2
МАТЕРІАЛИ ТА ТЕМПЕРАТУРНИЙ РЕЖИМ ГАРЯЧОГО ШТАМПУВАННЯ
2.1
Матеріали для процесів гарячого штампування
В якості
початкових матеріалів для гарячого штампування застосовують чорні та кольорові
метали і сплави. Їх поставляють у вигляді обтиснених
заготовок, сортового, періодичного та фасонного прокату, іноді у вигляді труб
та кованих заготовок (рис. 2.1). Литі заготовки, на відміну від кування, в
процесах штампування не застосовують.
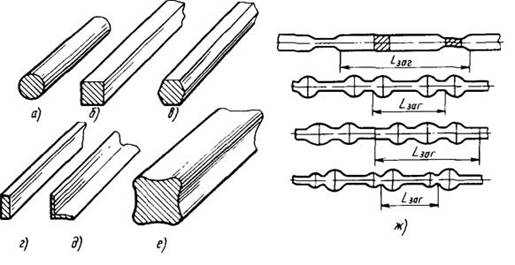
Рис. 2.1 – Катаний метал для процесів штампування: а, б, в – круглого, квадратного та шестигранного січення; г – полоса; д – кутник; е – блюм; ж – періодичний
прокат
Переважну
більшість поковок гарячого штампування отримують з конструкційних сталей. Матеріал,
з якого буде виготовлена деталь, визначається ще на стадії її проектування. При
цьому, крім загальних вимог міцності, надійності та ін., враховується метод
отримання заготовки для виготовлення деталі.
В залежності
від характеру технологічного процесу вибирають профіль січення початкової
заготовки та її розміри.
Обтиснені заготовки (блюми або блюмси) застосовують для
великогабаритних поковок. В ГОШ їх використовують
рідко, у випадку штампування великих поковок на потужному обладнанні
(гідропресах). Блюми мають квадратне січення розмірами від 150´150 до 450´450 мм.
Основним
вихідним матеріалом в процесах гарячого штампування є сортовий прокат.
Найчастіше застосовують прокат звичайної точності круглого (ГОСТ 2590-88)
чи квадратного січення (ГОСТ 2591-88). Приклад позначення прокату звичайної
точності (В) квадратного січення зі
сталі 45 при стороні квадрату

В процесах
точного штампування, штампування в закритих штампах, а також в деяких випадках
штампування на ГКМ та пресавтоматах використовують
калібрований прокат.
Прокат зі
сталі звичайної якості поставляють довжиною 3...10 м в залежності від
діаметру чи сторони квадрату. Прокат з якісної сталі завжди має довжину від 2
до
Прокат
періодичного та фасонного профілю (ГОСТи 8319, 8320)
застосовують в процесах масового чи багатосерійного штампування поковок
складної форми, видовжених в плані поковок, в процесах багатоштучного
штампування.
2.2
Способи розділення прокату на штучні заготовки
Як було
відмічено раніше процес гарячого штампування складається з ряду технологічних
операцій. Першою з цих операцій є підготовка матеріалу, тому її часто називають
заготівельною. Більшість процесів ГОШ виконуються зі
штучної заготовки, відповідно заготівельною операцією є різка металопрокату на
штучні заготовки.
Спосіб різки
слід вибирати в залежності від серійності виробництва поковок, характеристик
прокату та вимог, які ставлять до якості заготовок та точності відрізки.
В
ковальсько-штампувальних цехах з масовим та серійним типом виробництва основним
способом різання є різка на ножицях та пресах. Для прокату використовують
сортові прес-ножиці з верхнім рухомим та нижнім нерухомим ножем (рис. 2.2).
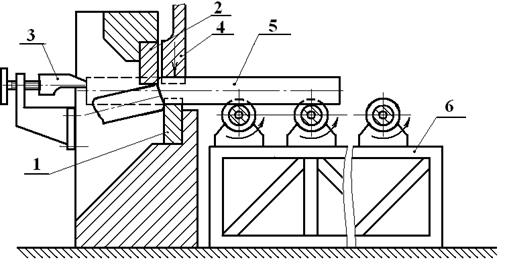
Рис. 2.2 – Схема різки прутків на прес-ножицях: 1 – ніж нижній; 2 – ніж верхній; 3 – упор регульований; 4 – притискач; 5 – пруток (прокат); 6 – рольганг
При різанні
на прес-ножицях відбувається перехилиння прутка,
внаслідок існування зазору між ножами Δ.
В результаті цього явища відбувається спотворення торців заготовки. Величина
зазору має відповідати допустимим межам (табл. 2.1) для уникнення значних
спотворень.
Різку
прокату на прес-ножицях виконують в холодному та підігрітому станах. В
холодному стані здійснюють різку заготовок зі сталей з межею міцності до
450 МПа та діаметром до
Таблиця 2.1
– Величина зазору між ножами прес-ножиць
|
Діаметр чи сторона квадрату, мм |
до 50 |
50...80 |
80...100 |
більше 100 |
|
Зазор Δ
між ножами, мм |
до 1 |
1...1,5 |
1,5...2,5 |
2...3 % від
діаметра чи товщини |
Таблиця 2.2
– Залежність діаметру прокату, який підігрівають для різки, від межі міцності
сталі
|
Межа міцності сталі, МПа |
500 |
600 |
800 |
1000 |
1250 |
|
Діаметр прутка, мм |
120 |
100 |
80 |
60 |
30 |
На пресах
виконують різку прокату діаметром до
При
невиконанні зазначених вище умов використовують інші способи розділення прокату
на заготовки: ламання на холодноламах, різка на
механічних пилах, газове, лазерне, анодно-механічне різання.
2.3
Температурний інтервал гарячого штампування
За назвою процесу зрозуміло, що обробка металу при гарячому штампуванні
відбувається з нагрівом початкової заготовки. Метою нагріву є зменшення опру
пластичному формуванню та підвищення пластичності металу.
Під час нагрівання збільшуються амплітуди коливань атомів, що призводить до
полегшення як міжкристалітної, так і інтеркристалітної деформації. Спочатку розм'якшується міжкристалітна речовина, що полегшує переміщення зерен один
відносно одного (міжкристалітна деформація), при
вищих температурах відбувається інтенсивна інтеркристалітна
деформація.
Для металів та сплавів актуальним є визначення температурного інтервалу
гарячого штампування. Допустимий інтервал – це інтервал температур, при яких матеріал
має достатньо низький опір деформації і достатню пластичність для виготовлення
якісних поковок. Для сталей цей інтервал визначає лівий кут діаграми стану Fe-C
(рис. 2.3).
Верхня межа гарячого штампування вибирається так, щоб уникнути перегріву та
перепалу сталі, а також інтенсивного окислення та зневуглецювання. Високовуглецеві сталі більш схильні до окислення та
перепалу, тому tв
має менші значення.
Нижня межа має забезпечити відсутність наклепу та мале зерно штампованої
сталі. Тому tн
має бути вище Ас3 для доевтектоїдних сталей, та вище Ас1 для заевтектоїдних сталей. Низьковуглецеві
сталі (<0,3 % С) можна обробляти нижче температури Ас3 завдяки більшої
пластичності.
Рис. 2.3 – Лівий кут діаграми стану
Fe‑C сплавів. Верхня tв та нижня tн
межа температурного інтервалу гарячого штампування
Крім допустимого розрізняють ще технологічний інтервал гарячого
штампування. Технологічний інтервал температур штампування – це інтервал
температур, при якому штампується конкретна поковка. Він має бути в межах
допустимого інтервалу. Величина технологічного інтервалу залежить від
інтенсивності охолодження і часу обробки, який складається з часу деформування
та часу маніпуляцій з заготовкою чи поковкою. Вибір технологічного інтервалу
виконує інженер-технолог, користуючись довідниковими даними та особливістю
технологічного процесу штампування.
Для середньовуглецевих конструкційних сталей
технологічний інтервал становить 1250…800 °С.
2.4
Нагрів злитків, прутків та штучних заготовок
Основними
способами нагріву заготовок в ковальсько-штампувальному виробництві є:
полум'яний нагрів, електричний нагрів та нагрів у розплавах солей.
Нагрів
злитків здійснюють переважно в полум'яних печах. Це обумовлено їх габаритами та
масою. Нагрів здійснюється за рахунок теплоти, яка виділяється при згорянні
твердого, рідкого чи газоподібного палива. В сучасних процесах полум'яного
нагріву переважно використовують газоподібне паливо, як більш зручне у
використанні та безпечніше для навколишнього середовища.
Нагрів
заготовок у полум'яних печах здійснюється за рахунок теплового випромінювання
та теплопередачі. Оскільки злитки як заготовки для штампування використовуються
рідко, то і спосіб нагріву в полум'яних печах в процесах гарячого штампування
рідко застосовується. Крім того, полум'яний нагрів дає значний шар окалини,
якщо не використовувати спеціальний захист заготовок.
Нагрів
прутків, прокату та штучних заготовок для процесів гарячого штампування
переважно виконують із застосуванням електричного способу нагріву. Основними
видами електронагріву є індукційний, електроконтактний та в печах електроопору.
Сутність
індукційного нагріву полягає у виникненні струмів Фуко у заготовці 1, що поміщена всередину індуктора 2 (рис. 2.4). Вихрові струми
викликають розігрів поверхні заготовки, яка прогрівається наскрізь за рахунок
теплопередачі.
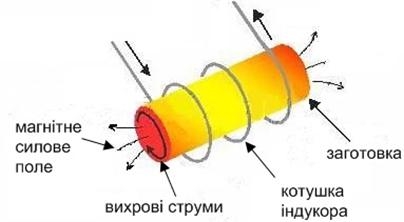
Рис. 2.4 – Схема індукційного нагріву:
До переваг
цього способу нагріву відносять швидкість нагріву, простота автоматизації та
компактність устаткування.
Електроконтактний
нагрів заготовок використовують при потребі місцевого штампування (висадці,
набору металу), коли розігрів металу потрібно здійснити лише в місці
формоутворення. Прикладом може бути штампування клапанів ДВЗ чи головок болтів.
Розігрів металу в даному випадку відбувається при пропусканні великого струму.
Внаслідок електроопору в заготовці виділяється теплота, яка згідно закону
Джоуля-Ленца, буде пропорційна квадрату сили струму, опору металу та часу
нагріву.
В печах
електроопору нагрів заготовок здійснюється за рахунок теплового випромінювання
від електронагрівачів різного типу. Найчастіше
застосовують камерні електропечі, заготовки в яких укладають рядами.
2.5
Зміна структури металу при гарячому штампування
Як відомо
пластична деформація суттєво впливає на структуру металів. При гарячій обробці
тиском структурні зміни пов'язані з одночасним проходженням процесів зміцнення
та знеміцнення. Явища наклепу металу та волокнистості
його структури не спостерігається. Проте, проходження процесів рекристалізації
під час пластичного формування дозволяє суттєво подрібнити зерна металу. Це пов'язано з ростом нових зерен в структурі
деформованого металу з одночасним механічним подрібненням грубозернистої
структури.
Але,
розробляючи технологічні процеси гарячого штампування, слід пам'ятати про
можливий ріст зерна металу, нагрітого до високих температур. Завершальні
переходи штампування необхідно закінчувати при температурах близьких до нижньої
межі допустимого інтервалу температур. Для сталей на діаграмі "температура
– розмір зерна" (рис. 2.5) показані процеси, які мають місце при
нагріванні, деформації та охолодженні поковок.
Початковий
розмір зерна показаний на нижній осі позицією а. Під час фазових перетворень (ділянка б-в) зерно подрібнюється, що пов'язано з зародженням нової фази.
Під час подальшого нагрівання до штампувальних температур зерно росте (в-г). Ріст зерна також продовжується при
перенесенні заготовки в штамп (г-д), хоча температура заготовки падає.
При
виконанні штампувального переходу зерно подрібнюється (д-е) та підвищується температура
металу за рахунок переходу частини роботи деформації у тепло. При перенесенні
заготовки в іншій рівчак метал відпочиває, що супроводжується ростом зерна (е-і). Цей процес буде тривати доти, доки
температура не досягне фазових перетворень. Температура заготовки падає, але в
проміжку до температури фазового перетворення буде відбуватись ріст зерна. Саме
тому у випадку, коли штампування закінчується при високій температурі, поковка
має грубозернисту структуру (е-і-ж-з).
Тому, коли операція штампування має лише один перехід, технологічний інтервал
гарячого штампування повинен бути зміщений до нижньої межі допустимого
інтервалу. Якщо ж операція виконується за декілька переходів її проектують так,
щоб останній перехід завершувався близько потрібної температури закінчення
штампування (е-і-к-л-н-м-о-п).
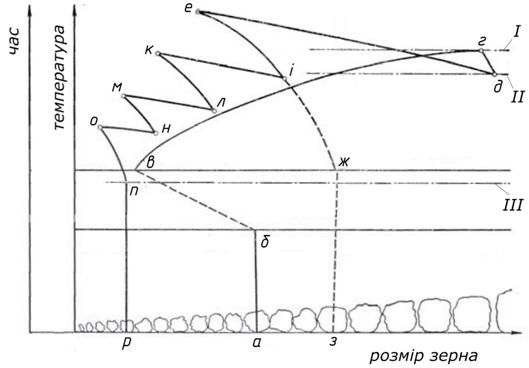
Рис. 2.5 – Зміна розмірів зерна сталі при нагрівання, штампуванні та охолодженні:
І – температура
нагрівання заготовки; ІІ – температура початку штампування; ІІІ – температура закінчення
штампування
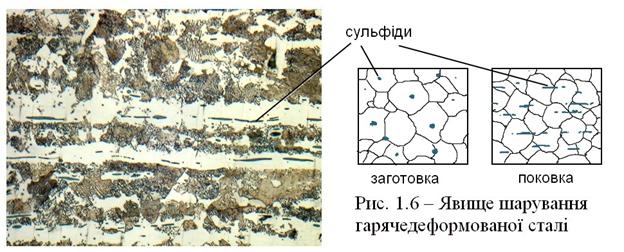
Важливим
також в процесі проектування гарячого штампування є врахування явища шарування
неметалевих включень чи фазових складових сплавів. Зокрема, в сталях звичайної
якості присутні неметалеві включення у вигляді сульфідів. І хоча загальної
волокнистої структури після гарячого деформування не спостерігається, проте в
цих сталях виявляється явище шаруватості. Це пов'язано зі спотворенням та
видовженням в напрямку пластичного течіння металу
сульфідів. При інтенсивній гарячій деформації метал стає ніби волокнистим, що
виявляється структурними дослідженнями (рис. 1.6).
Явище
шарування деформованого металу по неметалевим включенням так само як і явище
волокнистості холоднодеформованих металів необхідно враховувати при
проектування процесів ГОШ. Необхідно уникати
формування шарування структури в напрямку дії у деталі сколюючих напружень.
2.6
Швидкість нагрівання та режим охолодження штампованих поковок
Розрізняють
дві швидкості нагрівання: допустиму та технічно можливу.
Допустима –
це максимальна швидкість нагрівання заготовки, яка гарантує якість поковки,
тобто не буде ані утворення тріщин, ані руйнування чи значного спотворення
заготовки під дією термічних напружень. Визначається ця швидкість властивостями
металу, тому для різних металів вона різна. Допустима швидкість тим менша, чим
менша теплопровідність і більше об'єм заготовки. Такі заготовки слід нагрівати
повільніше, що підвищує час нагріву. Часто леговані сталі спочатку нагрівають
повільно до температур 700…850 °С, а потім прискорено, коли їх
теплопровідність висока та рівномірна по січенню заготовки.
Технічно
можлива швидкість нагрівання – це максимальна швидкість, яку забезпечує
конкретне нагрівальне обладнання. Вона залежить від способу нагрівання.
Оскільки
процес охолодження можна розглядати як протилежний процесу нагрівання, то
зрозуміло, що в поковці виникають такі ж термічні напруження тільки
протилежного знаку. Тому швидкість охолодження має бути регульованою.
Вуглецеві
сталі можуть охолоджуватись на повітрі. Для інших сталей треба передбачити
різні способи уповільнення охолодження, а саме: поковки з високовуглецевих
сталей слід охолоджувати в штабелях; поковки з легованих сталей слід
охолоджувати в ящиках з кришками; масивні поковки слід охолоджувати у
спеціальних теплоізольованих колодязях; великі поковки зі спеціальних сталей
іноді охолоджують в печі, в якій нагрівали заготовку, піч вимикають та поковки
охолоджуються разом з піччю.
Поковки
охолоджені з недотриманням вимог обов'язково піддають тривалому високотемпературному
відпалу.

