19 РОТАЦІЙНІ КОВАЛЬСЬКО-ШТАМПУВАЛЬНІ МАШИНИ
19.1 Принцип
дії ротаційних машин для обробки тиском
Ротаційними називають ковальсько-штампувальні машини, робоча виконавча
ланка чи заготовка в яких під час робочого ходу здійснює обертальний рух.
Кутова та колова швидкості робочої виконавчої ланки таких машин залежать
від кінематики приводу та передавального механізму. Ці швидкості практично не
змінюються на протязі всього робочого ходу машини.
Енергія електродвигуна приводу трансформується в кінетичну енергію
обертальних частин машини і потім в корисну роботу деформування
 ,
,
де ![]() – потужність
електродвигуна; t – час циклу;
– потужність
електродвигуна; t – час циклу; ![]() – кінетична енергія
обертальних частин машини; J –
приведений осьовий момент інерції обертальних частин машини; (ω0–ω1) – допустимий перепад кутових швидкостей;
– кінетична енергія
обертальних частин машини; J –
приведений осьовий момент інерції обертальних частин машини; (ω0–ω1) – допустимий перепад кутових швидкостей; ![]() – кут повороту робочої
ланки під час деформування;
– кут повороту робочої
ланки під час деформування; ![]() – крутний момент на
робочій виконавчій ланці;
– крутний момент на
робочій виконавчій ланці; ![]() – робота деформування.
– робота деформування.
В більшості
ротаційних машинах кінетична енергія досить мала і можна вважати, що енергія
електродвигуна безпосередньо трансформується в корисну роботу деформування ![]() .
.
Важливою
перевагою ротаційних машин є локалізація осередку деформування, що дає
можливість виготовлення виробів пластичним формуванням на машинах малої
потужності.
19.2 Класифікація
та основні параметри ротаційних КШМ
Ротаційні
машини класифікують за технологічними ознаками на шість основних класів:
1)
радіально-обтискні та радіально-кувальні машини;
2)
ковальські вальці;
3)
правильні ротаційні машини;
4)
згинальні ротаційні машини;
5)
машини для розкочування (розкатні
машини);
6)
сферорушні преси чи машини.
В залежності
від форми та відносних розмірів обертальної робочої виконавчої ланки ротаційні
машини поділяють на шпиндельні, валкові, роликові, дискові, сферорушні
та кривошипно-повзунні.
За
призначенням ротаційні машини можна поділити на дві великі групи: машини для
листового штампування та машини для об'ємного штампування, кування та обробки
сортового прокату.
До основних
параметрів ротаційних машин, які залежать від особливостей технологічних
процесів, відносять розміри оброблюваних заготовок (товщина, діаметр, ширина),
діаметр валків чи роликів, колова швидкість обертання робочої ланки, потужність
електродвигуна, значення крутного моменту та, в деяких випадках, значення сили
деформування.
19.3 Особливості конструкції
радіально-обтискних та радіально-кувальних машин
Радіально-обтискні
чи радіально-кувальні машини (РОМ) деформують поковки з витягнутою віссю
методом вільного кування за допомогою привідних бійників,
які отримують радіальне переміщення. Їх відносять до шпиндельних машин.
Розрізняють ротаційно-обтискні та радіально-обтискні машини. Перші – це машини
переважно з роликовим приводом механізму обтискання, другі – машини з
кривошипно-важільним механізмом обтискання (іноді з гідравлічним приводом).
Роликові РОМ
(рис. 19.1) призначені для виготовлення виробів з малим поперечним січенням:
прутків діаметром до
Номінальне
зусилля роликових РОМ не перевищує 2 МН, максимальний хід бійника 2...3 мм, частота ходів бійників
до 10000 хв-1.
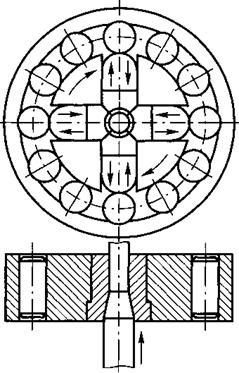
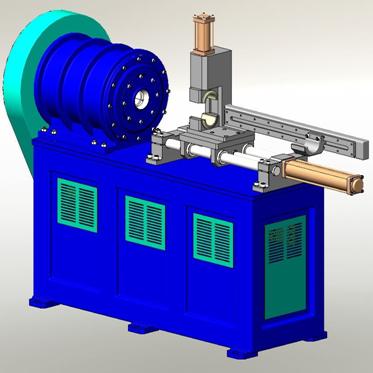
Рис. 19.1.
Принципова схема РОМ з роликовим приводом
(ротаційне кування)
В наслідок
великої частоти ходів бійників роликові РОМ
відрізняються великим рівнем шуму та спрацюванням пар "ролик-бійник"
та "ролик-обійма". Для зменшення шуму
робочий профіль бійника, що контактує з роликом,
профілюють за синусоїдою. Крім того, застосовують спеціальні засоби
шумоізоляції.
Кривошипно-важільні
РОМ використовують для виготовлення виробів гарячим та холодним деформуванням.
В
кривошипно-важільних радіально-обтискних машинах (рис. 19.2) бійники здійснюють зворотньо-поступальний
рух, а заготовка отримує обертальний та поступальний рух, або лише поступальний
рух. Величина ходу бійників є постійною.
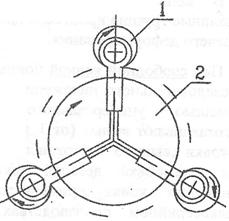

Рис. 19.1.
Принципова схема РОМ з кривошипно-важільним приводом
(радіальне кування)
Радіально-обтискні
машини проектують зусиллям до 30 МН. Поперечне січення прутків при
холодному деформуванні до
19.4 Правильні та згинальні ротаційні
машини
Правильні та
згинальні ротаційні машини відносять до ротаційних валкових чи роликових машин.
Ротаційні
правильні машини поділяють на листоправильні, сортоправильні
та трубоправильні машини. Згинальні машини бувають: листозгинальні; згинальні
для стрічки; згинальні для сортового прокату та трубозгинальні.
Правку
прокату можна виконувати на правильних машинах при наявності не менше 5 валків
(роликів), які розміщені в два ряди (рис. 19.3). При непаралельному
розміщенні рядів під невеликим кутом прокат при виході з валків не
перегинається, що дозволяє відмовитись від спеціального регулювання останнього
валка.
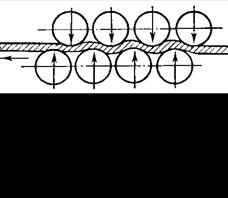
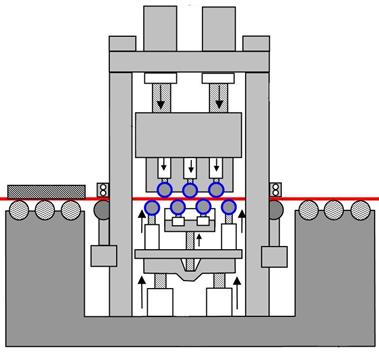
Рис. 19.2.
Схема правки листового прокату
Для правки
товстих листів застосовують 5...7-валкові машини, а для правки тонких листів –
9...17-валкові.
Правку
сортового та профільного прокату здійснюють на роликових машинах, які не мають
принципових відмінностей від валкових. Ролики мають мати певний профіль згідно
форми січення сортового прокату.
З
конструкцій згинальних ротаційних машин знайшли використання трьох- та
чотирьохвалкові машини (рис. 19.4). Трьох валкові машини бувають з
симетричним та асиметричним розміщенням валків.
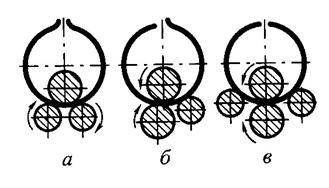

Рис. 19.3.
Схема розміщення валків в згинальних ротаційних машинах:
а – трьохвалкова симетрична, б – трьохвалкова асиметрична, в – чотирьохвалкова
На
листозгинальних машинах обробляють заготовки від десятих міліметра до
Профілезгинальні
машини застосовують для виготовлення різного роду гнутих профілів. Робочими
елементами в цих машинах є ролики. Їх встановлюють парами послідовно, з певним
кроком. Пропускаючи заготовку через ту чи іншу пару роликів, формують певну
форму згину.
19.5 Машини для розкочування (розкатні машини)
З цих машин
розрізняють машини (стани) для розкочування кілець та коліс.
При
розкочуванні кілець відбувається нібито нескінченне прокатування з обтисканням
січення кільця. При цьому збільшується зовнішній та внутрішній діаметри кільця
(рис. 19.5). В якості заготовок під розкочування використовують шайби, вирубані
з листа чи кільця отримані об'ємним штампуванням чи куванням. Нагріта заготовка
1 встановлюється на ролик 3, верхній ролик 2 великого діаметру є привідним, три нижніх ролика 3...5
– непривідними.
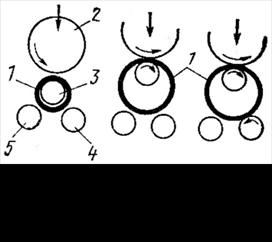

Рис. 19.4.
Послідовність розкочування кілець
Верхній
ролик 2 може обертатись, а також
переміщуватись під час роботи по вертикалі, здійснюючи захоплення кільця та
його обтискання.
Осі двох
нижніх кілець 4 та 5 можуть переміщуватись при зміні діаметру
кільця, що розкатується. При цьому лівий нижній ролик є контрольним та фіксує
завершення технологічної операції розкочування.
Машини
(стани) для розкочування коліс призначені для розкочування виробів зі ступицею: диски, колеса та ін
(рис. 19.6).
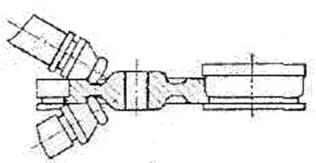
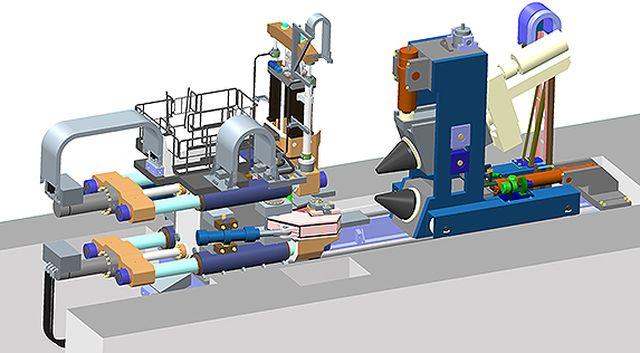
Рис. 19.5.
Схема розкочування колеса та стан для розкочування
Заготовка
колеса спочатку проковується чи штампується, а потім
передається на колесопрокатний стан. Робочими елементами стану є ролики. Колесо
утримується направляючими роликами та обтискається верхнім та нижнім обтискними
роликами, розміщеними з лівої сторони. Верхній обтискний ролик є рухомим. Його
положення в машині регулюється гідроциліндрами.
19.6 Дискові ножиці
Дискові
ножиці характеризуються наявністю дискових ножів, при обертанні яких здійснюється
різання металу. Цей вид ножиць застосовують для розрізання листового прокату чи
рулонного матеріалу на смуги, а також для фігурного різання.
Дискові
ножиці за кількістю ножів поділяють на одно-, двох- та багатодискові. Однодискові ножиці мають нерухомо закріплений на станині
прямий ніж та ніж-диск, що ріже метал. Ніж-диск закріплюють на рухомій каретці.
На однодискових ножицях можуть виконувати не лише
пряме різання (під прямим кутом), а і різання під кутом 30...35º з
підготовкою кромки під зварювання.
Дводискові
ножиці поділяють на три групи:
–
з паралельним розташуванням ножів;
–
з нахилом нижнього ножа;
–
з нахиленими під кутом 45º нижнім та верхнім ножами.
Найбільшого
розповсюдження отримали дискові ножиці з нахилом обох ножів (рис. 19.6).
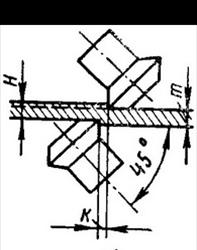

Рис. 19.6.
Схема розташування ножів та загальний вигляд дводискових ножиць
моделі Н-453
Ножиці
складаються з С-подібної коробчатої станини, нижньої
та верхньої головок, столу та приводу. Привод змонтовано в задній частині.
Головки забезпечують передачу крутнго моменту від
привідних валів до дисків. Верхня головка переміщується по направляючим в
вертикальній площині, чим регулюється взаємне розташування ножів.

