними коефіцієнтам завантаження верстатів, розташованих
послідовно по горизонтальній осі в порядку виконання технологічного процесу. На
графіку лінією, паралельною горизонтальній осі,
показується середній коефіцієнт завантаження верстатів.
Аналіз побудованого графіка завантаження
верстатів виявить причини, що викликали значні коливання коефіцієнтів:
завантаження окремих верстатів, а отже, і відхилень середнього коефіцієнта
завантаження. На підставі аналізу повинні бути внесені пропозиції щодо
технологічного процесу.
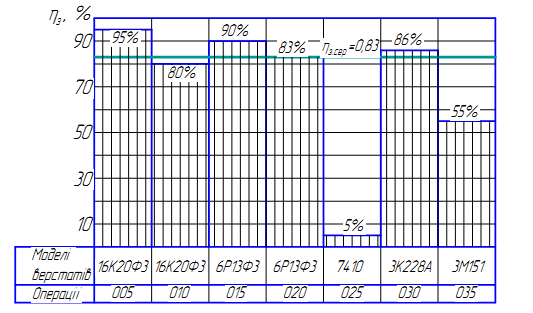
Рис.1.1 – Графік завантаження
верстатів
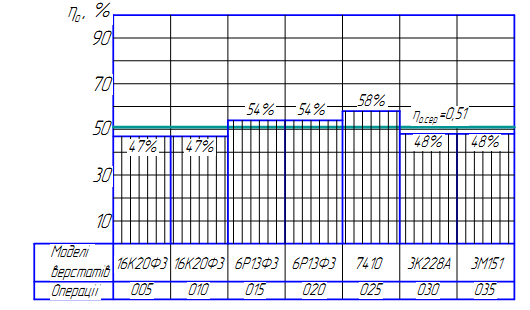
Рис. 1.2 –
Графік використання верстатів за основним часом
Графік
використання верстатів за основним часом, так само як і графік завантаження
верстатів, будується для кожного верстата (кожної операції) технологічного
процесу. На підставі коефіцієнта для окремих верстатів визначається і
показується на графіку середній коефіцієнт використання верстатів за основним
часом.
Побудований
графік використання верстатів за основним часом, так само як і графік
завантаження верстатів, необхідно проаналізувати за всіма операціями
технологічного процесу і дати свої пропозиції щодо його поліпшення.
Порядок виконання роботи
1. Ознайомлення з алгоритмом
побудови графіків завантаження обладнання.
2. На основі заданого маршруту
механічної обробки та норм основного часу визначити норму штучного часу та
кількість обладнання.
3. Виконати необхідні розрахунки для визначення
коефіцієнту завантаження і коефіцієнту використання верстата за основним часом.
4. Побудувати графіки
завантаження обладнання.
5. Висновки.
Зміст звіту
1. Мета роботи.
2. Розрахунки завантаження обладнання.
3. Графіки завантаження обладнання.
4. Висновки.
![]()
![]()