17 ЗАГАЛЬНА ХАРАКТЕРИСТИКА ГВИНТОВИХ ПРЕСІВ
17.1 Особливості
роботи та використання гвинтових пресів в КШВ
До гвинтових
пресів відносять КШМ, які використовують енергію приводу для накопичення
кінетичної енергії обертального та поступального руху робочих мас та
перетворення її в роботу пластичного деформування за допомогою гвинтового несамогальмівного робочого механізму.
Гвинтові
преси застосовують для холодного та гарячого об'ємного штампування, карбування
поковок підвищеної точності. Об'ємне штампування виконують за один чи два
переходи до упора верхнього та нижнього штампів.
Основним
виконавчим механізмом гвинтових пресів є гвинтова пара (рис. 17.1). В
перших конструкціях використовували ручний привід гвинта.
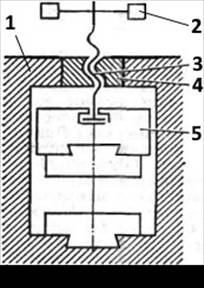
Рис. 17.1 – Принципова схема гвинтового пресу
1 – станина; 2 – маховик; 3 – гвинт; 4 – гайка; 5 – повзун
(ударна маса)
Сучасні
гвинтові преси мають ознаки пресів та молотів. Перше пов'язане з наявністю
замкненої силової конструкції та невеликими швидкостями руху повзуна пресу,
друге – з відсутністю зв'язку з виконавчим механізмом та приводом при виконанні
робочого ходу. Таким чином гвинтові преси віднесені до машин квазістатичної
дії.
Окремими
перевагами гвинтових пресів є відсутність впливу пружної деформації системи
"прес–штамп–поковка" на точність виробів та небезпеки заклинювання
робочого механізму.
17.2 Принцип дії
гвинтових пресів
Принцип дії
гвинтових пресів полягає в розгоні робочих частин енергією приводу до певної
швидкості з метою накопичення кінетичної енергії обертального та поступального
руху. Під час робочого ходу ця енергія використовується для деформування
поковки:

де ![]() – робота приводу;
– робота приводу; ![]() – кінетична енергія
поступального руху;
– кінетична енергія
поступального руху; ![]() ,
, ![]() – кінетична енергія
поступального та обертального руху; m, v – маса робочих частин та швидкість їх поступального
руху; J, ω – момент інерції
робочих частин та швидкість їх обертального руху; Те – ефективна енергія;
– кінетична енергія
поступального та обертального руху; m, v – маса робочих частин та швидкість їх поступального
руху; J, ω – момент інерції
робочих частин та швидкість їх обертального руху; Те – ефективна енергія; ![]() – робота деформування;
– робота деформування;
![]() – сила деформування;
– сила деформування; ![]() – абсолютна
деформація.
– абсолютна
деформація.
Зазвичай час
деформування на гвинтових пресах становить ![]() =0,1...0,2 с, швидкість деформування –
0,5....1,0 м/с (1,5 м/с),
=0,1...0,2 с, швидкість деформування –
0,5....1,0 м/с (1,5 м/с), ![]() .
.
Для
гвинтового механізму є характерним постійне співвідношення кутової та лінійної
швидкостей:
де ![]() – середній діаметр
різьби гвинта; α – кут підйому різьби (10...16º); h – хід гвинта.
– середній діаметр
різьби гвинта; α – кут підйому різьби (10...16º); h – хід гвинта.
Тоді
ефективна енергія гвинтового пресу буде визначатись
або
 ,
,
де J – приведений момент інерції робочих частин; J1 – осьовий момент
інерції робочих частин; де М –
приведена маса робочих частин.
17.3 Класифікація
гвинтових пресів
Гвинтові
перси класифікують за технологічним призначенням, типом приводу, конструктивним
виконанням, кінематичними ознаками.
За
технологічним призначенням гвинтові преси поділяють на об'ємно-штампувальні,
висадочні, карбувальні (правильні), листоштампувальні та для пресування
порошкових матеріалів.
В залежності
від типу приводу гвинтові преси поділяють на фрикційні, муфтові, електрогвинтові та гідрогвинтові.
За
конструктивним виконанням гвинтові преси бувають шаботні
та безшаботні.
За
кінематичними ознаками гвинтові преси поділяють на преси з нерухомим гвинтом, з
лінійним рухом гвинта, обертальним рухом та гвинтовим рухом гвинта.
За кратністю
дії гвинтові преси поділяють на преси простої дії з одним повзуном, преси
подвійної дії з зустрічним рухом повзунів, преси подвійної дії з пошляховим рухом повзунів та преси потрійної і
багатократної дії з комбінованим рухом повзунів.
17.4 Параметри
гвинтових пресів
До головних
параметрів гвинтових пресів відносять номінальне та максимально допустиме
зусилля, ефективну енергію, найбільший хід повзуна, розміри штампувального
простору, швидкохідність ГОСТ 713‑88.
Номінальне та допустиме зусилля гвинтового пресу.
Значення
зусилля яке може розвинути гвинтовий прес залежить від балансу витрат
кінетичної енергії робочих частин під час деформування поковки.
![]()
де Ад – робота пластичного
деформування поковки; Апр
– робота пружної деформації; АТ
– робота сил тертя; Азп
– робота запобіжного пристрою у випадку перевантаження; σ=0 при роботі без
перевантаження, σ=1 при перевантаженні та руйнуванні запобіжного пристрою.
Робота
пружної деформації та сил тертя
 ;
;
![]() ,
,
де δ – сумарна пружна деформація пресу
та штампів; С – жорсткість системи
"прес – штамп" МН/мм. ![]() ; Fн – номінальна сила пресу; ηм – механічний ККД пресу.
; Fн – номінальна сила пресу; ηм – механічний ККД пресу.
З цих рівнянь
можна визначити силу деформування
![]() .
.
Максимальне
зусилля пресу отримується при так званому "холодному ударі" штампів
без заготовки (Ад=0,
σ=0)
![]() ,
,
Номінальне
зусилля пресу – це умовний розрахунковий параметр, за яким складені розмірні
ряди стандартів та технічних характеристик гвинтових пресів. Номінальним
вважається зусилля яке може розвинути прес з ефективною кінетичною енергією Те при штампуванні поковки з
витратою розрахункової роботи [Ад] без спрацювання
запобіжника (σ=0):
![]() ,
,
 .
.
В гвинтових
пресах максимальне зусилля обмежують фрикційним чи гідравлічним запобіжником на
рівні 1,6Fн.
Вітчизняна
промисловість виготовляє гвинтові преси номінальним зусиллям 0,4...10 МН
(іноді до 25 МН).
Ефективна енергія гвинтового пресу.
До важливих
головних параметрів гвинтових пресів відносять також ефективну енергію. Ця
енергія складається переважно з кінетичної енергії, яка накопичена робочими
частинами пресу до початку деформування. Це пов'язано з тим, що в більшості
конструкцій гвинтових пресів привід відключається від головного виконавчого
механізму в період виконання робочого ходу.
Розрахункове
значення ефективної енергії визначають за величиною корисної роботи
деформування, необхідної для енергомістких операцій
об'ємного штампування великих поковок
 ,
,
де ηд – ККД деформування (ηд=0,45...0,50 при
карбуванні, ηд=0,75...0,85
при осадці та висадці, ηд=0,6...0,7
при штампуванні); φ – коефіцієнт заповнення
діаграми робочих навантажень "Fд – sд", φ=0,16...0,19 для деталей
середньої складності без видавлювання, φ=0,26...0,32 для
складних деталей з елементами видавлювання.
Стандартом
ГОСТ 817-88 передбачено два ряди ефективної енергії: для гвинтових
карбувальних пресів 0,8...3200 кДж, для штампувальних пресів
1,25...5000 кДж.

