LECTURE №10
DRIVES AND MECHANISMS. LINEAR
MOTION DRIVES
10.1. MECHANICAL ACTUATORS
Linear motion drives are
mechanical transmission systems which are used to convert rotary motion into
linear motion. The conventional thread forms like vee or square are not
suitable in CNC because of their high wear and less efficiency. Therefore CNC
machines generally employ ball screw for driving their workpiece carriages.
These drives provide backlash free operation with low friction-wear
characteristics. These are efficient and accurate in comparison with that of
nut-and-screw drives. Most widely used linear motion drives are ball screws.A
linear actuator is an actuator that produces motion in a straight line. Linear
actuators are extensively required in machine tools and industrial machinery.
Hydraulic or pneumatic cylinders inherently produce linear motion. Many other
mechanisms are used to generate linear motion from a rotating motor.
Mechanical
actuators
These actuators convert
rotary motion into linear motion. Conversion is made by using various types of
mechanisms such as:
·
screw: this is a
simple machine known as screw. by rotating the screw shaft, the actuator's nut
moves in a line;
·
wheel and axle:
hoist, winch, rack and pinion, chain drive, belt drive, rigid chain and rigid
belt actuators operate on the principle of the wheel and axle. a rotating wheel
moves a cable, rack, chain or belt to produce linear motion;
·
cam: discussed
in last lecture;
·
hydraulic
actuators utilize pressurized fluid to produce a linear motion where as
pneumatic systems employ compressed air for the same purpose. we will be
discussing about these systems in lecture 4 and 5.
Piezoelectric
actuators
These actuators work on the
principle of Piezoelectricity which states that application of a voltage to a
crystal material such as Quartz causes it to expand. However, very high
voltages produce only tiny expansions. As a result, though the piezoelectric
actuators achieve extremely fine positioning resolution, but also have a very short
range of motion. In addition, piezoelectric materials exhibit hysteresis which
makes it difficult to control their expansion in a repeatable manner.
Electro-mechanical
actuators
Electro-mechanical actuators
are similar to mechanical actuators except that the control knob or handle is
replaced with an electric motor. Rotary motion of the motor is converted to
linear displacement. In this type of actuators, an electric motor is
mechanically connected to rotate a lead screw. A lead screw has a continuous
helical thread machined on its circumference running along the length (similar
to the thread on a bolt). Threaded onto the lead screw is a lead nut or ball
nut with corresponding helical threads. The nut is prevented from rotating with
the lead screw (typically the nut interlocks with a non-rotating part of the
actuator body). Therefore, when the lead screw is rotated, the nut will be
driven along the threads. The direction of motion of the nut depends on the
direction of rotation of the lead screw. By connecting linkages to the nut, the
motion can be converted to usable linear displacement.
There are many types of
motors that can be used in a linear actuator system. These include dc brush, dc
brushless, stepper, or in some cases, even induction motors. Electromechanical
linear actuators find applications in robotics, optical and laser equipments,
or X-Y tables with fine resolution in microns.
Linear motors
The working principle of a
linear motor is similar to that of a rotary electric motor. It has a rotor and
the stator circular magnetic field components are laid down in a straight line.
Since the motor moves in a linear fashion, no lead screw is needed to convert
rotary motion into linear. Linear motors can be used in outdoor or dirty
environments; however the electromagnetic drive should be waterproofed and
sealed against moisture and corrosion.
10.2. BALL-SCREW BASED LINEAR DRIVES
Ball screw is also called as
ball bearing screw or recirculating ball-screw. It consists of a screw spindle,
a nut, balls and integrated ball return mechanism a shown in Figure 10.2.1.
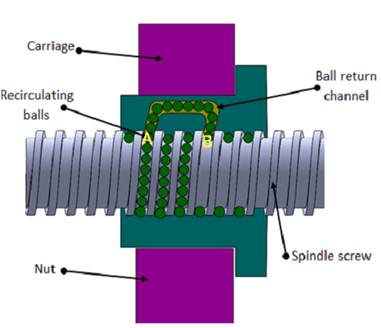
Fig. 10.2.1. Ball-screw
configuration
The flanged nut is attached
to the moving part of CNC machine tool. As the screw rotates, the nut
translates the moving part along the guide ways. However, since the groove in
the ball screw is helical, its steel balls roll along the helical groove, and,
then, they may go out of the ball nut unless they are arrested at a certain
spot.
Thus, it is necessary to
change their path after they have reached a certain spot by guiding them, one after
another, back to their «starting point» (formation of a recirculation path). The
recirculation parts play that role. When the screw shaft is rotating, as shown
in Figure 10.2.1., a steel ball
at point (A) travels 3 turns of screw groove, rolling along the grooves of the
screw shaft and the ball nut, and eventually reaches point (B). Then, the ball
is forced to change its pathway at the tip of the tube, passing back through
the tube, until it finally returns to point (A). Whenever the nut strokes on
the screw shaft, the balls repeat the same recirculation inside the return
tube.
When debris or foreign
matter enter the inside of the nut, it could affect smoothness in operation or
cause premature wearing, either of which could adversely affect the ball
screw’s functions. To prevent such things from occurring, seals are provided to
keep contaminants out. There are various types of seals viz. plastic seal or
brush type of seal used in ball-screw drives.
Characteristics
of ball screws
High mechanical efficiency
In ball screws, about 90% or
more of the force used to rotate the screw shaft can be converted to the force
to move the ball nut. Since friction loss is extremely low, the amount of force
used to rotate the screw shaft is as low as one third of that needed for the
acme thread lead screw.
Low in wear
Because of rolling contact,
wear is less than that of sliding contact. Thus, the accuracy is high. Ball
screws move smoothly enough under very slow speed. They run smoothly even under
a load.
Thread Form
The thread form used in
these screws can either be gothic arc type (Fig. 10.2.2 a) or circular arc type (Fig. 10.2.2 b). The friction in this kind of arrangement is of
rolling type. This reduces its wear as comparison with conventional sliding
friction screws drives.
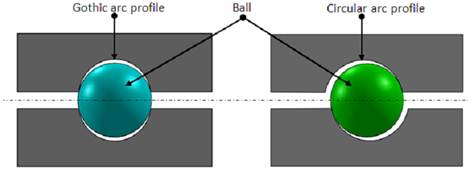
Fig. 10.2.2. Thread forms (a) Gothic arc (b) Circular arc
Recirculating ball screws
are of two types. In one arrangement the balls are returned using an external
tube. In the other arrangement the balls are returned to the start of the
thread in the nut through a channel inside the nut.
Preloading
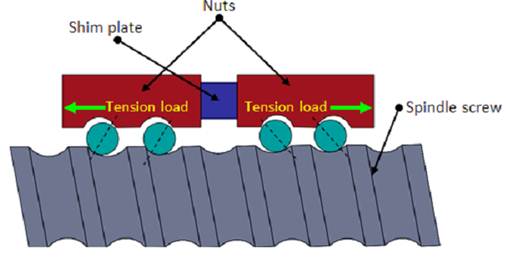
Fig. 10.2.3. Double nut
preloading system
In order to obtain
bidirectional motion of the carriage without any positional error, the backlash
between the nut and screw should be minimum. Zero backlash can be obtained by
fitting two nuts with preloading (tension or compression) or by applying a load
which exceeds the maximum operating load. Figure 4.4.3 shows double nut
preloading system. A shim plate (spacer) is inserted between two nuts for
preloading. Preload is to create elastic deformations (deflections) in steel
balls and ball grooves in the nut and the screw shaft in advance by providing
an axial load. As a result the balls in one of the nuts contact the one side of
the thread and balls in the other nut contact the opposite side.
Effects of
preload
Effects of preload:
·
zero backlash:
it eliminates axial play between a screw shaft and a ball nut;
·
it minimizes
elastic deformation caused by external force, thus the rigidity enhances.
In case mounting errors,
misalignment between the screw shaft and the nut may occur this further
generates distortion forces. This could lead to the problems such as:
·
shortened
service life;
·
adverse effect
on smooth operation;
·
reduced
positioning accuracy;
·
generation of
noise or vibration;
·
breakage of
screw shaft.
Advantages of ball screws:
·
highly efficient
and reliable;
·
less starting
torque;
·
lower co
efficient of friction compared to sliding type screws and run at cooler temperatures;
·
power
transmission efficiency is very high and is of the order of 95 %;
·
could be easily preloaded
to eliminate backlash;
·
the friction
force is virtually independent of the travel velocity and the friction at rest
is very small; consequently, the stick-slip phenomenon is practically absent, ensuring uniformity
of motion;
·
has longer
thread life hence need to be replaced less frequently;
·
ball screws are
well -suited to high through output, high speed applications or those with
continuous or long cycle times;
·
smooth movement
over full range of travel.
Disadvantages of ball screws:
Ø tend to vibrate;
Ø
require periodic
overhauling to maintain their efficiency;
Ø
inclusion of
dirt or foreign particles reduces the life of the screws;
Ø
not as stiff as
other power screws, thus deflection and critical speed can cause difficulties;
Ø
they are not
self-locking screws hence cannot be used in holding devices such as vices;
Ø
require high
levels of lubrication.
Applications of ball screws:
o ball screws are employed in cutting machines, such as
machining center and nc lathe where accurate positioning of the table is
desired;
o used in the equipments such as lithographic equipment
or inspection apparatus where precise positioning is vital;
o high precision ball screws are used in steppers for
semiconductor manufacturing industries for precision assembly of micro parts;
o used in robotics application where precision
positioning is needed;
o
used in medical
examination equipments since they are highly accurate and provide smooth motion.
10.3. INDEXING MECHANISMS
Mechanism is a system of
rigid elements arranged and connected to transmit motion in a predetermined
fashion. Indexing mechanisms generally converts a rotating or oscillatory
motion to a series of step movements of the output link or shaft. In machine
tools the cutting tool has to be indexed in the tool turret after each
operation. Also in production machines the product has to be indexed from
station to station and need to be stopped if any operation is being performed
in the station. Such motions can be accomplished by indexing mechanisms.
Indexing mechanisms are also useful for machine tool feeds. There are several
methods used to index but important types are ratchet and pawl, rack and
pinion, Geneva mechanism and cam drive.
Ratchet and pawl
mechanism
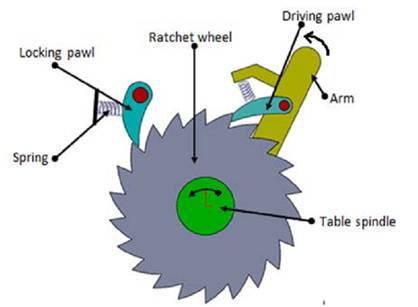
Fig. 10.3.1. Ratchet and pawl mechanism
A ratchet is a device that
allows linear or rotary motion in only one direction. Figure 10.3.1 shows a
schematic of the same. It is used in rotary machines to index air operated
indexing tables. Ratchets consist of a gearwheel and a pivoting spring loaded
pawl that engages the teeth. The teeth or the pawl, are at an angle so that
when the teeth are moving in one direction the pawl slides in between the
teeth. The spring forces the pawl back into the depression between the next
teeth. The ratchet and pawl are not mechanically interlocked hence easy to set up. The table may over
travel if the table is heavy when they are disengaged. Maintenance of this
system is easy.
Rack and pinion
mechanism
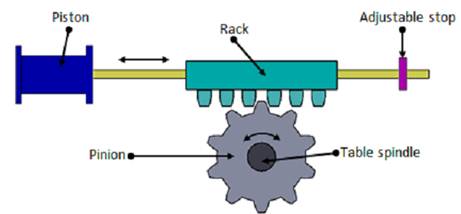
Fig. 10.3.2. Rack and pinion
mechanism
A rack and pinion gear
arrangement usually converts rotary motion from a pinion to linear motion of a
rack. But in indexing mechanism the reverse case holds true. The device uses a
piston to drive the rack, which causes the pinion gear and attached indexing
table to rotate (Fig. 10.3.2). A clutch is used to provide rotation in the
desired direction. This mechanism is simple but is not considered suitable for
high-speed operation.
Geneva mechanism
The Geneva drive is also
commonly called a Maltese cross mechanism. The Geneva mechanism translates a
continuous rotation into an intermittent rotary motion. The rotating drive
wheel has a pin that reaches into a slot of the driven wheel. The drive wheel
also has a raised circular blocking disc that locks the driven wheel in
position between steps (Fig. 10.3.3). There are three basic types of Geneva motion
mechanisms namely external, internal and spherical. The spherical Geneva
mechanism is very rarely used. In the simplest form, the driven wheel has four
slots and hence for each rotation of the drive wheel it advances by one step of
90°.
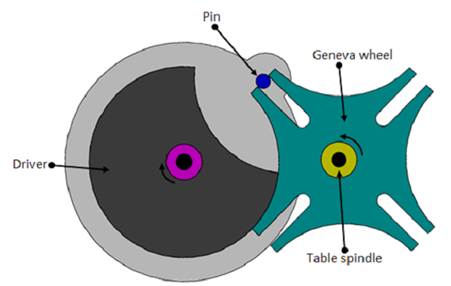
Fig. 10.3.3. Geneva mechanism
If the driven wheel has n
slots, it advances by 360°/n per full rotation of the drive wheel. In an
internal Geneva drive the axis of the drive wheel of the internal drive is supported
on only one side (Fig. 10.3.4). The angle by which the drive wheel has to
rotate to effect one step rotation of the driven wheel is always smaller than
180° in an external Geneva drive and is always greater than 180° in an internal
one. The external form is the more common, as it can be built smaller and can
withstand higher mechanical stresses.
Fig. 10.3.4. Internal Geneva
mechanism
Because the driven wheel
always under full control of the driver, impact is a problem. It can be reduced
by designing the pin in such a way that the pin picks up the driven member as slowly
as possible. Both the Geneva mechanisms can be used for light and heavy duty
applications. Generally, they are used in assembly machines.
Intermittent linear motion
from rotary motion can also be obtained using Geneva mechanism (Fig. 10.3.5).
This type of movement is basically required in packaging, assembly operations,
stamping, embossing operations in manufacturing automation.
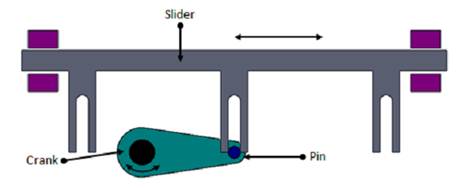
Fig. 10.3.5. Linear
intermittent motion using Geneva mechanism
10.4. MOTION PICTURE PROJECTORS
Geneva drive mechanism is
used in conventional-mechanical type movie projectors. Figure 10.4.1 shows the schematic of movie projector with Geneva
mechanism. The film does not run continuously through the projector. It is
requited that the film should advance frame by frame and stands still in front
of the lens for fraction of a second. Modern film projectors use an
electronically controlled indexing mechanism which allows the fast-forwarding
of the film.
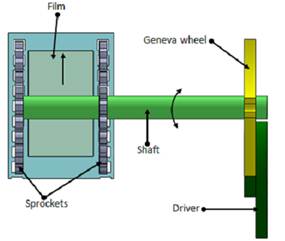
Fig. 10.4.1. Motion picture
projector with Geneva mechanism
Machining centers are used
to carry out multiple operations like drilling, milling, boring etc. in one set
up on multiple faces of the workpiece. These operations require a number of
different tools. Tool changing operation is time consuming which reduces the
machine utilization. Hence the tools should be automatically changed to reduce
the idle time. This can be achieved by using automatic tool changer (ATC)
facility. It helps the workpiece to be machined in one setup which increases
the machine utilization and productivity. Large numbers of tools can be stored
in tool magazines. Tool magazines are specified by their storage capacity, tool
change procedure and shape. The storage capacity ranges from 12 to 200. Some of
the magazines are discuseed as follows.
Tool turret
It is the simplest form of
tool magazine. Figure 10.4.2 the schematic
of a turret with a capacity to hold twelve tools. It consists of a tool storage
without any tool changer.
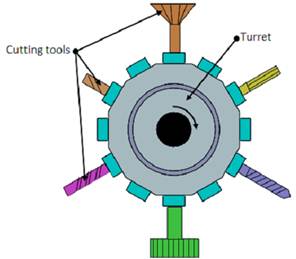
Fig. 10.4.2. Tool turret
The turret is indexed in the
required position for desired machining operation. Advantage of the turret is
that the tool can easily be identified, but the time consumed for tool change
is more unless the tool is in the adjecent slot.
Tool magazines are generally
employed in CNC drilling and milling machines. Compared to tool turrets the
tool magazines can hold more number of tools therefore proper management of
tools is essential. Duplication of the tools is possible and a new tool of same
type may be selected when a particular tool is worn off. The power required to
move the tools in a tool magazine is more in comparison with that required in
tool turrets. The following are some of the tool magazines used in automation:
o disc or drum type;
o chain type;
o disk or drum type.
Disc type
magazine
The disc type tool magazine
rotates to get the desired tool in position with the tool change arm (Fig.
10.4.3). Larger the diameter of the disc/drum more the number of tools it can
hold. It has pockets where tool can be inserted. In case of drum type magazine
which can store large amount of tools, the pockets are on the surface along the
length. It carries about 12 to 50 tools. If the number of tools are less the
disc is mounted on top of the spindle to minimize the travel of tool between
the spindle and the disc. If the tools are more then, the disc is wall mounted
or mounted on the machining center column. If the disc is column mounted then,
it needs an additional linear motion to move it to the loading station for tool
change.
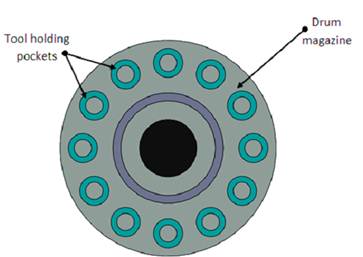
Fig. 10.4.3. Drum magazine
The tool change activity
requires the following motions:
a)
the spindle
stops at the correct orientation for the tool change arm to pick the tool from
the spindle;
b)
tool change arm
moves to the spindle;
c)
tool change arm picks
the tool from the spindle;
d)
tool change arm
indexes to reach the tool magazine;
e)
tool magazine
indexes so that the tool from the spindle can be placed;
f)
the tool is
placed in the tool magazine;
g)
the tool
magazine indexes to bring the required tool to the tool change position;
h)
tool change arm
picks the tool from the tool magazine;
i)
tool change arm
indexes to reach the spindle;
j)
new tool is
placed in the spindle;
k)
tool change arm
moves back to its parking position.
Advantages of automatic tool changer
Advantages of automatic tool changer:
·
increase in
operator safety by changing tools automatically;
·
changes the
tools in seconds for maintenance and repair;
·
increases
flexibility;
·
heavy and large
multi-tools can easily be handled;
·
decreases total
production time;
The parts riding on the
rotating table are positioned at each station for their processing or assembly
operation. This type of equipment is called as an indexing machine or dial
index machine. These are generally used to carry out assembly operations of
small sized products such as watches, jewelery, electronic circuits, small
molds/dies, consumer appliances etc.

