МЕТА КУРСОВОГО ПРОЕКТУВАННЯ
Курсовий проект
передбачає розробку технологічного процесу об'ємного гарячого штампування на
молотах, ГКМ, КГШП та інших ковальсько-штампувальних машинах. Він закріплює і
поглиблює знання, отримані студентами при вивченні лекційних матеріалів,
виконанні лабораторних і практичних робіт, а також при проходженні
технологічної практики.
При виконанні
курсового проекту особлива увага приділяється самостійній діяльності студентів
з метою розвитку їх ініціативи і прагнення розробити досконаліший технологічний
процес на основі критичного підходу до типових процесів гарячого штампуванні.
Виконання проекту
сприяє закріпленню отриманих раніше навиків використання спеціальної довідкової
літератури, стандартів на матеріали і устаткування, нормативів і методик
розрахунків, що буде основою в майбутній практичній діяльності з організації
ковальсько-штампувального виробництва.
Гаряче об’ємне штампування – види обробки металів
тиском, з використанням штампів спеціальної конструкції. Це прогресивний спосіб
металообробної промисловості, який відносять до галузі заготівельних
виробництв. Продукцію гарячого штампування називають поковками чи штампованими поковками.
Використання процесів штампування дозволяє значно зменшити витрати матеріалів
при виробництві деталей машин, пристроїв і приладів, а також підвищити їх
якість на відміну відінших типів заготівельних
виробництв.
Гарячим штампуванням отримують заготовки і деталі масою
від десятків грамів до сотень кілограм різної конфігурації. Деталі, отримані
штампуванням, відрізняються високими міцністю і ударною в’язкістю, здатні
витримувати інтенсивні динамічні навантаження.
Основне завдання гарячого штампування – формозміна
заготовки з максимальним наближенням її форми до форми готової деталі. Ця
формозміна зумовлена пластичністю металів, тобто їх здатністю деформуватись без
руйнування. Правильно спроектований технологічний процес гарячого штампування
дозволяє швидко отримати якісні заготовки.
ЗАВДАННЯ НА КУРСОВИЙ ПРОЕКТ ТА ЕТАПИ ЙОГО ВИКОНАННЯ
Перед початком
роботи студенти отримують індивідуальне завдання на спеціальному бланку, який
видає викладач. У завданні вказуються: прізвище студента, тема курсового проекту,
вихідні дані до проекту: назва деталі; технічні умови; річна програма випуску
виробів; марка сталі та ін.
В
бланку завдання на зворотній стороні вказується календарний план виконання
курсового проекту (табл. 1.1) із зазначенням кожного етапу виконання та строку
його здачі. За результатами виконання етапів проекту студентові виставляються
бали за поточний контроль. При виконанні курсового проекту слід дотримуватись
того порядку, який вказаний у календарному плані. Бланк завдання підписується
студентом та викладачем із зазначенням дати видачі завдання.
Таблиця 1.1 –
Календарний план виконання курсового проекту
|
Назва етапу проекту |
Тижні |
Звітність |
|
Змістовний модуль № 1 |
||
1. Загально-технічна частина. Обгрунтування техпроцесу
штампування
|
1 |
Розділ 1 пояснювальної записки |
2. Технологічна частина.
Розробка креслення поковки та техпроцесу штампування
|
2-4 |
Розділ 2 пояснювальної записки,
листи 1 та 2 графічної частини |
|
Змістовний модуль № 2 |
||
3. Конструкторська частина.
Проектування штампувального інструменту |
5, 6 |
Розділ 3 пояснювальної записки,
лист 3 графічної частини |
4. Організаційна частина.
Розрахунок норм часу та організація робіт на виробничій дільниці |
7 |
Розділ 4 пояснювальної записки, лист 4 графічної
частини |
Підготовка та захист курсового
проекту
|
8 |
Пояснювальна записка та графічна
частина |
Курсовий проект
включає пояснювальну записку, об’ємом 25...30 сторінок машинописного тексту та
графічну частину, що має складатись з трьох листів формату А1.
На першому листі
оформлюються: креслення деталі, креслення поковки з вказанням
технічних умов та послідовність операцій і переходів штампування. На другому та
третьому листах представляється креслення основного інструменту для
виготовлення поковки.
В залежності від
характеру завдання склад та зміст графічної частини можуть бути доповнені чи
змінені керівником курсового проекту.
ОСНОВНІ СТРУКТУРНІ ЧАСТИНИ КУРСОВОГО ПРОЕКТУ
Пояснювальна
записка курсового проекту має складатись з таких частин:
Титульний аркуш
Бланк завдання (видається викладачем)
Копія ескізу деталі, виданої в якості завдання, з підписом
викладача
Реферат
Зміст
Вступ
1. Загально-технічна частина
1.1.
Загальна характеристика гарячого об’ємного
штампування
1.2.
Аналіз креслення деталі, технічних умов на
її виготовлення та службового призначення
1.3.
Визначення групи поковки, можливого типу і
організаційної форми виробництва;
2. Технологічна частина
2.1.
Вибір способу штампування і розробка
маршрутної технології
2.2.
Розробка креслення поковки
2.2.1.
Вибір поверхні роз'єму
штампу
2.2.2.
Визначення вихідного індексу поковки
2.2.3.
Призначення припусків на механічну обробку
2.2.4.
Призначення допусків на поковку
2.2.5.
Призначення ковальських напусків
2.3.
Визначення розмірів початкової заготівки
2.3.1.
Визначення об’єму поковки
2.3.2.
Визначення об’єму відходів
2.3.3.
Визначення розмірів заготівки
2.4.
Визначення норми витрат матеріалу
2.5.
Визначення зусилля різкі і вибір
устаткування для отримання заготовок
2.6.
Призначення режиму нагріву і вибір
нагрівального обладнання
2.7.
Визначення зусилля штампування і вибір
основного обладнання
2.8.
Визначення зусилля і вибір обладнання для
обрізки і пробивання
2.9.
Термічна обробка поковок
2.10.
Очищення поковок від окалини
2.11.
Технічний контроль і дефекти поковок;
3.
Конструкторська частина
3.1.
Розрахунок і конструювання штампу для
штампування
3.2.
Розрахунок і конструювання штампу для
обрізки
3.2.1.
Опис роботи штампу
3.2.2.
Розрахунок розмірів матриці і пуансона
3.2.3.
Матеріали деталей штампу;
4.
Організаційна частина
4.1.
Обгрунтування типу
виробництва
4.2.
Організація робіт при штампуванні
4.3.
Розрахунок норм часу
4.4.
Розрахунок кількості обладнання і його
завантаження
4.5.
Вимоги охорони праці і правила техніки
безпеки;
Додатки
Список літератури
Пояснювальна
записка має бути зшита у вказаній вище послідовності без обкладки (тоб то титульний аркуш має бути першим листком). Текст
надрукований чи написаний чорними чорнилами на білих листках паперу, формату А4
зі стандартною рамкою для технічних документів.
У
рефераті вказується короткий зміст проекту та кількісна характеристика
(кількість сторінок записки, рисунків, таблиць, додатків, літературних джерел,
кількість листів графічної частини).
СКЛАД ТА ПОСЛІДОВНІСТЬ ВИКОНАННЯ КУРСОВОГО ПРОЕКТУ
Вступ
У
вступі коротко викласти інформацію не про вибраний спосіб штампування взагалі,
а лише про конкретні рішення в проекті, про нові результати і показники за
окремими розділами спроектованого процесу штампування.
Охарактеризувати
задану деталь і поковки згідно службового призначення, складності форми,
хімічним складом матеріалу, обсягом випуску.
Відзначити
переваги обраного способу штампування в порівнянні з іншим.
Привести
значення видаткових коефіцієнтів (виходу годного, КВМ)
і оцінити металомісткість розробленого процесу штампування.
Вступ
ґрунтується на результатах аналізу всіх розділів пояснювальної записки. Тому
остаточну редакцію вступу рекомендується проводити після повного завершення
курсового проекту.
Загально-технічна частина
В
загально-технічній частині слід описати параметри деталі: обєм,
масу, співвідношення габаритних розмірів і обємів її
частин, тип форми і її особливості (подовжена, кругла, суцільна, порожниста),
хімічний склад і групу матеріалу.
Визначити
службове призначення деталі і встановити ступінь відповідальності при
експлуатації її в машині, можливу рієнтацію робочих
напружень, обов'язковість симетричності деформації щодо осі деталі.
Вказати
об'єм випуску деталей і охарактеризувати тип, серійність виробництва.
Для
конструювання раціональної форми поковки проаналізувати креслення деталі і
перевірити можливість:
- отримання
заданої деталі гарячим штампуванням;
- штампування
по дві і більше деталей в одній поковці з подальшим розділенням або розрізанням
[1, с.75];
- отримання
поковки нетрудомістким штампуванням зі спеціального
профілю або з прокату періодичного профілю.
Креслення
готової деталі слід виконати на окремому аркуші за стандартами.
Технологічна частина
За
літературними джерелами визначити місце заданої деталі в існуючих класифікаціях
поковок [1, 2, 3, 4, 5], ознайомитися з відомими методами отримання гарячим
штампуванням аналогічних деталей, розглянути ряд можливих варіантів
виготовлення, проаналізувати їх переваги та недоліки. За результатами аналізу
вибрати найбільш доцільний метод отримання поковки і узгодити з керівником. При
оцінці варіантів процесів штампування потрібно виходити з таких критеріїв:
мінімальна собівартість виробництва поковки, мінімальні витрати металу,
мінімальна трудомісткість, простота виготовлення інструменту і т.д.
Повинно
бути прийнято рішення про застосування виду штампа (відкритого, закритого або
штампа для видавлювання); яку частину поковки в якому штампі розташовувати
(внизу, вгорі, в матриці, в пуансоні). Крім того, потрібно вирішити питання про
вид заготовки та можливі втрати матеріалу у відход, а
також про послідовність операцій і переходів штампування.
Встановити
спосіб, режим і час нагрівання заготовки, а також температурний інтервал
штампування і спосіб охолодження поковок після штампування [2, с.97- 104; 5,
с.25-44]. Вибрати обладнання та засоби нагріву металу під штампування залежно
від виду штампувального обладнання, умов виробництва, розмірів і марки
матеріалу заготовки [2, с.117-132; 149-176; 3, с.88-94; 5, с.25-44].
При
складанні креслення поковки потрібно перш за все прагнути надати їй таку форму,
яку можна отримати, застосовуючи найбільш зручні для обраної машини і прості
переходи (рівчаки) штампування при мінімальній їх кількості і найменших втратах
металу у відход (кліщивину,
заусенець, перемички, напуски).
Створити
умови для заповнення порожнини штампувальних рівчаків переважно осаджуванням
заготовки, щоб забезпечити високу стійкість інструменту і знизити деформуюче
зусилля (або роботу деформації). При цьому, знаючи умови роботи деталі в
машині, забезпечити правильний напрямок волокна в поковці по відношенню до
напрямку дії робочих напружень.
Креслення
поковки складається за кресленням готової деталі, на якому проставлені її
номінальні розміри, позначені вихідні бази механічної обробки і зазначений клас
шорсткості поверхні по ГОСТ 2789-73. Креслення поковки складається з ГОСТ
7505-89.
Виконання
наскрізних отворів чи порожнин (заглиблень) в поковках, що штампуються на
молотах чи пресах, є обов’язковим в тих випадках, коли вісі отворів чи порожнин
співпадають з рухом баби молота чи повзуна пресу, а розміри чи діаметри отворів
більші чи рівні висоті поковки, але не є меншими за
При
виготовленні поковок на ГКМ виконання наскрізних отворів чи заглиблень є
обов’язковим, коли вісі отворів чи заглиблень в поковках співпадають з
напрямком руху головного повзуна, а їх діаметр чи розміри не менші
Застосовують
п’ять типів наміток отворів : плоску намітку, намітку з розкосом, намітку з магазином, намітку з
карманом та глуху намітку. Форма найбільш розповсюдженої намітки – плоска.
Враховуючи
діаметр отвору в деталі, вибраної в якості прикладу, вибираємо плоску плівку
від намітки.
Її
виконують при D<80мм. Плоска плівка від намітки
вибирається при відношенні h/D<0,4. Товщина плоскої
плівки від намітки розраховується за формулою:
![]()
Після
визначення вище перелічених параметрів виконується креслення «холодної»
поковки.
На
кресленні проставляють фактичні розміри з допусками. Також, тонкими лініями,
вказують контур готової деталі, що наглядно показує наявність припусків.
На
кресленні спроектованої поковки необхідно вказати основні технічні умови:
-
клас
точності поковки;
-
ступінь
складності;
-
допуск
на невказані розміри поковки, що встановлюють з
розрахунку ±0,7 поля допуску по ширині чи довжині поковки;
-
допустимі
значення зміщення штампу в роз’ємі та допустимий заусенець згідно ГОСТ7505;
-
допуск
по площині прошитих отворів;
-
допуск
по зігнутості, не площинності та непаралельності поверхонь;
-
допуск
на кутові відхилення окремих елементів;
-
допуск
на радіуси заокруглень та штампувальні уклони.
-
В
кінці визначають точну масу поковки Мп.
На іншому кресленні
слыд спроектувати креслення "гарячої"
поковки. Креслення гарячої
поковки використовується при конструюванні
порожнини кінцевого
чистового рівчака штампу.
Обидва креслення поковки виконати
за стандартами. Приклади оформлення
креслень холодних і гарячих поковок наведені в навчальних посібниках [1, с.166; 2, с.375; 3,
с.461; 6, с.158].
Далі слід вибрати та спроектувати переходи
(рівчаки) в штампі для виготовлення заданої поковки. Вибір рівчака визначається
перш за все формою і розмірами поковки, а також способами штампування (уздовж
або поперек осі заготовки), типом штампа (закритий чи відкритий) і видом
штампувальної машини.
Для полегшення завдання правильного вибору
переходів штампування необхідно використовувати класифікацію поковок, що
виготовляються на обраному обладнанні, а також пов'язані з нею класифікації
рівчаків і способів штампування.
Класифікація передбачає поділ поковок на групи,
підгрупи і класи, для виготовлення яких даються рекомендації по вибору
переходів і способів штампування.
При проектуванні технології гарячого штампування на
молотах слід встановити максимально раціональний процес по переходах, тобто
найбільш сприятливе поєднання заготівельних і штампувальних рівчаків для
заданої поковки з урахуванням технологічних умов і класифікаційної групи (1 і
2), до якої слід віднести розглядувану поковку [1, с.47-51; 2, с.335; 5,
с.208].
До штампувальних переходів (рівчаків) відносяться
кінцевий чистовий і попередній (чорновий) рівчак.
Порожнина чистового рівчака є точною копією
конфігурації гарячої поковки і будується за кресленням гарячої поковки. Для
розміщення заусенця по периметру чистового рівчака
передбачається заусенцева канавка (облойна канавка), форма і розміри якої визначаються в
залежності від складності поковки і товщини заусенця
в містку канавки [2, с.349-351; 1, С.64-67].
Попередній рівчак застосовується при штампуванні
поковок складної конфігурації і виготовляється за кресленням гарячої поковки,
але відрізняється від останнього великими радіусами заокруглень, а також
більшою глибиною і меншою шириною рівчака [1, с.84-87; 3, с.337]. Облойна канавка в попередньому рівчаку відсутня [2, с.376].
До заготівельних рівчаків відносяться перетискний, підкатний відкритий
і закритий, протяжний, формувальний, згинальний, висадочний, площадка для
розплющування чи осадки [2, с.342, табл.4]. Заготівельні рівчаки знаходять
застосування при перерозподілі металу початкової заготовки і надання їй форми,
близької до форми поковки.
При штампуванні на молотах поковок подовженої форми
(I групи), майже у всіх випадках потрібно застосовувати попередній і кінцевий
штампувальні рівчаки [2, с.358-360; 5, с.222-226].
При серійному виробництві поковки I групи штампують,
як правило, в багаторівчакових штампах, з
використанням заготівельних рівчаків. У цих рівчаках намагаються отримати таку
заготовку, площа поперечних перерізів якої була б, по можливості, близька до
сумарної площі відповідних перетинів поковки разом з облойним
заусенцем. Така заготовка забезпечує отримання
якісної поковки з рівномірним облоєм при найменшій
витраті металу, зменшує спрацювання дорогих штампів.
Поковки круглі і квадратні в плані (II групи)
штампують за один, два, рідше за три переходи. Поковки простої форми з
невеликими бобишками штампують за один перехід. Якщо
торці заготовки скошені і довжина заготовки не перевищує 2,5 діаметра, то торці
вирівнюють осадкою (при цьому видаляють окалину).
При штампуванні на КГШП переходи пластичного формування
призначають відповідно до видання [10, с. 72-90].
При штампуванні на ГКМ переходи пластичного
формування призначають згідно довідників [4, с.119-136; 8, с.119-138].
При штампуванні на гвинтових пресах переходи
пластичного формування призначають за довідником [4, с.89-91].
Визначення розмірів початкової
заготовки
Розміри
заготовки залежать від обсягу і конфігурації поковки, їх розраховують
по-різному для різних видів і способів штампування.
Для
молотових поковок, подовжених в плані, що штампуються в пласт (I група), об’єм
заготовки визначають з урахуванням втрат на угар за формулою
![]()
де ![]() –об’єм поковки, розрахований за номінальними розмірами з додаванням до вертикальних розмірів половини плюсового
відхилення;
–об’єм поковки, розрахований за номінальними розмірами з додаванням до вертикальних розмірів половини плюсового
відхилення;
![]() – об’єм заусеньця;
– об’єм заусеньця;
![]() – об’єм кліщівини;
– об’єм кліщівини;
![]() – об’єм металу на угар.
– об’єм металу на угар.
![]()
де ![]() ,
, ![]() –товщина та довжина кліщивини.
–товщина та довжина кліщивини.
Для
круглих в плані поковок, що штампуються в торець (IІ група), об’єм заготовки
визначають
![]() .
.
Для
поковок, що штампуються вздовж осі заготовки діаметр заготовки визначається за
формулою:
![]() ,
,
де
![]() – відношення між довжиною і діаметром
заготовки.
– відношення між довжиною і діаметром
заготовки.
Довжина заготовки визначається:
![]() .
.
Розрахунок зусилля штампування
Масу
падаючих частин молота визначають відповідно до літературою [2, с.414-415; 1,
с.145-146].
Зусилля
штампування для різного устаткування визначають за такими даними: КГШП - [4,
с.32-33; 10, с.91], ГКМ - [4, с.109-113; 10, с.137-138], гвинтові преси - [4,
с.91]. Значення тимчасового опору необхідно брати при температурі кінця
штампування (біля нижньої межі обраного технологічного інтервалу).
За
каталогами або довідників [2, с.181-194] вибрати необхідний типорозмір
обладнання і привести його технічні характеристики.
Конструкторська частина
В
цій частині необхідно спроектувати основний технологічний інструмент для
виготовлення поковки.
Штампування на молотах
Виходячи
з креслення гарячої поковки і типорозміру облойной
канавки, спроектувати чистової рівчак [1, с.84; 2, с.376].
Згідно
призначених технологічних переходів спроектувати заготівельні рівчаки, привести
всі необхідні обґрунтування і розрахунки [1, с.90-109; 2, с.381-396].
При
штампуванні поковок із зігнутою віссю передбачити урівноваження зсувних зусиль
в штампі [2, с.399-402; 10, с.63-65].
Необхідно
мати на увазі, що при штампуванні на молотах заповнення металом верхної частини штампа протікає краще, ніж у нижної. Тому складні та глибокі порожнини кінцевого рівчака
слід розташовувати у верхній частині штампа. Більш важку частину поковки, а також
ту частину фігури рівчака, з якої важко видаляти поковку після штампування,
рекомендується розташовувати ближче до западини під кліщі.
Рівчаки
на дзеркалі штампа бажано розташовувати відповідно до послідовності переходів
технологічного процесу, тобто дотримуватися логічної лінійності переміщення
заготовки. При штампуванні на молоті нагрівальний пристрій розташовують з
лівого боку молота, а з правого боку встановлюють обрізний прес (при гарячій
обрізці). Тому перший з заготівельних рівчаків (зазвичай протяжний)
розташовують з лівого боку біля краю штампа. Рівчаки на площині роз'єму молотових штампів розташовують відносно центру
штампа, за який приймають точку перетину осі хвостовика і шпонки. Штампувальні
рівчаки розташовують поблизу центру штампа, а заготівельні рівчаки ‑ по
периферії штампу [1, с.111- 116; 2, с.398].
Стінки
між порожнинами рівчаків і бічними гранями штампа, а також між рівчаками
повинні мати достатню міцність, товщини стінок розраховуються в залежності від
глибини і ухилів порожнин рівчаків [2, с.408-410].
Штампування на КГШП
Штамп
кривошипного гарячештампувального преса є стандартним
у вигляді блоку з направляючими колонками і іншими деталями, в якому
закріплюються вставки з рівчаками. Розміри блоків і вставок залежать від
розмірів преса. Тому перед розробкою конструкції штампа вибирають прес, на
якому буде виконуватися штампування. Зусилля штампування у відкритих штампах на
КГШП визначають за формулами [4, с.32].
Після
визначення зусилля штампування вибирають КГШП з найближчим номінальним зусиллям
[4, с.185].
При
проектуванні штампів КГШП складання епюр діаметрів і перетинів, визначення
розрахункової і вихідної заготовки, складання креслення поковки здійснюють так
само, як при проектуванні молотових штампа.
При
визначенні об’єму облоя облойну
канавку, на відміну від штампування на молотах, вибирають в залежності від
зусилля преса [4, c.45].
У
штампі КГШП для кожного рівчака передбачають одну пару вставок (верхня і
нижня). У зв'язку з тим, що вільна від рівчаків площа вставок порівняно
невелика, при крайньому нижньому положенні повзуна преса між вставками повинен
знаходитися гарячий метал. Тому при штампуванні на КГШП у всіх рівчаках (крім
рівчака для осадки) передбачають облойну канавку.
Якщо попередній рівчак заповнюється переважно осадкою, то облойну
канавку можна не робити, а передбачити зазор між вставками на 50…70% більше
глибини облойної канавки кінцевого рівчака. Якщо
попередній рівчак заповнюється переважно видавлюванням, то передбачають облойну канавку з містком на 1...2 мм ширше і висотою на
50… 70% більше, ніж в кінцевому рівчаку.
Штампування на ГКМ
Штампи
ГКМ мають збірну конструкцію і складаються з роз'ємного блоку матриць, блоку
пуансонів, пуансонів, матриць вставок, упорів і елементів кріплення.
Розмірний
ряд, основні параметри і характеристики штампового простору ГКМ наведені в ГОСТ
7023-70.
Основними
рівчаками при штампуванні на ГКМ є набірні (висадочні), формувальні, прошивні,
пробивні і відрізні.
Проектування
штампа ГКМ здійснюють в такій послідовності:
1.
Складають креслення поковки і встановлюють технологічні вимоги на поковки.
Припуски і допуски визначаються аналогічно молотовим поковкам. При розробці
креслення поковки необхідно враховувати, що маса недеформованої частини
заготовки не входить в масу, по якій призначаються припуски, крім частини, що
затискається в штампі. Мінусові відхилення недеформованої частини деталі
збільшують на 0,3...0,5 мм, так як нагрів змінює діаметр прутка.
2.
З'ясовують, чи буде виконуватися штампування з облоєм
або без нього і визначають спосіб відділення поковки від прутка.
3.
Розраховують та вибирають переходи штампування [4, с.121, 123; 3, с.416, 417].
4.
Визначають діаметр вихідної заготовки і довжину висаджується частини за
прийнятим діаметру вихідного прутка і об’ємом формувального переходу для
поковок з подовженою віссю [3, с.439; 4, с.124].
5.
Визначають максимальне зусилля штампування [4, с.122].
6.
Вибирають ГКМ по найближчого більшого зусилля, кількості переходів і габаритним
розмірам штампового простору (ГОСТ 7023-70).
7. Визначають розміри рівчаків та вибирають
рівчакові вставки [4, с.140–154].
8. Встановлюють взаємне розташування рівчаків,
конструкцію і розміри пуансонотримачів. Найбільш
навантажені рівчакі слід розташовувати на рівні
головного валу машини.
9. Вибирають блок матриць та викреслюють загальний
вид штампу.
Конструювання штампів для обрізки облою
Обрізку
і пробивання виконують в холодному і гарячому стані, головним чином на
кривошипних обрізних пресах, основні параметри яких наведені в довіднику [2, с.189].
Проектування
штампів для обрізки облою і пробивання отворів у
поковках ведуть в такій послідовності:
1.
Визначають серійність обрізки.
2.
Визначають спосіб обрізки - гаряча чи холодна.
3.
Вибирають тип штампа - простої, послідовної або суміщеної дії.
4.
Визначають конструкцію пуансона і матриці (суцільні або збірні).
5.
Визначають величину зазорів між пуансоном і матрицею.
6.
Вибирають тип знімача.
7.
Визначають зусилля обрізки і пробивання і вибирають прес.
8.
Підбирають стандартні або нормалізовані деталі штампу: плити, колонки, втулки,
клини і т.д. [4, с.263].
9.
Розробляють креслення загального вигляду штампа в робочому положенні, тобто в
крайньому положенні повзуна преса.
10.
Складають специфікації.
Організаційна частина
З
урахуванням типу штампувальної машини, способу нагрівання слід раціонально
спланувати робочу дільницю.
Розміщення
основного устаткування (штампувальної машини, обрізного преса, нагрівальної
печі), засобів механізації технологічних і транспортних операцій повинно сприяти
високій продуктивності, здоровим і безпечним умовам праці.
Описати
прийняте планування дільниці і виконати схему розташування обладнання і засобів
механізації із зазначенням норми відстаней між обладнанням[14, с.191-198].
ПОРЯДОК ЗДАЧІ ТА ЗАХИСТУ КУРСОВОГО ПРОЕКТУ
Студент представляє
закінчену роботу керівнику курсового проєкту, який
вирішує питання про допуск студента до захисту і ставить свої підписи на
титульному листі записки розрахункового пояснення, а також на кожному кресленні
проекту.
До захисту
допускаються проекти, виконані в повній відповідності із завданням і в
необхідному об'ємі згідно вимог цього методичного видання. При захисті
курсового проекту студент виступає перед комісією (не менше два викладача) з
доповіддю, в якій чітко, аргументовано, висвітлює суть виконаної роботи. На
захисті курсового проекту можуть бути присутніми студенти групи.
Оцінка проекту та
загалом роботи студента виконується по стобальній системі з врахуванням
виконання календарного плану, т.т набраної кількості
балів за поточний контроль (максимально 40 балів за два модулі), якості
виконання курсового проекту, зробленої доповіді та глибини відповідей на задані
в процесі захисту питання.
Оцінка виконання та
захисту проекту для студентів заочної форми навчання виконується за традиційною
п’ятибальною системою.
ВАРІАНТИ ЗАВДАННЬ
ПРИКЛАД ВИКОНАННЯ КУРСОВОГО ПРОЕКТУ
1.
Вступ
При
гарячому штампуванні використовується таке устаткування: кривошипні
гаряче-штампувальні преси (КГШП); кривошипно-клинові преси (ККП);
горизонтально-кувальні машини (ГКМ); молоти штампувальні, кувальні; преси
гвинтові (гідрогвинтові, дугостаторні,
фрикційні); гідравлічні преси; кривошипно-колінні (карбувальні); кривошипні
обрізні; преси горизонтальні для гнуття; гаряче-штампувальні автомати;
спеціалізовані кувальні машини; вальці поперечно-клинові, молоти безшаботні, машини для радіального обтиснення, тощо.
Суть
роботи технолога зводиться до розробки технології виготовлення викову за
отриманим кресленням деталі, знаючи її серійність випуску. Конструктор повинен
спроектувати оснастку, яка потрібна для виготовлення цього викову.
2. ТЕХНОЛОГІЧНИЙ РОЗДІЛ
2.1. Співставлення можливих варіантів
виготовлення викову.
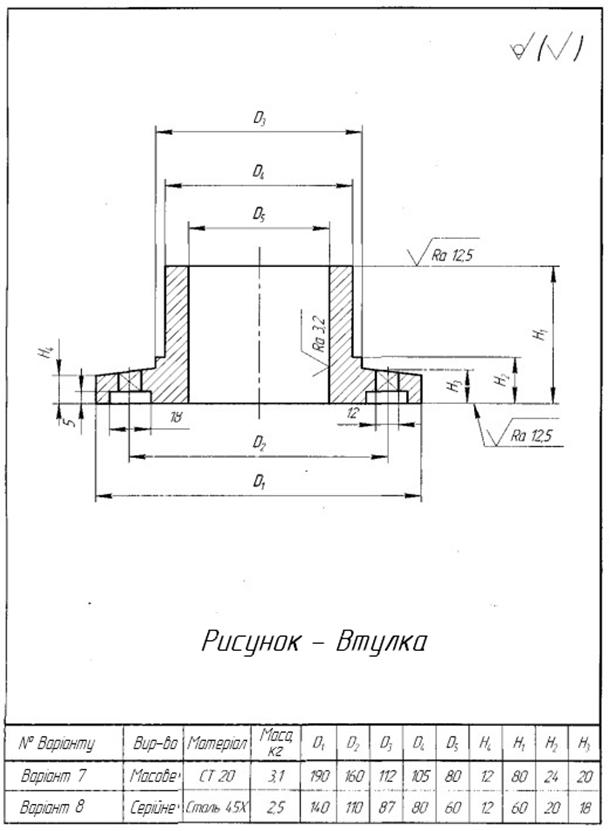
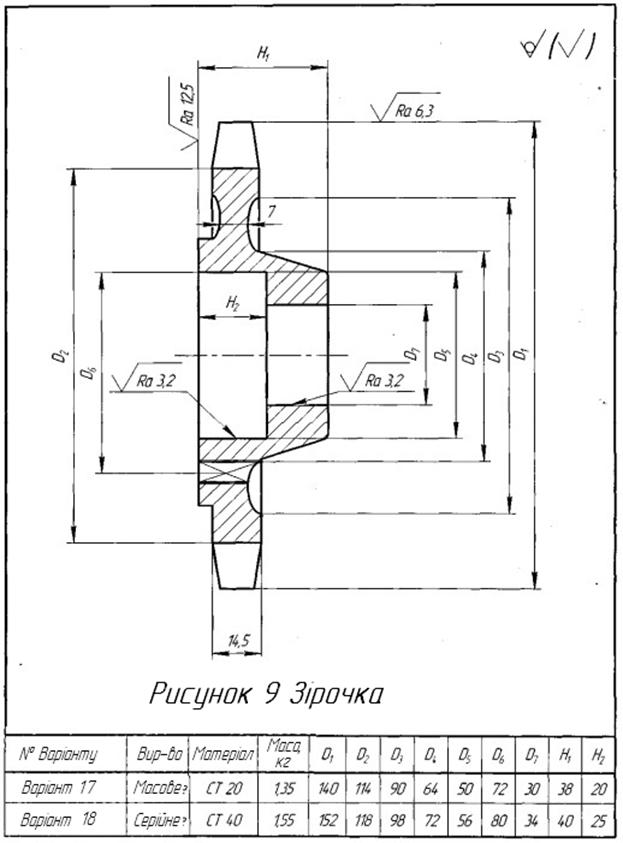
Втулка
являє собою тіло обертання з розмірами відповідно до креслення , матеріал -
Сталь 20, вага
Призначення
Втулки – закріплення деталей на циліндричних ділянках валів та осей.
Масштаб
виробництва – масове.
Виков відноситься до другої технологічної групи:
викови, які штампуются в
торець.
Виков на цю деталь можна отримати штампуванням
на молотах, на КГШП, на гвинтовому пресі.
Штампування
на молотах має багато недоліків: складні комунікації; ударний характер роботи
(потреба в великих шаботах, масивні штампи, які дорогі і які складно
виготовляти й налагоджувати); відсутність виштовхувачів;
практична неможливість автоматизації, механізації, роботизації; через ударний
характер роботи стрясіння будівель, фундаменту; важкі
умови праці.
Приймаю
штампування на КГШП по відкритій схемі тому, що при цьому вище продуктивність, простіше виготовлення і
монтування оснастки, є можливість механізація та а автоматизації, менші
штампувальні ухили, оскільки є виштовхувачі. На
відміну від штампування на гвинтових пресах, є можливість змістити ручаї від
центра і виділити додаткове місце для процесу осадки заготівки.
Відкрита
схема штампування прийнята через те, що наявність тонкого полотна ускаднює
якісне заповнення ручая при закритому (безоблойному штампувані)
При
цьому штампується точний виков з відносно неточної
заготівки за рахунок витискування зайвого металу в облой.
2.2.
Розроблення креслення викову.
Лінія
роз’єму штампу розташована у площині найбільшого
розміру – діаметр фланця Ø100.5
на висоті
Напуск
- додатковий метал, завдяки якому спрощуємо конфігурацію викову. Призначаємо
напуски на слідуючи поверхні: отвори
Ø6.3.
Для штампування на
КГШП по відкритій схемі згідно з [1], с. 28, табл. 1 9, призначаємо четвертий
клас точності викову - Т4.
Матеріал
деталі – Сталь 20 відноситься до групи М1, згідно з [1], с. 8, табл. 1.
Для
визначення припусків і допусків призначаю розрахункову масу викову, яка
орієнтовно враховує напуски і припуски:
![]() ,
,
де ![]() =
=
Кр -
розрахунковий коефіцієнт, Кр = 1,5 ... 1,8
([5], с. 31, табл. 20), Приймаю Кр= 1.6 , тоді
![]() = 0,538
= 0,538 ![]() 1,6 =
1,6 =
Знаючи
розрахункову масу викову визначаю його об'єм:
![]()
де
g - питома вага сталі, g = 7,82 × 10-3 г/мм3.
![]() = 861 / 7,82 ×
10-3 = 110102,3 мм3.
= 861 / 7,82 ×
10-3 = 110102,3 мм3.
Описана
фігура деталі - циліндр Ø101 мм, довжиною L =
![]() = π R2
L,
= π R2
L,
де R =
![]() = π R2 L = 3,14
= π R2 L = 3,14 ![]() 50.52
50.52 ![]() 38 = 304295.83 мм3.
38 = 304295.83 мм3.
Співвідношення
об'єму деталі до об'єму викову:
![]()
С = 110102,3 / 304295.83 = 0,36 - що
відповідає ступеню складності С2 ([1], с. 30).
Знаючи
розрахункову масу викову МПР =
Таблиця 2.1.
|
Розмір деталі |
Шорст-кість |
Основний припуск |
Додатковий
припуск |
Сумарний припуск |
Розмір викову |
Допуск |
Розмір з допуском |
«Гарячий» розмір |
|
|
|
|
|
товщини |
|
|
|
|
|
36 |
6.3 |
1.4 |
0,3 |
1.7 |
39 |
1,2 |
39 |
39.6 |
|
9 |
4 |
1.3 |
0,3 |
1.6 |
12 |
1,2 |
12 |
12.2 |
|
|
|
|
|
діаметри |
|
|
|
|
|
Ø 96 |
12.5 |
1.1 |
0,3 |
1,4 |
Ø99 |
1,4 |
Ø99 |
Ø100.5 |
|
Ø 52.5 |
12,5 |
1.1 |
0,3 |
1.4 |
Ø55 |
1,4 |
Ø55 |
Ø55.8 |
|
Ø 43.5 |
6.3 |
1.4 |
0,3 |
1.7 |
Ø40 |
1,4 |
Ø40 |
Ø39.4 |
Знаючи
вихідний індекс (9), для кожного розміру, враховуючи шорсткість визначаю
основні припуски за [1], с. 12,13, табл. 3 і записую їх до табл. 2.1 позиція 3.
Припуски призначаю лише на поверхні, які будуть оброблюватись.
За [1],с.
14.15, п. 4.3.1 - 4.3.3 визначаю додаткові припуски, які враховують зміщення
поверхні роз’єму штампа (для горизонтальних розмірів
викову - діаметрів), зігнутість викову і відхилення від паралельності (для
вертикальних розмірів - товщин), та заношу їх до
графи 4 табл. 2.1.
Визначаю
номінальні розміри викову, шляхом додавання до зовнішнього розміру деталі
(віднімання від внутрішнього) сумарного подвоєного припуску. Результати
розрахунку заношу до графи 6 табл. 2.1.
За
вихідним індексом і розмірами викову визначаю допуски на основні розміри викову
за [1], с. 17-19, табл. 8 і записую їх до графи 7 табл. 2.1. Допуск на товщину
визначається для найбільшого розміру товщини і поширюється на всі розміри
товщини. До графи 8 табл. 2.1 заношу розміри викову із відповідними допустимими
відхиленнями.
Для
визначення розмірів ручаю штампа, розраховую «гарячі» розміри викову. Для цього
зовнішні розміри викову збільшую на величину температурної усадки, тобто на
1,2% (помноживши (розділивши) номінальні розміри викову на 1,012). Значення
«гарячих» розмірів заношу до графи 9 табл. 2.1.
Призначаю технічні
умови виготовлення викову.
1.Мінімальні радіуси заокруглень: зовнішні R =
2. Штампові ухили: зовнішніх 3˚, внутрішніх 7˚ ([1],с. 26,
табл. 18).
3.Допустима величина зміщення по поверхні роз'єму штампа не більше
4.Величина залишкового облою
не більше
5.Допустима величина висоти завусня
на викові по контуру обрізування облою не повинна
перевищувати
6.Допустиме радіальне биття циліндричних поверхонь не повиненно перевищувати
7.Допустиме відхилення штампувальних ухилів: зовнішніх ±0.25х3˚=±0.75˚, внутрішніх ±0.25х7˚=±1.75˚
([1],с. 27, п. 5.24).
8.Допустимі відхилення радіусів заокруглення зовнішніх
і внутрішніх кутів
9.Допустимі відхилення від концентричності пробитого у
викові отвору не більше
10.Допустимі відхилення по зігнутості, від площинності
і прямолінійності плоских поверхонь не більше
2.3.
Призначення способу нагрівання заготівок перед штампуванням.
Для нагріву
заготівок найбільш широко використовують полум'яні печі, електропечі, установки
контактного електронагріву і індукційні нагрівачі. Суттєвим недоліком нагріву в
полум'яних печах є зневуглецювання поверхонь сталевих заготівок та високий
поверхневий вигар. Під час індукційного електронагріву, у порівнянні з
звичайним нагрівом в полум'яних печах, за рахунок різкого зменшення часу
нагрівання підвищується продуктивність нагріву. Крім того, шар окалини
зменшується в 4-5 разів, втрата металу на вигар зменшується від 1,5-2% до
0,2-0.4%, а зневуглецювання практично не відбувається. До того ж,
забезпечується точність температур нагрівання, що виключає перегрів. Але
індукційне нагрівання має і недолік - воно у декілька разів дорожче за
полум'яне. Враховуючи матеріал викову – Сталь 20, масовість виробництва,
остаточно призначаю індукційне нагрівання.
2.4. Визначення маси викову і заготівки.
Розбиваю виков на прості геометричні фігури та розраховую об'єм
кожної фігури.
Мвик= Vвик![]() g,
g,
Vвик = (V1 + V2 + V3 + V4 )
Об'єм викова з перемичкой:
Vвик =123768.4
мм3
Маса викова с перемичкой:
Мвик = 123768.4 ![]() 7,82
× 10-3=
7,82
× 10-3=
Попередньо
задаюсь зусиллям пресу – 1600 тс. і для цього зусилля
визначаю параметри відповідних облойних канавок (див.
рис. 2.2), користуючись [3], с. 45, табл. 10.
Рис. 2.2. Параметри облойної
канавки.
Визначаю
робоче зусилля, користуючись формулами, взятими з [3], с.32-33.
![]()
де σs
= 7.7 кг/мм2 – напруження текучості Сталь 20, що відповідає
температурі 900˚С при
штампуванні ([4], с. 35, табл. 17);
b =
hз =
![]() – площа містка облойної канавки;
– площа містка облойної канавки;
![]() – площа проекції
викову на поверхню роз'єму;
– площа проекції
викову на поверхню роз'єму;
Р = 7.7![]() [(1,5 + 0,5
[(1,5 + 0,5![]() 5/2)
5/2) ![]() 1312,52 + (1,5 + 5 /2 + 0,08
1312,52 + (1,5 + 5 /2 + 0,08![]() 100,5 /2)
100,5 /2)![]() 7928,7] = 510,7тс.
7928,7] = 510,7тс.
Оскільки
розрахункове значення зусилля значно менше раніше прийнятого, то приймаємо КГШП
зусиллям 1000 тс.
Знаючи
параметри облойної канавки, розраховую об'єм облою:
Vоб = Р (b ![]() h + В
h + В ![]() h1),
h1),
де Р = ![]() мм – периметр викову;
мм – периметр викову;
b =
h =
h1 =
В –
залежить від маси викову, для виковів маса яких від
0.5 до
Vоб =315,57 ![]() (5
(5 ![]() 2+ 15
2+ 15 ![]() 6) = 31657,5 мм3.
6) = 31657,5 мм3.
Для
індукційного електронагрівання втрати металу від
вигару:
Vвиг = Квиг ![]() (Vвик
+ Vоб)
(Vвик
+ Vоб)
де Квиг – коефіцієнт вигару, для електронагрівання Квиг
= 0,002 ... 0,004,
приймаємо Квиг
= 0,004.
Vвиг = 0,004 ![]() (123768.4 + 31657,5) =621.7 мм3
(123768.4 + 31657,5) =621.7 мм3
Визначаємо
об'єм заготівки, як суму об'ємів викову, облою та
вигару:
Vзаг = Vвик + Vоб + Vвиг
Vзаг = 123768.4 + 31657,5+ 621.7 = 156047.6 мм3
Мзаг = Vзаг
![]() g = 156047.6
g = 156047.6 ![]() 7,82 × 10-3
=
7,82 × 10-3
=
2.5. Призначення технологічних переходів.
Оскільки
виков відноситься до другої групи виковів,
які штампуються вздовж осі, то призначаю операцію осадки на 30% з метою збиття
окалини і призначенного штампування в 2 перехода і штампування в чистовому ручаї
Знаючи
об'єм заготівки, визначаю її розміри - висоту та діаметр, враховуючи, що їх
співвідношення повинно бути близько 2. Орієнтовно приймаю: Dзаг
=
Lзаг =![]() мм.
мм.
Стандартний діаметр
заготівки згідно з [2], с. 44, табл. 29 :
Dзаг =
Співвідношення: Lзаг ![]() Dзаг
= 80
Dзаг
= 80![]() 50 = 1,6 – допустиме.б Остаточно приймаю: Dзаг =50 мм , Lзаг = 80мм.
50 = 1,6 – допустиме.б Остаточно приймаю: Dзаг =50 мм , Lзаг = 80мм.
Осаджування заготовки
на 30% з Lзаг =
Dзаг = ![]() =
=![]() мм.
мм.
Під час осаджування формуємо заглиблення у заготовці
діаметром Ø33.4мм.
2.6. Призначення термічного режиму та вибір нагрівального
устаткування.
Виходячи
з матеріалу викову – Сталь 20 за [2], с. 99, табл. 2, визначаю допустимий
інтервал температур штампування:
– температура початку штампування
максимальна, ˚С 1280
– температура кінця штампування, °С:
не вище . 830
не нижче. 720
– рекомендований інтервал температур
штампування, °С 1250 – 800
Час,
протягом якого буде штампуватись виков:
Тсек = Трх + Т1п + Т2п + Ттр
де Ттр – час транспортування заготівки від
нагрівального устаткування до пресу:
Ттр = L/V
де
L =
V
= 0,25 м/с – швидкість руху.
Tтр = 2.5/0,25
= 10 с
Tрх = 1с – час
одного робочого ходу
Т1п
= 3 с – час встановлення заготівки в чистовий ручай і натиснення на педаль;
Т2п
= 2 с – час перекладання викову з ручая в ручай
і натиснення на педаль;
Тсек = 1+3+2+10 = 16 с
2.7. Боротьба з окалиноутворенням і видалення
окалини перед штампуванням.
Для
зменшення витрат металу на вигар я використовую індукційне нагрівання
заготівок. При цьому шар окалини зменшується в 4 – 5 разів, втрата металу на вигар зменшується від 1,5 – 2% до 0,2 – 4%, а
зневуглецювання практично не відбувається – втрати менше ніж при
полум'яному нагріванні.
Призначаю операцію осадки на 30% з метою
збиття окалини.
2.8. Штампувальне устаткування.
Перевіримо можливість встановлення на прес – КГШП зусиллям
1000 тс стандартного блоку. Даний прес має закриту
висоту ![]() L = 770
L = 770 ![]()
![]() L = 710
L = 710 ![]()
Основні параметри
кривошипного гарячештампувального преса зусиллям 1000
тс. ([4],с.185,табл.15а) ГОСТ 6809-53
2.9. Обрізування облою і пробиття
перемички.
Призначаю
"гаряче" обрізування облою.
Масове
виробництво вимагає поточної організації праці. Оскільки штампування
відбувається в "лініях", підвищується продуктивність КГШП і
обладнання для обрізування облою за рахунок зменшення
транспортних витрат та використання проміжних складів.
„Холодне” обрізування облою більш
продуктивне, але вимагає наявності додаткових операцій.
Вибираю обрізний штамп, з низьким башмаком.
Необхідне зусилля обрізного пресу визначають за формулою:
Р = (1,5
... 1,8) σв Fзр.обл.,
де σв
– тимчасовий опір розриву, для Сталь 20 при температурі обрізування 900˚:
σв =
Fзр.обл. – площа зрізу, яка
є добутком периметру (П) на товщину зрізу (S):
Fзр.обл. = П ![]() S = П
S = П![]() (h + Δ + r),
(h + Δ + r),
де h =
Δ = 1,4 –
позитивний допуск на виков по висоті (п.2.2.8, табл.
2.1);
r =
Fзр.обл. = ![]()
Fпроб. =![]()
Р = 1,8 ![]() (1073 + 1596)
(1073 + 1596) ![]() 7.7 = 36512 кгс.
7.7 = 36512 кгс.
Виходячи
з конструктивних особливостей обрізного штампу, його габаритних розмірів,
користуючись [4], с, 189, табл. 21, приймаю обрізний кривошипний прес зусиллям
100 тс з гідропневматичною подушкою.
Використовую блок універсального штампу для обрізування облою
1000-0127
за ГОСТ 23211-78 .
2.10. Видалення окалини після штампування.
Користуючись
[3], с. 299 – 329, приймаю спосіб видалення окалини з викову дрібоструминною очисткою тому, що цей спосіб дешевий і
продуктивний. При дрібоструминній очистці не
відбувається втрат основного металу і зміни механічних властивостей.
Для
очистки виковів від окалини в умовах масового
виробництва, приймаю очисний дрібоструминний
стрічковий барабан безперервної дії (ГОСТ10955-64).
2.11. Контроль якості
виковів.
Виходячи з конфігурації викову та
розробленої технології його виготовлення, користуючись [3], с. 354 – 342,
навожу можливі види браку, при його виготовленні:
– брак, що виникає від вихідного матеріалу (риски, шлакові включення,
флокени тощо).
– брак, що виникає під час різання штанг на заготівки (косий зріз,
торцеві тріщини, невідповідність довжини).
– брак, що виникає під час нагрівання заготівок (перепал, перегрів).
– брак, що виникає при штампуванні на КГШП ( незаповнення
фігури, затиски, тощо).
Користуючись [3], с. 342-356, призначаю:
– хімічний аналіз в лабораторії партії вихідного матеріалу.
– візуальний огляд, для виявлення поверхневих дефектів; проводиться на
всіх стадіях виготовлення викову; контроль форми і всіх геометричних розмірів.
– ультразвуковий метод виявлення внутрішніх дефектів після очищення від
окалини.
Згідно з [3], с. 362 призначаю приймальний
контроль партій виковів по збільшеній виборці тому,
що параметри, які контролюються, можливо оцінити числовими (розмірними)
величинами.
3.
Конструювання штампів
3.1. Штамп КГШП.
За визначеним тоннажем пресу (1000 тс) визначаю габарити ручаєвих вставок стандартного штампу
КГШП.
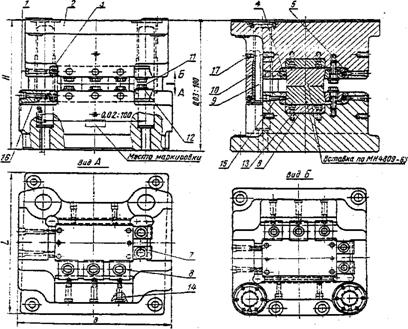
Рис. 3.1. Універсальний блок по МН
4808-63
На рис. 3.1 зображено типовий трьохручаєвий блок для пресу зусиллям 1000 тс. В нижній плиті 1, також як і в верхній 2, вмонтовані
підкладні плити 6, закріпленні гвинтами 13. Зверненні до вставок бокові
поверхні планок 4 мають нахил 7° до вертикалі. Прихвати 12 впираються однією
гранню в нахилену грань вставки, а іншою - в термічно оброблену підкладку 5,
запобігаючи вироботці виступів плит. Як підкладки,
так і виступ мають нахил 15° від вертикалі. Вставки закріплені болтами 11 та
планками 4 з нахиленою на 10° гранню. При затяжці болтів 14 набір вставок
притискається цими клиновими планками до протилежних стінок гнізд плит.
Опорні пластини 3 між цими стінками та вставками передбачені для компенсування
похибок виготовлення плит та для регулювання вставок при відхиленні їх розмірів
по ширині.
Чистовий ручай розташований в призматичній
вставці. Вставку з чистовим ручаєм розміщуємо по осі поковзня,
праворуч розташовуємо фіксуючі вставку, ліворуч – вставку для осадки.
3.2 Штамп для
обрізування облою.
Згідно
з розробленою технологією вибираю з ряду типових конструкцій штамп для
обрізування облою і пробиття перемички.
Блок
універсального штампа суміщеної дії для обрізування облою
і пробиття перемички на кривошипних пресах, за ГОСТ 23211-78, складається з
верхньої 4 і нижньої 1 плит. Направлення руху верхньої плити здійснюється
колонками 9 і направляючими втулками 7. Колонки запресовані в верхню плиту,
втулки – в нижню. До верхньої плити, за допомогою пуансонотримача
6, підкладки 5 та штифтів 18, кріпиться штовхаючий
пуансон. На нижній плиті гвинтами зафіксована державка 2, на яку встановлюється
прошивач за допомогою гвинтів 17. Також на нижню
плиту встановлюється матриця по посадці і фіксується прихватами
8 з болтами 12.
Виков встановлюється в матрицю так, що облой впирається в ріжучу крайку матриці. При робочому ході
пуансон штовхаючого типу проштовхує виков крізь матрицю, при цьому обрізується облой. Під час подальшого робочого ходу виков
опускається на прошивач і відбувається пробиття
перемички.
Під час зворотнього ходу поковзня
працює гідропневмоподушка; три стержневих виштовхувачі 3 піднімають циліндричний виштовхувач,
який знімає виков з прошивача
і виштовхує виков з матриці.
Оскільки зазор між пуансоном і матрицею невеликий, то можливо, що облой залишиться на пуансоні. В даному випадку облой буде знятий кліщами коваля з проточки на пуансоні штовхаючого типу.
|
Назва деталей |
Матеріал |
Твердість |
|
Пуансон штовхаючий |
Сталь 7Х3 |
388НВ |
|
Пошивач |
Сталь 7Х3 |
388НВ |
|
Матриця |
Сталь 8Х3 |
415НВ |
|
Виштовхувач |
Сталь 7Х3 |
388НВ |
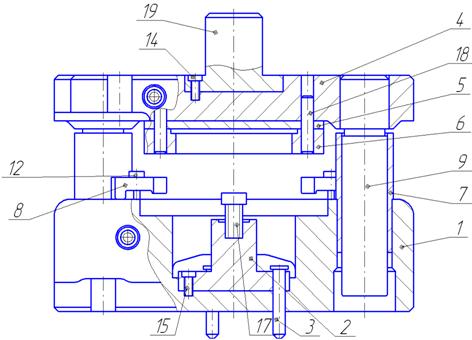
Рис.3.2. Блок 2500-0127 ГОСТ
23211-78.
Згідно з [3] с. 257 табл. 2 вибираємо
стандартні розміри матриці.
Закрита висота штампу для блока 1000-0127 Н=124
мм. Відомо для того щоб якісно відділити облой від
викову пуансон має ввійти на 6-
Отже
висота пуансона:
Hп=124-Нм+10=124-55+6=75
мм
4. Експлуатація штампів та їх стійкість.
При типовому кріпленні штампів КГШП
використовують слідуючий порядок їх встановлення:
1) встановлюють підштампову
(клинову) плиту так, щоб закрита висота штампового простору преса була б на 2 -
2) піднімають поковзень
у верхнє положення;
3) вилучають зі стола бокові клини;
4) встановлюють краном складений штамп на переносний або
відкидний рольганг перед столом пресу;
5)перекинувши трос крюка крана з протилежної від рольганга
сторони преса, переміщують краном штамп з рольганга на стіл преса та видаляють
рольганг;
6) кріплять верхню вставку до поковзня з кінцевою затяжкою болтів;
7) кріплять болтами нижню вставку до столу, залишаючи зазори
по 3-
8) одиночними холостими ходами вирівнюють по напрямним
колонкам та втулкам положення нижньої частини блоку по відношенню до верхньої:
9) підігрівають ручаєві вставки;
10) відштампувавши перший пробний виков,
у разі потреби, усувають зсув шляхом видалення відповідних підкладок в
кріпленні ручаєвих вставок та піднімають підштампову
плиту для отримання виковів потрібної висоти з
врахуванням верхнього відхилення, виходячи з того, що при подальшому нагріванні
пакету, висота виковів буде поступово зменшуватись;
затягують болти кріплення нижньої вставки, встановлюють та затягують бокові
клини; штампують другий пробний виков та після його
контролю, приступають до штампування партії.
Стійкість ручаєвих вставок менше пов'язана
з зусиллям пресу, чим стійкість молотових штампів з масою падаючих частин
молота.
В залежності від форми виковів
стійкість штампувальних ручаїв на пресі (до відновлення) 8000 – 11000([3]с
395) шт. Стійкість підкладок на 20 – 35%
вище стійкості молотових штампів. Стійкість державок та інших деталей штампа
складає десятки та сотні тисяч виковів.
5. ОХОРОНА ПРАЦІ
Є дуже важливим створення безпечних і
здорових умов праці на виробництві і це є справа держави. Поліпшення умов
праці, підвищення її безпеки та нешкідливості має велике соціальне й економічне
значення і впливає безпосередньо на підвищення продуктивності праці, на
покращення якості продукції, що випускається.
Продуктивність праці можна підвищити
завдяки збереженню здоров`я і працездатності людини, економії живої праці
шляхом підвищення рівня використання робочого часу, продовження періоду
активної трудової діяльності, економії суспільної праці шляхом підвищення
якості продукції, зменшення числа аварій і нещасних випадків на виробництві.
Однією з найбільш важливих характеристик
стану виробничої і трудової дисципліни є дотримання норм і правил по охороні
праці. Охорона праці – це система законодавчих актів, соціально-економічних,
організаційних, технічних, гігієнічних, і лікувально-профілактичних заходів і
засобів, що забезпечують безпеку, збереження здоров`я та працездатності людини
в процесі праці.
Безпека праці забезпечується дотриманням
санітарних норм, інструкцій, стандартів з безпеки праці, правил по техніці
безпеки. На даний час велике значення має суворе дотримання вимог „Системи
стандартів безпеки праці”, що встановлюють загальні
вимоги безпеки до виробничих процесів і до груп виробничих процесів.
Тому дуже важливо планомірно здійснювати заходи щодо впровадження
наукових методів організації праці, її автоматизації, впровадження роботехніки, зведення до мінімуму важкої фізичної
праці.
Для всіх механічних пресів, згідно з
ГОСТ 12.2.017-83 „ССБТ. Оборудование кузнечно-пресовое. Общие требования безопасности.”
виконуються слідуючи вимоги безпеки:
1)
при відпусканні
одної з кнопок обладнання зупиняється або повертається у попереднє положення.
Відстань між кнопками управління 300-
2)
кожний наступний
пуск виконується після відпускання кнопок та їх наступного натиснення;
3)
при роботі на
пресі – автоматі використовується система блокування доступу до робочої зони
штампу під час роботи пресу;
4)
зусилля на
органах управління не перевищує 40Н;
5)
всі органи
управління мають пояснювальні написи та сигнальне фарбування (червона кнопка вимкнення);
6)
педалі
відключення закриті з трьох сторін козирками, зусилля не менше 25Н;
7)
на всіх пресах
встановлений нульовий захист.
Згідно з ГОСТ 12.3.026-81 „ССБТ. Работы
кузнечно-пресовые. Требования
безопасности.” Пред’являються слідуючи вимоги до
технологічного процесу:
1)
забороняється
використовувати методи штампування, котрі не вказані в технології виготовлення
даного виробу (робота без пінцету, оброблення одночасно декількох поліс);
2)
забороняється
технологічні змащення не вказані в технології;
3)
штампи повинні
мати справне індивідуальну загорожу. Величина зазору між верхньою плитою штампу
та загорожею не повинні перевищувати
4)
забороняється
змінювати конструкцію обладнання без відповідного дозволу.
Вимоги по техніці безпеки до
конструкції штампів назначаються в залежності від пресового обладнання та
оснащення захисними пристроями, а також
від умов праці та виду виробництва, габаритних розмірів, матеріалів. заготівок
та призначення штампу.
У маркіровані штампу вказується з
якими пристроями чи якими методами що забезпечують безпеку слід працювати
наприклад: „Працювати з пінцетом при дворукому включенні”
Наприклад по ГОСТ 12.2.109-89. Існують слідуючи вимоги до основних елементів
конструкції штампів:
1.
Фіксуючі деталі
штампів міцно зафіксовані та забезпечують надійну установку штучних заготівок
та видалення деталей, для цього трафарети слід виконувати з прийомною фаскою, а
фіксатори з прийомним контуром .
2.
В штампах
забезпечується співпадання отворів для видалення
деталей та відходів зі штампів з отворів в підштамповій
плиті(столі) преса. Якщо ця умова не виконується, то конструкція штампу повинна
забезпечувати можливість видалення деталей та відходів крізь пази, нахилені
лотки.
3.
в штампах з
направляючими колонками виключається схід направляючих втулок та колонок при
верхньому положенні повзуна.
4.
пружини в штампах
слід розміщувати, фіксувати та фіксувати таким чином, щоб виключити можливість
травмування оператора при поломці пружини.
5.
в зоні ручних
робіт слід забезпечувати зазори безпеки між
рухомими та нерухомими частинами штампу.
6.
зазори безпеки
повинні бути: не більше 8мм при верхньому робочому положенні повзуна; не менше
При роботі штампу з ходом повзуна преса
Захисні пристрої по можливості не повинні:
затрудняти укладку заготівок та видалення штампуючи деталей; створити додаткові
фізичні навантаження на оператора.
СПИСОК РЕКОМЕНДОВАНОЇ ЛІТЕРАТУРИ
1.
Ковка и объемная штамповка: Справочник /Под ред. Е.И. Семенова: В 2 т. -М.:
Машиностроение, 1986.- Т2.- 563с.
2.
Ковка и объемная штамповка стали:
Справочник /Под ред. М.В. Сторожева. -Т1.-
М.: Машиностроение, 1967.- 435с.
3.
Охрименко Я.М. Технология кузнечно-штамповочного производства. -М.:
Машиностроение, 1976.- 554с.
4.
Ковка и объемная штамповка стали:
Справочник /Под ред. М.В. Сторожева. -Т2.М.:
Машиностроение, 1967.- 435с.
5.
Семенов Е.И. Ковка и объемная
штамповка. -М.: Высш. шк., 1972.- 345с.
6.
Брюханов А.Н. Ковка и объемная
штамповка. -М.: Машгиз,
1960.- 387с.
7. Брюханов А.Н., Ребельский А.В. Горячая штамповка. Конструирование и расчет
штампов.-М.: Машгиз, 1952. -664с.
8.
Технологический справочник по ковке и
объемной штамповке /Под ред. М.В. Сторожева. -М.: Машгиз, 1959. –966с.
9. Бабенко В.А., Бойцов В.В., Волик Ю.П. Объемная
штамповка: Атлас схем и типовых конструкций штампов. -М.:
Машиностроение, 1962. -104с.
10. Вербицкий Е.И., Добровольский И.Г. Курсовое проектирование по горячей штамповке.-Минск: Вышейш. шк., 1978. –208с.

