Тема
3. Композитні
матеріали на полімерній основі (ПКМ).
3.1. Поняття про ПКМ, їх структуру і
властивості
Розвиток сучасної техніки неможливий
без застосування матеріалів з високими фізико-механічними та експлуатаційними
властивостями. Важливе місце серед цих
матеріалів посідають полімерні композиційні матеріали, які застосовують
як елементи різних конструкцій і виробів.
Полімерні композиційні матеріали – це гетерофазні системи, які складаються із суцільної фази (зв'язуючий матеріал, матриця), що сприймає зовнішні навантаження і перерозподіляє їх на другу фазу – наповнювач; між фазами відбувається взаємодія.
У
полімерних композиційних матеріалах зв'язником, матрицею є синтетичні полімери, ефективність використання яких визначається
не тільки технологічними властивостями, а й реалізацією низки специфічних властивостей (теплостійкості, радіаційної
стійкості, пружно-міцнісних тощо).
Через
розмаїтість властивостей і будови полімерних сполук їх доводиться класифікувати
за різними ознаками.
За складом
основного ланцюга макромолекул полімери поділяють на:
·
карболанцюгові, ланцюги макромолекул яких складаються
тільки з атомів вуглецю:

·
елементоланцюгові,
в ланцюги макромолекул яких входять атоми силіцію (Si), алюмінію (А1), титану (Ті), нікелю (Ni), германію
(Ge), які не входять до складу природних органічних сполук.
Залежно від зміни
властивостей під час нагрівання полімери поділяють
на дві групи: термопластичні і термореактивні.
Термопластичні під
час нагрівання розм'якшуються, стають еластичними, при охолодженні тверднуть.
Розм'якшення і тверднення може
повторюватись неодноразово.
Термореактивні під
час нагрівання розм'якшуються і також тверднуть
при охолодженні, але в разі повторного нагрівання розм'якшення не настає. Термореактивні полімери
тверднуть незворотно.
За хімічним
складом елементарних ланок макромолекули полімерів можуть містити різні
функціональні групи, оскільки для їх синтезу використовують органічні сполуки,
молекули яких мають подвійні зв'язки. Як мономери застосовують, зокрема,
спирти, альдегіди, галогенопохідні тощо.
Будова ланцюгів
макромолекул полімерних сполук. Залежно від складу і будови молекул вихідних
мономерів, а також від умов і методів
утворення макромолекул полімери можуть мати різну будову ланцюга.
У масі полімеру
макромолекули розташовані безладно, вони вигнуті, переплетені й утворюють дуже
складну просторову систему, подібну до клубка сплутаних ниток. Це й зумовлює
високу механічну міцність полімерного матеріалу, його еластичність і високу ударну в'язкість.;
Структура макромолекул та їх взаємне розміщення відбиваються
на властивостях полімерів.
Лінійні полімери (рис. 3.1,
а) розчиняються в деяких органічних розчинниках з утворенням колоїдних
розчинів з різним ступенем в'язкості і
текучості залежно від кількості розчинника. Це можна пояснити здатністю еластичних ниткоподібних макромолекул
полімерів відокремлюватися один від одного в розчиннику й утворювати слабкіше зв'язану систему сплутаних ниток.
У розгалужених
полімерів (див. рис. 3.1, б) зі збільшенням числа
бічних ланцюгів здатність до розчинення зменшується.
Сітчасті полімери (див. рис.
3.1, в) не утворюють розчинів і здатні лише
набухати, створюючи драглисті системи.

У розгалужених і тим
більше сітчастих полімерів система сплутаних молекул чимось нагадує твердий
каркас, не здатний роз'єднатися в масі рідкого розчинника. Набухання полімеру відбувається внаслідок проникнення молекул
розчинника в простір між окремими ланцюгами — зв'язками в макромолекулах.
Лінійні полімери є
термопластичними. Твердий жорстко-пружний
стан полімерів називають склоподібним.
Під час нагрівання лінійні полімери переходять у розм'якшений стан.
Високомолекулярні полімери не мають суворо визначеної точки переходу з одного фізичного стану в інший. Перехід
відбувається в деякому інтервалі температур, визначеному для кожної
полімерної сполуки. Зазвичай внаслідок нагрівання речовина розм'якшується,
поступово переходить в еластичний, а далі у в'язко-текучий стан. Під час
охолодження полімеру зовнішні властивості
змінюються у зворотному порядку.
Сітчасті полімери є
термореактивними. Маса їх є системою жорстко зв'язаного каркаса з макромолекул,
не здатних до внутрішніх коливань. У зв'язку з цим під час нагрівання вони
розм'якшуються за вищих температур. Водночас відбувається подальше просторове «зшивання» ланцюгів
відгалужень, що зумовлює збільшення твердості каркаса. Тому в разі
повторного нагрівання розгалужених і сітчастих полімерів вони не переходять в
еластичний і в'язко-текучий стан, тому що стають термостабільними.
3.2. Природа та властивості в’яжучих ПКМ
Основні
зв'язники ПКМ:
1. Смоли
Епоксидні смоли. До епоксидних
полімерів належить велика група високомолекулярних сполук, що утворюються під
час полімеризації епіхлоргідрину, – діанові
або дифенілпропану – новолачні, що
містять у молекулі особливе угруповання атомів, яке називають епоксидною
групою, з двохатомними
спиртами:

Утворені речовини, що мають складну будову ланцюга, називають епоксидними смолами. Епоксидні
полімери, отримані внаслідок реакції полімеризації, є твердими крихкими речовинами
з низькою температурою розм'якшення (300 - 360 К) і невисокою молекулярною масою. Вони добре розчиняються в ацетоні, толуолі
та інших органічних розчинниках.
Розчини епоксидних
полімерів – це в'язкі, тягучі речовини з клеючими властивостями. Внаслідок введення
в епоксидні полімери ароматичних амінів, двохосновних органічних кислот або
фенолів вони тверднуть і втрачають здатність плавитись під час нагрівання,
розчинятися в органічних розчинниках і набувають комплексу нових фізичних властивостей.
Залежно від
співвідношення полімеру й твердника у вихідній
суміші, а також хімічного складу і будови, тверднення відбувається за
різних температур (від звичайної до 470 К). Є щонайменше 10 хімічних типів
епоксидних смол, які тверднуть під дією 20 різних твердників. Затверділі
епоксидні полімери мають низку цінних властивостей:
малу щільність (1,14-1,25 г/см3), високу стійкість до дії різних хімічних реагентів, а
також чудову міцність
зчеплення (адгезію) з поверхнями неметалів і металів, технологічні. Великою
перевагою епоксидних полімерів є їх здатність добре поєднуватись з іншими полімерами
(наприклад, феноло-формальдегідними)
й доповнювати своїми властивостями недостатні властивості інших компонентів композицій.
Феноло-формальдегідні смоли. Фенол (СеН5ОН) — найпростіший представник ароматичних спиртів, який
іще називають «карболовою кислотою»,
добувають сухою перегонкою викопного
вугілля. Це тверда кристалічна речовина, розчинна у воді й багатьох органічних розчинниках. З формальдегідом —
мурашиним альдегідом фенол вступає в реакцію з утворенням високомолекулярного полімеру. Взаємодія фенолу з формальдегідом, що є реакцією поліконденсації.
Елементи ланки ланцюга полімеру
відрізняються за складом від мономерів
вихідної суміші, що є
характерною ознакою полімерів, отриманих методом поліконденсації. Реакцію поліконденсації фенолу з формальдегідом
проводять за наявності каталізаторів: кислот або лугів. Залежно від вмісту одного з
компонентів вихідної суміші і характеру середовища одержують полімери, різко відмінні за
властивостями. Полімери,
отримані за наявності кислот, є термопластичними, їх називають новолаком. Полімери, отримані за
наявності лугів, є термоактивними, їх називають резолами.
Феноло-формальдегідні
смоли виявляють високу механічну міцність,
електроізоляційні властивості, антикорозійну стійкість, мають коксове число 55 - 70 %.
Силіційорганічні
смоли. Силіційорганічними полімерами називають високомолекулярні сполуки, в
елементарні ланки макромолекул яких входять
атоми силіцію, сполучені з атомами кисню,
деяких металів і вуглецю. Залежно від складу елементарних ланок макромолекул силіційорганічні полімери
поділяють на перелічені нижче групи.
Полісиланові. Основний ланцюг макромолекули
складається з атомів кремнію:

Полісилоксанові. Основний ланцюг макромолекули
складається з атомів силіцію та кисню, що рівномірно чергуються з атомами
силіцію.
![]()
Полікарбоксиланові. Основний
ланцюг макромолекули складається
з атомів силіцію і невеликих ланцюгів з вуглецевих атомів, що чергуються з ними:
![]()
Поліорганометалсилоксанові.
Основний ланцюг макромолекули складається з атомів силіцію, кисню та деяких
металів: алюмінію, титану, нікелю, германію.
Велика розмаїтість
складу і будови елементарних ланок макромолекул силіційорганічних полімерів
визначає надзвичайно широкий діапазон фізико-механічних і хімічних властивостей
цих сполук. Характерною особливістю всіх силіційорганічних сполук є
їх високі теплостійкість, морозостійкість, діелектричні властивості та адгезійна здатність.
2. Поліетилен,
поліпропілен, полістирол, фторопласти, органічне скло
Поліетилен. Найпростішим
представником органічних ненасичених сполук
з одним подвійним зв'язком у молекулі є етилен СН2 = СН2.
Інші члени
гомологічного ряду етилену і ненасичені органічні сполуки з одним
подвійним зв'язком у молекулі можна розглядати, як похідні етилену, тобто як
речовини, утворені заміщенням одного, двох, трьох або чотирьох атомів водню в
молекулі етилену на інші атоми чи групи
атомів (радикали).
Поліетилен одержують
полімеризацією газу етилену двома способами:
за високого тиску (до 300 МПа), температури близько 470 К і за наявності
кисню як ініціатора реакції; за низького тиску (0,15 - 0,20 МПа), температури близько
430 К і за наявності каталізаторів.
Поліетилен,
отриманий за високого тиску, є твердим матеріалом білого кольору. У тонких
плівках прозорий. За температури 380 К розм'якшується і стає еластичним; за
температури нижче 250 К ламкий.. Має добрі діелектричні властивості, хімічно
стійкий, характеризується низьким коефіцієнтом тертя.
Поліетилен, добутий
за низького тиску, менш еластичний, іноді
майже жорсткий, має більші міцність, щільність і розм'якшується за вищої температури.
Поліпропілен (мономер НзС — СН =
СН2) одержують з пропілену — газу, що є наступним після етилену
членом гомологічного ряду етиленових
вуглеводнів.
Поліпропілен за фізичними властивостями подібний до поліетилену, але
різниться більшими міцністю, еластичністю, плавиться
за температури 430 К, водонепроникний, має малі паро- і газопроникність. Плівка з поліпропілену зовсім
прозора.
Полістирол. Вихідна речовина
для одержання полімеру – стирол. Це
безбарвна рідина з температурою кипіння 420 К, добре розчиняється в
спирті, естері та інших органічних розчинниках.
Залежно від умов
полімеризації можна одержати полістирол різною молекулярною масою (від 50 000
до 300 000 вуглецевих одиниць), що, у свою чергу, впливає на властивості
отриманого полімеру. Полістирол прозорий, добре фарбується, має достатню
міцність (межа міцності на стиск до 40 МПа), високу хімічну стійкість, добрі
діелектричні властивості і, що головне, підвишену вологостійкість.
Поліметилметакрилат, або інакше органічне
скло. Вихідною речовиною для одержання цього полімеру є ненасичена кислота, яку
називають метакриловою. Внаслідок взаємодії з метанолом кислота перетворюється
на речовину, що є складним метиловим естером метилакрилової кислоти і має назву
метилметакрилату.
Отриманий полімер
має високий ступінь прозорості, термопластичний, легко формується. Листовий
матеріал використовують як скло, яке називають органічним. Він не затримує
ультрафіолетові промені, має високу ударну в’язкість, добру адгезію.
Фторопласт (мономер F2C
= CF2). Унікальні властивості має полімер, утворений фторопохідним
етилену F2C = CF2.. особливі властивості полімеру
зумовлені наявністю в молекулах мономеру фтору - елемента, що є найактивнішим з
металів. Полімеризацію провдять за температури не вище 360 К за наявності
розчину пероксиду водню.
Полімер винятково
хімічно пасивний, на нього не діють міцні луги, кислоти, навіть «царська
горілка», що є найсильнішим окисником, не чинить на полімер жодного хімічного
впливу. До інших особливостей полімеру належать висока термостійкість,
підвищені електроізоляційні властивості, що дає змогу використовувати його в
установках, які працюють на великих частотах і за високої напруги.
3. Поліаміди, полііміди,
полівінілхлорид
Поліаміди. До них належать групи синтетичних
полімерів, в основний ланцюг макромолекул яких, крім атомів вуглецю, входить група (–NH–СО–), яку називають амідною.
Поліаміди одержують
за реакціями поліконденсації складних органічних сполук. Будова макромолекул
різних поліамідів характеризується наявністю в ланцюзі амідних угруповань, що
чергуються з метиленовими групами атомів.
Залежно від
відносного вмісту в макромолекулах полімеру амідних і метиленових угруповань
утворюються речовини, що загалом подібні за
своїми фізико-механічними і хімічними властивостями, але дещо різняться
між собою за величиною показників, які
визначають властивості полімеру.
Чим більше метиленових груп, тим нижча температура плавлення поліаміду.
Крім того, поліаміди з непарним числом СН2 груп у ланці мають нижчу
температуру плавлення, ніж з парним. Це
пояснюють зиґзагоподібною будовою ланцюга поліамідів, внаслідок чого за
непарного числа СН2 груп лише половина загального числа
NH-груп здатна утворювати водневі зв'язки з групами С = О
сусідніх ланцюгів, що підвищує температуру плавлення полімеру. Залежно від симетрії
ланок і регулярності їхнього розташування поліаміди
можуть мати аморфну і кристалічну структури (ступінь кристалічності деяких поліамідів досягає 40 – 60%).
Відмітними властивостями
поліамідів є їх здатність при продавлюванні
в розплавленому стані крізь фільєри діаметром близько 0,06 - 0,1 мм
утворювати волокна, які мають надзвичайно високу
міцність на розрив (до 6,3 ГПа), високу еластичність, великий коефіцієнт подовження, високу стійкість до
зношування, стирання.
Поліаміди – це
тверді термопластичні полімери блідо-жовтого кольору з високою температурою
плавлення. Застосовують їх у ракетній техніці як високоміцні матеріали.
Полііміди. Полімери, що
містять в основному або бічному ланцюгу циклічну імідну групу:
Отримання
поліамідних виробів різниться тим, що їх формують з поліамідокислоти,
імідизація якої нагріванням або під дією дегідратуючих речовин відбувається у
сформованому виробі. Прес-порошки переробляють методами прямого й автоклавного
пресування, литтям під тиском, гарячим пресуванням.
Фізико-механічні
характеристики імідних полімерів не змінюються упродовж тривалого часу в досить
широкому діапазоні температур: від 70 до
570 К. Іміди мають добрі діелектричні властивості, характеризуються високою стабільністю розмірів, низькими
повзучістю і коефіцієнтом тертя, високими термостійкістю і стійкістю до опромінення гамма-променями,
прискореними електронами і нейтронами, хімічно стійкі.
Полівінілхлорид (мономер СНС1 = СН2)
одержують полімеризацією хлористого вінілу – газоподібної речовини,
що є монохлорозаміщеним етилену.
Полімеризацію проводять у водних емульсіях за температури 310 К і тиску 0,5
МПа. Особливістю полівінілхлориду є важкість його
займання і погана горючість, що пояснюють наявністю атомів хлору в макромолекулах полімеру. Має високу
межу міцності на розтяг, велику ударну в'язкість, підвищену хімічну
стійкість, термопластичний. Недоліками є
невисока температуря розм'якшення
(340 К) і термічна нестійкість.
3.3. Основні наповнювачі ПКМ: їх природа,
особливості одержання та застосування
Важливе
місце в полімерних композиційних матеріалах посідають
наповнювачі, що поділяються на волокнисті та дисперсні.
Волокнисті
наповнювачі – армувальні хімічні волокна, що є протяжними тілами з
поперечними розмірами від одиниць до сотень мікрометрів.
Промисловість випускає як моноволокна, так і волокна у вигляді філаментних і
текстильних ниток з найрізноманітніших матеріалів. До армувальних
матеріалів ставлять чимало вимог,
головними з яких є: високі модуль пружності, міцність; високі тепло- і термостійкість, які забезпечуються умовами одержання
ПКМ; добра адгезія і задовільна довговічність адгезійного контакту між
армувальними волокнами і зв'язником; стійкість
компонентів композита до впливу експлуатаційних факторів.
Одного
універсального наповнювача, який би повною мірою відповідав
усім (часто суперечливим) вимогам конструкторів, створити принципово
неможливо. Тому промисловість випускає досить різноманітний
асортимент армувальних волокон (табл. 3.1).
Таблиця
3.1
Фізико
– хімічні характеристики деяких хімічних волокон
|
Тип волокна |
Щільність, кг/м3 |
Міцність на розтяг, ГПа |
Модуль Юнга, ГПа |
|
Поліефірне |
1,38 |
0,9 – 1,2 |
4,2 - 16 |
|
Полівінілспитове |
1,32 |
1,2 – 2,8 |
3,6 – 40 |
|
Карболанцюгове |
0,91-0,96 |
0,6 -3,0 |
15 – 106 |
|
Арамідне |
1,4 -1,49 |
2,0 – 4,5 |
100 – 150 |
|
Поліамідне |
1,3 – 1,4 |
0,8 - 2,0 |
40 – 30 |
|
Вуглецеве |
1,7 – 2,9 |
2,0 - 3,5 |
200 – 600 |
У техніці зазвичай
використовують анізотропні композиційні матеріали.
Часто орієнтовані композити подають як ортотропні.
Ортотропними називають матеріали, що характеризуються наявністю в кожному елементарному об'ємі трьох
взаємно перпендикулярних площин
симетрії властивостей. Такими матеріалами можна вважати композити,
армовані волокнами з поперечно-поздовжнім
укладанням.
Органічне волокно. Процес одержання волокон складається з двох стадій: синтезу поліамідів і формування.
Синтез поліамідів це низькотемпературна поліконденсація хлорангідридів
ароматичних дикарбонових кислот і ароматичних діамінів. З отриманого продукту витягують волокна через
фільєри зі швидкістю 60 м/с. Є й інші методи одержання органічних
волокон, але вони менш поширені. Волокнистий
наповнювач може бути різної текстильної переробки (волокно,
джгут, нитка). Внаслідок низької щільності за питомою міцністю і модулем пружності в
разі розтягу органічні волокна з амідними
групами перевершують усі відомі на сьогодні армувальні волокна і сплави,
поступаючись за цими показниками лише вуглецевим і борним волокнам. У
зв'язку з цим такі волокна часто називають високомодульними і високоміцними (міцність
досягає 4,5ГПа, а модуль пружності — до 160ГПа). Особливістю
високоміцних органічних волокон є чітко виражена
анізотропія їхніх пружних і міцнісних властивостей. Це пов'язано з будовою волокон, що є щільноупакованими і витягнутими
вздовж осі надмолекулярними утвореннями у вигляді
фібрил з поперечними розмірами 5·10-9 - 4·10-8 м. Останні
складаються з лінійних макромолекул
з довжиною статистичного сегмента
Куна 5·10-8 - 4·10-7 м, зв'язаних між собою відносно слабкими
водневими і Ван-дер-Ваальсовими силами. Взаємодія між фібрилами ще слабкіша, тому що більшість водневих зв'язків
реалізується всередині фібрил. Ця обставина визначає загальний для всіх
високоорієнтованих волокон недолік: низьку «поперечну»
міцність. У зв'язку з цим пружно-міцнісні властивості ПКМ, армованих
волокнами у напрямку, що не збігається з віссю
волокна, визначаються в основному властивостями зв'язника і величиною
адгезійної взаємодії. Нині для виробів ракетної техніки найперспективнішим є
використання органічних волокон типу
Кевлар, Терлон, СВМ і Армос. У табл. 3.2 наведено фізико-механічні
характеристики деяких видів арамідних волокон
у порівнянні з характеристиками типових конструкційних сталей, а в
табл. 3.3 – вітчизняних арамідних армувальних
волокон.
Таблиця
3.2
Фізико
– механічні характеристики амідних волокон
|
Тип волокна |
Лінійна щільність, ρ·10-4 кг/м3 |
Міцність на розтяг, Гпа |
Модуль Юнга, ГПа |
|
Армос 100А |
1 (100) |
3,35 |
122 |
|
СВМ |
0,588 |
2,65 |
97 |
|
ВМН – 88 |
0,3 |
3,80 |
146 |
|
Армос Т – 58,8 |
0,588 |
3,55 |
122 |
|
ВМН – Н |
0,588 |
4,02 |
130 |
|
Сталь |
|
0,33 |
144 |
Таблиця 3.3
Фізико
– механічні характеристики вітчизняних арамідниих армувальних волокон
|
Тип волокна |
σІІ, ГПа |
σI, ГПа |
ЕІІ, ГПа |
ЕІ, ГПа |
ε, % |
Т, К |
|
Терлон |
2,8-3,5 |
25-55 |
100-150 |
3,5-5,5 |
2,0-4,0 |
630-650 |
|
СВМ |
3,8-4,2 |
35-55 |
125-140 |
3-6 |
2,5-4,0 |
510-535 |
|
Армос |
4,5-5,2 |
– |
145-160 |
– |
2,5-3,5 |
– |
За хімічним
складом терлон є
поліфенілентерефталімідом (ПФТА). Волокна ПФТА
мають різко виражену
фібрилярну структуру і
високий (понад 65 %) ступінь кристалічності.
Волокно СВМ за
хімічним складом є поліамідбензімідазолом (ПАБІ). Рентгенографічними
дослідженнями встановлено далекий порядок вздовж осі волокна, що засвідчує наявність
кристалічної структури в цьому напрямку. У радіальному напрямку ні некий порядок не спостерігається. Примітне, що
у СВМ немає виражених ослаблених
ділянок типу аморфних прошарків, чим і пояснюють
високу міцність цих волокон.
Армос
за хімічним складом є співполімером ПФТА і ПАБІ.
Скловолокно. Скляні волокна широко застосовують під час створення полімерних конструкцій композитів —
склопластиків.
За
порівняно малої щільності вони мають високу міцність, низьку теплопровідність,
теплостійкі, стійкі до хімічного і біологічного впливу.
Як вихідні
матеріали для волокон
використовують лужні алюмосилікатні або
малолужні алюмоборосилікатні стекла.
В табл. 3.4 наведено
фізико-механічні властивості армувальних
скляних волокон, які застосовують у
ракетобудуванні.
Таблиця
3.4
Фізико
– механічні характеристики скляних волокон
|
Тип волокна |
Щільність, ρ·10-3, кг/м3 |
Міцність на розрив, ГПа |
Модуль Юнга, ГПа |
|
Е – скло |
2,54 |
2,5 |
75 |
|
S – скло |
2,49 |
4,55 |
87 |
|
ВМ – 1 |
2,58 |
4,2 |
95 |
|
Кислотостійке 7-А |
2,56 |
3,6 |
74 |
До складу Е – скла входить 54,4% % SiО2,
14,4 А12О3, 17,5 % Са, решта домішки. До складу S – скла входить
65% SiО2, 25% А12О3,
9% Mg і домішки, що підвищують міцність. До складу ВМ-1 скла для
збільшення твердості вводять до 8 BeO.
Є три основних способи одержання
скловолокна:
• витягування волокон з розплавленої маси крізь фільери;
• витягування волокон зі скляних штабиків під час
розігрівання їх;
• одержання волокон
розділенням струменів скломаси
під впливом відцентрових сил, потоку повітря, газу або пари.
За першими двома
способами виготовляють безперервні волокна, за третім – волокна до 50мм, що
переробляють на тканини.
Найбільш
поширена схема виготовлення безперервних скловолокон діаметром 9-20мкм
способом витягування їх зі скломаси. Висока міцність
волокон криється в технології їх одержання і пов'язана з високою швидкістю механічного
витягування розплаву скляної маси, що
надходить з фільер плавильної камери,
та інтенсивним охолодженням на повітрі струменя діаметром декілька
мікрометрів. Теоретична міцність
скляного волокна становить
10 - 12ГПа, практична не перевищує 5-6ГПа.
Волокна в пасмі чинять одне на одного
сильний абразивний вплив, особливо зі збільшенням діаметра, тому пасмо
обробляють замаслювачем, який склеює
волокна і запобігає їхньому стиранню, і перешкоджає виникненню дефектів
на поверхні волокон і поліпшує їхні
технологічні властивості. Крім того,
застосування активного
замаслювача з плівкоутворювальних мастил і деяких багатофункціональних
метало- і силіційорганічних сполук — апретів, підсилює адгезію між склом і полімерною
матрицею в армованих пластиках, що
забезпечує підвищення міцності композита.
Із
суцільного скляного волокна виготовляють армувальні матеріали
для склопластиків:
• нитки і волокна односпрямовані;
• нитки комплексні некручені і кручені;
•
рівниці і ровінги (джгути);
•
сітки, тканини і стрічки;
•
неткані рулонні матеріали.
Скляні
нитки є комплексними нитками діаметром 9 – 11мкм, що складаються із
суцільних елементарних волокон, склеєних між
собою замаслювачем.
Ровінг — некручене пасмо, що
складається з рівномірно натягнутих комплексних ниток, сформованих хрестовим
намотуванням у бухти.
Скляні тканини і сітки
виробляють з кручених комплексних ниток або ровінга, вони різняться за складом
скла, щільністю, видом переплетення ниток
та ін.
Тканини
одержують щільним переплетенням з ровінга.
Вуглецеве волокно. Серед жароміцних матеріалів у ракетній техніці
найбільше практичне застосування одержали вуглецеві волокна, оскільки вони характеризуються високим
модулем пружності, що перевищує
модуль скловолокна більш ніж у 5 разів,
низьким коефіцієнтом теплового розширення,
доброю роботоздатністю в умовах
вібрації, стійкістю до впливу температури, високою міцністю до втомлюваності, технологічністю.
Вуглецеві волокна
поділяють на карбонізовані, вугляні і графітові, які відповідно містять не більше ніж 90 %, 91 - 98 і понад % вуглецю. Вони утворюються з
волокнистих полімерів під час термічної
обробки в інертних середовищах.
Залежно від вихідної
сировини і технології обробки можна одержати
вуглецеві волокна з різними характеристиками. В таблиці 3.5 наведено
фізико-механічні властивості деяких марок вуглецевих
волокон.
Таблиця
3.5
Фізико
– механічні характеристики вуглецевих волокон
|
Тип волокна |
Щільність, ρ·10-3, кг/м3 |
Міцність на розрив, ГПа |
Модуль Юнга, ГПа |
|
ВМН-3 |
1,71 |
1,43 |
250 |
|
Кулон |
1,90 |
2,00 |
400-600 |
|
ЛУ-2 |
1,70 |
2,00-2,50 |
230 |
|
ЛУ-3 |
1,70 |
2,00-3,00 |
250 |
|
Елур |
1,60 |
2,00 |
150 |
Основними
видами сировини є:
•
гідроцелулоїдне віскозне волокно;
•
поліакрилонітрильне волокно.
Целюлоза – полімер природного
походження (бавовна, деревина), що має загальну формулу, (C6H10O5)n її
використовують для одержання волокон різного призначення.
Поліакрилонітрильне волокно – полімер акрилонітрилу СН2 = СН –
СN використовують в основному для одержання виcокоміцних високомодульних вуглецевих волокон.
Як перспективну розглядають і дешевшу сировину:
пеки, фенольні і фурфуролові смоли, з яких спочатку добувають
органічні волокна, а
потім – вуглецеві.
Структура вихідних волокон – лінійно-кристалічні
утворення, орієнтовані вздовж осі волокна. Процес одержання
усіх видів вуглецевих волокон включає дві стадії
високотемпературної обробки: карбонізацію за температури
1170-2270К і графітизацію за температури близько 3270К в
середовищах водню, азоту, аргону, у вугільній чи графітовій
засипці й у вакуумі.
Для створення
вуглецевих волокон середньої міцності піддають карбонізації і графітизації
попередньо виготовлені стрічки, і
тканини, джгути з органічних волокон. У такому вигляді вуглецеві матеріали можна безпосередньо застосовувати
для виготовлення виробів.
Під час виробництва
високоміцних і високомодульних волокон спочатку виготовляють органічне волокно
витягуванням з розчинів. Останнє піддають
карбонізації за температури близько 1270К й наступному
високотемпературному випалюванню за температури 2170-2270К. Далі відразу
йде намотування на барабан. Волокно має бути сильно натягнутим,
щоб у ньому утворилася нерівноважна витягнута структура. Слід зазначити,
що міцність і жорсткість вуглецевих волокон
пояснюють специфічною будовою кристалів графіту. В його
структурі базисні І площини, утворені атомами вуглецю, регулярно
розташовані одна над одною на відстанях у 2,5 рази більших, ніж між
атомами в площині. Тверде вуглецеве волокно утворюється, якщо технологічний
процес побудовано так, що максимальна кількість базисних шарів розташовується паралельно осі волокна. Щоб підвищити
міцність вуглецевих волокон, варто зменшити розмір кристалітів, що мають досконалішу будову. Як технологічні прийоми,
що надають вуглецевим волокнам додаткових твердості і міцності, використовують легування бором за допомогою дифузії з
газової фази, опромінення волокон нейтронами, добавлянням перед піролізом бури. Щоб поліпшити сумісність
волокон з матрицями, на вуглецеві волокна наносять покриття (карбіди, бориди, нітриди).
Карбідне волокно. Волокна цього типу дуже жароміцні і жаростійкі, тому дуже
перспективні для створення жароміцних, матеріалів
на металевій основі.
Основний спосіб виготовлення суцільних
карбідних волокон діаметром до 150мкм – осадження з газової фази карбіду
силіцію на підкладку. Паро газова фаза складається із суміші
метилтрихлорсилалану СН3SiCl3, аргону та водню. Осадження
відбувається за сумарною реакцією:
СН3SiCl3 → SiC + НСl
Для одержання волокон карбіду силіцію
використовують одно- чи двокамерний реактор, робоча частина якого становить у першому
випадку 300 мм, у другому — 200 мм кожної з камер. Швидкість руху підкладки -
відповідно 1,3 - 2,0 і 4,2 - 5,0 мм/с. Підкладка нагрівається до потрібної
температури постійним електричним струмом.
Співвідношення компонентів паро газової фази підбирають залежно
від потрібного кінцевого діаметра волокна, діаметра підкладки і розмірів реактора.
У карбідних волокнах
як підкладку використовують волокна вольфраму
діаметром 12мкм, вуглецеві моноволокна. Фізико-механічні властивості цих волокон наведено в табл. 3.6.
Таблиця
3.6
Фізико
– механічні характеристики карбідних волокон
|
Тип волокна |
Щільність, ρ·10-3, кг/м3 |
Міцність на розрив, ГПа |
Модуль Юнга, ГПа |
|
SiC/W |
3,5 |
2,10 |
470 |
|
SiC/C |
3,2 |
3,80 |
410 |
У дешевших карбідосиліцієвих волокнах на
вуглецевій підкладці вуглецевий сердечник
слабко зв'язаний із шаром карбіду силіцію
через відсутність зони дифузійної взаємодії. У поверхневому шарі
зберігаються залишкові напруги стиску, але величина їх менша, ніж у карбідосиліцієвих волокнах на
вольфрамовій підкладці. Це зумовлює знижені міцнісні характеристики
карбідосиліцієвих волокон на вуглецевій підкладці, крім того, вони мають підвищену чутливість до поверхневих
дефектів. Проте карбідні волокна на вуглецевій підкладці менш чутливі до
теплової пробки, ніж на вольфрамовій. У волокнах на вольфрамовій підкладці вже
за 670К відбувається реакція силіціювання з вольфрамом, а це стосовно термостійкості не краща
якість.
Карбід силіцію
використовують і як покриття для підвищення жаростійкості борних волокон. При
цьому стає можливим введення борних волокон у деякі металеві матриці, з якими
той активно взаємодіє, наприклад у
розплавлений алюміній.
Волокна бору, вкриті карбідом силіцію, дістали
назву борсик. Наносять покриття за такою самою
реакцією, за якою одержують суцільні волокна карбіду силіцію.
За підвищених температур на повітрі міцність волокон
борсику і
карбіду силіцію значно вища, ніж волокон бору. Тому такі волокна намагаються
використовувати у високотемпературних матеріалах на основі титану і жароміцних
сплавів.
Борне волокно. Композити на основі
борних волокон мають високі міцнісні й втомленісні характеристики, а також
високий модуль пружності. Волокна бору,
карбіду силіцію, борсику (В/Si),
що мають високі міцність, твердість і малу щільність найперспективніші для зміцнення матриць на основі
легких металів та їхніх сплавів. Борні волокна — це суцільні моноволокна діаметром 5 - 200мкм, неоднорідні за структурою й
анізотропні, мають кристалічну
структуру ромбічної модифікації. Традиційним методом одержання волокон
бору є його хімічне осадження за високої
температури (1400 К) із суміші газів на вольфрамову підкладку у вигляді ниток діаметром 12мкм у реакторі. Бор, що осаджується, утворюється внаслідок
відновлення його за реакцією:
2BCl3 + 3H2 → 2B + 6HCl.
У результаті осадження
формується серцевина з боридів вольфраму, довкола якої розмішується шар
полікристалічного бору. Межа міцності серцевини волокна нижча за межу міцності
волокна загалом. Серцевина волокна навантажена великими напругами стиску, а бор
у ділянці, прилеглій до підкладки (вольфрамової нитки), - напругами розтягу. Це
призводить до виникнення радіальних тріщин у борних волокнах внаслідок великих
залишкових напруг, що зростають зі збільшенням діаметра волокна. Руйнування
волокон бору, як і борсику, відбувається за дефектами на поверхні волокна.
Підвищення міцності матеріалу можна домогтися дотриманням абсолютної чистоти
камери охолодження і продуктів реакції, щоб звести до мінімуму побічні
включення у волокні.
Міцність волокон бору
істотно залежить від їхньої довжини. Зафіксовано зниження міцності вдвічі в
разі збільшення довжини волокна з 24,4 до 6000мм.
Волокна бору широко
застосовують у виробництві композитів на основі полімерної та алюмінієвої
матриць. Композити на основі нові борних волокон і алюмінієвої матриці можуть
працювати за температур 640К.
Фізико-механічні
властивості зазначених волокон наведено в таблиці 3.7.
Таблиця 3.7
Фізико – механічні
характеристики борних волокон
|
Тип волокна |
Щільність, ρ·10-3, кг/м3 |
Міцність на розрив, ГПа |
Модуль Юнга, ГПа |
|
B/W |
2,5 |
3,50 |
394 |
|
B/W + SiC |
2,76 |
3,80 |
400 |
Борні волокна належать
до числа напівпровідників, тому їхня наявність у композиті зумовлює зниження
тепло- та електропровідності. З підвищенням температури волокна бору знеміцнюються. причому
важливе значення має середовище, в якому проводять випробування (повітря,
вакуум, інертний газ). На повітрі різке знеміцнення борних волокон настає за
670К через утворення плівки В2О3, а в аргоні висока
міцність волокон зберігається до 870К
Керамічне волокно. Керамічне волокно –
це клас наповнювачів тонких полікристалічних ниток (волокон) різних керамічних
матеріалів. Поняття «полікристалічні» волокна варто розуміти так, що вони
складаються з кристалітів, розміри яких значно менші ніж розміри поперечного
перерізу волокна (1 мкм2). Власне кажучи, ці волокна мають структуру
кераміки з неорієнтованими зернами. Полікристалічні волокна виготовляють з
найміцніших тугоплавких хімічно і механічно стійких матеріалів, таких як оксид
алюмінію, діоксид цирконію, вуглець і графіт, оксид хрому, оксид алюмінію -
оксид хрому, діоксид силіцію, оксид хрому - діоксид силіцію та ін.
Волокна із зазначених
матеріалів мають високу міцність і менший її розкид підвищену твердість, ерозійну
стійкість і абілящйну ефективність. Щоб підвищити ефект зміцнення, волокна
мають бути орієнтованими в потрібному напрямку в матриці і міцно з нею
зв’язаними.
Модуль пружності для
волокон оксиду алюмінію становить
520 ГПа, а діоксиду цирконію – 430 ГПа, нітриду бору – 84 ГПа.
Пряжу та рівницю із
суцільних керамічних волокон можна використовувати в конструкціях, що одержують
методами намотування тканини з цих волокон можна застосовувати для виготовлення
шаруватих композицій на основі полімерів. Уже випускають волокна, міцніші за
сталь, з таким самим модулем пружності, як у вольфраму.
Майже всі процеси
виробництва полікристалічних неорганічних волокон включають три спільні стадії.
На першій з них
готують або суспензію матеріалу, з якого передбачається виготовити волокно, або
колоїдний розчин металоорганічної сполуки, що постачає іони металу волокна.
Волокно формують продавлюванням рідини крізь фільєру чи розливанням її на
гладенькій поверхні, де з неї випаровується вода. В обох випадках втрата води
збільшує концентрацію твердої фази і сприяє набуванню волокнами стійкої форми.
На останній стадії волокно випалюють для ущільнення, видалення органічних
речовин і стабілізації його кінцевої кристалічної структури.
Є такі основні методи
одержання полікристалічного волокна: плівковий; екструзії; деформації
порошкових сумішей.
Плівковий метод полягає в нанесенні тонких плівок розчинів органічних
сполук алюмінію, хрому тощо на гладеньку поверхню (підкладку), нагріванні її до
температури 350 - 390 К для видалення розчинника, висушуванні плівки, що
утворилася, і розриванні її на смужки. Після відокремлення від підкладки смужки
випалюють у печі з повітряним середовищем для видалення органічних речовин і
перетворення матеріалу на оксидну кераміку. Цим методом одержують волокна
оксидів і сумішей оксидів завтовшки 0,5 - 5,0 мкм, завширшки 50 - 500 мкм і
завдовжки до 40 мм. Недолік процесу - неможливість одержання циліндричних
суцільних волокон.
Екструзія порошкової суміші полягає в приготуванні екструдованої маси на
основі в'язкого металічного розчину або на основі суспензії тонкодисперсного
порошку з органічним зв'язником, екструзії крізь фільєру (з одночасним
поступовим їх отвердненням, витягуванням під час намотування на барабан і
видаленням розчинника) та випалюванні сирого волокна за температури, достатньої
для видалення органічних речовин. Цим методом одержують суцільні волокна
оксидів металу діаметром 5-30 мкм, волокна карбідів і силіцидів діаметром 100 -
160 мкм.
Деформація порошкових сумішей полягає в приготуванні їх із порошків або
гранул оксидів і металевих зв'язників, наприклад вольфраму, холодному
пресуванні циліндричних заготовок з наступним спіканням у відновлювальній
атмосфері, гарячій екструзії заготовок у контейнерах з високими ступенями обтиснення і видалення
керамічних волокон з отриманого стрижня електролітичним травленням. Метод дає
змогу одержувати керамічні волокна діаметром 40 - 100мкм і завдовжки 2,5 -
38мм.
Дисперсні
наповнювачі.
Композиції з
дисперсними наповнювачами поділяють на два основні класи:
дисперсно-зміцнені і зміцнені часточками. В обох випадках композицію утворюють
матриця і розподілена в ній друга фаза, яку додають з метою зміни тих чи інших
властивостей. Ці класи різняться один від одного структурою.
Дисперсно-зміцнені композиції є матрицею з елементарної речовини, в якій
рівномірно розподілені щонайдрібніші часточки розміром 0,01-0,1мкм й об’ємною
часткою 1-15%.
Композиції, зміцнені часточками, характеризуються тим, що розмір часточок у них перевищує
1,0 мкм, а їх об'ємний вміст досягає 25%.
Як часточки
застосовують карбіди, нітриди, бориди, оксиди нерозчинні в матриці і не
когерентні з нею. У дисперсно-зміцнених матеріалах матриця несе основне
навантаження, ступінь зміцнення матриці пропорційний опору, який часточки
чинять руху дислокацій. Основними параметрами, від яких залежить ефективність
зміцнення, є середній вільний шлях у матриці між часточками і проміжок між
ними. Ці параметри пов’язані з діаметром часточок і їхньою об'ємною
концентрацією. Головна перевага дисперсно-зміцнених матеріалів полягає в їхній
здатності зберігати свої властивості в широкому температурному інтервалі — аж
до 80 % температури плавлення матриці.
За своєю важливістю
матриця в композиційних матеріалах, зміцнених часточками, відіграє проміжну
роль між двома іншими класами композицій. У дисперсно-зміцнених композиціях вона є основним компонентом, що
несе навантаження. У разі зміцнення часточками навантаження розподіляється між
матрицею та ними. Дисперсні часточки починають виявляти зміцнювальну дію на
композиції тоді, коли обмежують деформацію матриці за допомогою механічного
стиснення, тобто коли відстань між часточками через флуктуації щільності
розподілу перешкоджає їх подальшому зближенню в цих об’ємах. Величина цього
підкріплення є функцією відношення відстані між часточками до їх діаметра, а
також відношення пружних характеристик матриці та часточок.
Для пояснення
механізму зміцнення дисперсними часточками було запропоновано теорію Орована. У
цій моделі розглядають рух дислокацій у м’якій та в’язкій матрицях, що містять
тверді рівноважні часточки зміцнювача. Якщо відстань між часточками другої фази
досить велика, дислокація під дією напруження вигинається між ними, її ділянки
стуляються за кожною часточкою і, залишивши довкола часточок петлі, дислокація
ковзає в попередньому напрямку. Нова дислокація, проходячи між часточками
залишає довкола кожної з них кільце, тому сумарна довжина дислокацій росте.
”Намисто” з дислокаційних кілець довкола дисперсних часточок, що взаємно
відштовхуються, створює поле пружних напруг, що утруднює проштовхування нових
дислокацій між часточками.
3.4. Методи отверднення ПКМ
Полімеризація. Принцип
цієї реакції полягає в тім, що молекули мономерів під впливом спеціальних
речовин (так званих каталізаторів чи ініціаторів)
сполучаються між собою в молекули великих розмірів й утворюють довгі ланки
лінійної, розгалуженої або сітчастої структури, причому під час
сполучення молекул їх хімічний склад не
змінюється, тому утворений полімер не відрізняється за складом від вихідного
мономера.
Ланцюговий процес
утворення полімерів під час полімеризації можна подати трьома послідовними етапами:
початок росту ланцюга, ріст ланцюга,
обривання ланцюга. Початок росту ланцюга дають ініціатори, внаслідок чого неактивні молекули мономера перетворюються на
вільні радикали.
Ріст ланцюга. Під дією вільних
радикалів, що утворилися, неактивні молекули мономера перетворюються на
активні, які взаємодіють між собою.
Обривання ланцюга. Утворення молекули полімеру закінчується обриванням ланцюга.
Причиною обривання (стабілізації) можуть
бути зіткнення зростаючої молекули полімеру з вільним радикалом ініціатора, з активним центром – збудженою молекулою мономера, з іншим
зростаючим ланцюгом.
Співполімеризація – використання для одержання полімерів не
одного, а два або кілька вихідних мономерів. Полімерні молекули в цьому
разі складаються з ділянок, що чергуються, які за хімічним складом відповідають
кожному з вихідних мономерів.
Блок-співполімеризація. У цьому процесі для побудови молекул-гігантів
використовують блоки порівняно невеликої молекулярної маси, які
побудовані з різних мономерів і містять реакційно-здатні кінцеві точки, що
забезпечує зв'язування цих блоків у довгі ланцюги
молекул. Блок-співполімеризація дає змогу створювати композити з комплексом
універсальних властивостей, наприклад високоміцні волокна.
Поліконденсація. Реакція
поліконденсації є окремим випадком реакції заміщення, коли з великого числа однакових або різних молекул мономерів
внаслідок взаємодії утворюються молекули полімерів; при цьому виділяються низькомолекулярні продукти (вода, аміак тощо).
Для забезпечення поліконденсації потрібно, щоб
мономери мали визначені кінцеві функціональні групи, здатні реагувати між собою.
Вулканізація – технологічний процес зшивання молекулярних ланцюгів
каучуку (за допомогою утворення хімічних поперечних зв'язків при допомозі
вулканізатів – сірки, органічних пероксидів, дії
іонізувальної радіації тощо) у просторові тривимірні структури-сітки.
Карбонізація – надання підвищеної питомої міцності конструкційним графітам при
температурах 2700 - 3100 К.
Графітизація – процес
високотемпературної обробки неграфітизованих матеріалів, за якого
вони повністю або частково переходять у стан кристалічного
графіту. Під час графітації відбувається різке зниження
електричного опору, зниження твердості, реакційної здатності, видалення зольних
домішок, поліпшення механічних і антифрикційних властивостей.
3.5. Методи формування ПКМ
Нині
відомо безліч технологічних процесів переробки ПКМ на вироби
різних розмірів, конфігурацій й цільового призначення. Основні
технологічні процеси формування, які застосовують у виробництві
конструкцій з ПКМ, а також рекомендовані види армувальних
наповнювачів і зв'язників для цих процесів наведено в табл.
3.1.
Таблиця 3.1.
Основні технологічні процеси формування виробів
з ПКМ
|
Технологічний процес |
Рекомендовані компоненти |
|
|
Наповнювач |
Зв'язник |
|
|
Контактне
формування |
Короткі
волокна |
Поліефірні |
|
ручне викладання |
Стрічки |
Епоксидні |
|
напилення |
Тканини |
Фенольні |
|
автоматизоване викладання |
Мати |
Фуранові |
|
|
Стрічки |
Термопластичні |
|
Формування з еластичною діафрагмою вакуумне |
Тканини |
Епоксидні
|
|
вакуумне |
Мати |
Поліефірні |
|
вакуумно-автоклавне |
Стрічки |
Поліамідні |
|
|
|
Фенольні |
|
|
|
Полісульфон |
|
Формування
тиском |
Тканини |
Епоксидні |
|
просочення під тиском |
Мати |
Поліефірні |
|
просочення у вакуумі |
Стрічки |
Поліамідні |
|
|
Короткі
волокна |
Фенольні |
|
Пресування
у формах |
Тканини |
Епоксидні |
|
пряме |
Стрічки |
Поліефірні |
|
виливане |
Мати |
Поліамідні |
|
|
Короткі
волокна |
Фенольні |
|
Намотування |
Нитки |
Епоксидні |
|
|
Стрічки |
Поліефірні |
|
|
Джгути |
Поліамідні |
|
|
Тканини |
Фенольні |
|
|
Препреги |
|
Кожен
технологічний процес має свої особливості, переваги і недоліки. Крім того,
кожен процес обумовлений граничними технологічними можливостями формування
виробів, параметрами процесу, геометрією форми, ступенем автоматизації і реалізації
вихідної міцності компонентів і т.д. Ці граничні можливості, з одного боку,
закладені в самому методі формування, а з іншого
— обмежені параметрами технологічного устаткування й оснащення.
Розглянемо
загальну характеристику технологічних процесів формування виробів з ПКМ.
Контактне формування. Нині
близько 30 % усіх виробів з ПКМ виготовляють методами контактного формування.
Технологічний
процес контактного формування полягає в тому, що на підготовлену поверхню
відкритої форми укладають вручну (чи за допомогою автомата) або напилюють
армувальний наповнювач, потім просочують його зв'язником,
ущільнюють і стверджують. Розглянемо особливості методів
контактного формування.
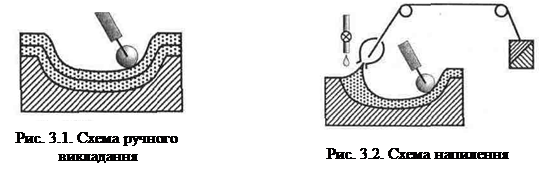
Ручне викладання. У
разі контактного формування методом ручного викладання (рис.
3.1) використовують відкриту форму без застосування тиску. Форма може бути позитивною чи негативною залежно від того, наскільки гладенькою має бути внутрішня або зовнішня поверхня виробу.
Негативна форма точно відтворює контур формованої деталі, а позитивна — внутрішній контур.
Характерна ознака цього методу — одержання
точних розмірів і гладенької
поверхні тільки тієї частини виробу,
що безпосередньо прилягає до форми
в процесі виготовлення.
Щоб одержати форму, можна
використовувати будь-який матеріал, що має достатню твердість і
забезпечує одержання потрібної геометрії виробу в процесі
виготовлення. Основна умова полягає в тому, щоб матеріал форми не піддавався
хімічному впливу смоли й шкідливо не впливав
на швидкість тверднення останньої. Для
виготовлення форми можна застосовувати дерево, фанеру, гіпс, бетон, метали.
Кольорові метали допустимо використовувати тільки у лудженому
чи хромованому стані, тому що вони чутливі до дії деяких каталізаторів, що
входять у зв'язник, і впливають на
швидкість тверднення. У разі використання зв'язника гарячого тверднення
формування виробів відбувається на формах, виготовлених із склопластику,
піщано-полімерних сумішей, алюмінію тощо.
Під час підготовки форми слід
реалізувати такі вимоги:
• геометрія форми має відповідати
геометрії виробу з урахуванням усадки матеріалу і допуску на
розміри;
• поверхня форми має бути такою, щоб сформований виріб можна було вийняти без великих зусиль;
• має забезпечуватись можливість контролю рівномірності й повноти нанесення зовнішніх покриттів, а також
якості просочення армувального матеріалу за кольором форми.
Першою стадією під час одержання
будь-якого виробу у відкритій формі є нанесення на її поверхню антиадгезійного покриття.
Вибір та ефективність роздільних покриттів визначають три фактори:
1. Тип матеріалу застосовуваної форми й зв'язника.
2. Ступінь глянсуватості готової поверхні виробу,
наявність чи відсутність вторинних оздоблювальних операцій (наприклад, фарбування).
3. Період часу,
потрібний для сушіння плівки роздільного шару,
відносно загального часу циклу формування.
Після правильної підготовки форми і
нанесення зовнішнього смоляного шару приступають до укладання армувальних матеріалів та їх
просочення. Усі види армувальних матеріалів надходять на виробництво у вигляді великих рулонів різної ширини. Лист
потрібної довжини вирубують з рулону, а потім, у разі потреби, обрізують
за шаблоном за допомогою універсального лезового
ножа, великих ножиць чи електричної машинки для різання тканин,
аналогічної тій, що застосовують у швейній промисловості.
Потім ретельно змішують заздалегідь
відміряні кількості смоли й каталізатора. Композицію можна наносити на волокно
як поза формою, так і всередині неї.
Залежно від типу армувального матеріалу у виробах, отриманих методом
контактного формування ручним
викладанням, вміст волокна в матеріалі становить 35 - 50 %.
Напилення. Оскільки метод напилення фактично є
механізованим варіантом формування ручним
викладанням, для нього цілком придатні
всі рекомендації,
що стосуються підготовки форми, нанесення роздільних і поверхневих
смоляних шарів.
Схему напилення рубаного короткого
волокна із зовнішнім змішуванням компонентів зв’язника
наведено на рис. 3.2.
Подрібнене волокно і смолу одночасно
вводять у відкриту форму чи на неї. Ровінг волок на проходить крізь рубальний пристрій і вдувається в потік смоли, яку спрямовує
у форму розпилювальна система із
зовнішнім або внутрішнім змішуванням компонентів.
Після введення у форму суміші смоли з волокном шар, що утворився, накочують вручну для видалення повітря,
ущільнення волокон та одержання
гладенької поверхні.
До складу установки для напилення входять пристрої подавання смоли й
каталізатора по шлангах до розпилювача, насоси, нагнітальні бачки, рубальний
пристрій для армувального матеріалу,
розпилювальний пристрій, регулятори подачі повітря й вимірювальні прилади.
У разі масового виготовлення виробів методами ручного викладання і напилення зазвичай застосовують
роботів. Переваги робота полягають в
тому, що його використання під час формування напиленням дає змогу
виконувати жорсткі вимоги з охорони здоров'я
і безпеки праці на виробництві.
Автоматизоване викладання.
Для одержання відкритих оболонок
складної форми з довільною твірною використовують технологію автоматизованого
викладання препрега, яка полягає в укладанні його за заданими у схемі армування
напрямками. Автоматизоване викладання препрега здійснюють відповідно до
програми переміщення головки викладального верстата. Щоб усунути нещільність
прилягання шарів препрега, викладання зазвичай супроводжують накоченням
препрега нежорсткими роликами. У разі викладання препрега досить великої ширини
слід раціонально розкроювати напівфабрикат з метою підвищення коефіцієнта використання матеріалу.
Препрег з односпрямованої стрічки може викладатися автоматом без
утворення складок тільки по лінійних поверхнях, утворюваних рухом
прямої лінії по довільних траєкторіях. Якщо поверхня виробу
апроксимована
лінійними поверхнями, то під час викладання
виковують
односпрямований препрег
мінімальної ширини або тканий препрег полотняного плетива.
Схема автоматизованого
викладання препрегом наведена на рис. 3.3. Підігрівання
препрега, що укладається, підвищує його деформативність у площині армування, і за
певної ширини вдається викладати
односпрямований препрег на положисті поверхні подвійної корзини.
1.
Формування з еластичною діафрагмою
Процеси формування з еластичною діафрагмою полягають у викладанні заготовок
на плоску чи криволінійну форму з наступним формуванням за рахунок різниці тисків усередині і зовні мішка по всій поверхні, що формується. Формувальний
тиск може наближатися до
атмосферного, коли всередині мішка створюється розрідження (вакуумний
метод), або перевищувати його, якщо формування
здійснюється в автоклаві під тиском стиснених газів на заготовку, вакуумовану всередині еластичного
мішка (вакуумно-автоклавний метод).
Розглянемо ці методи детальніше.
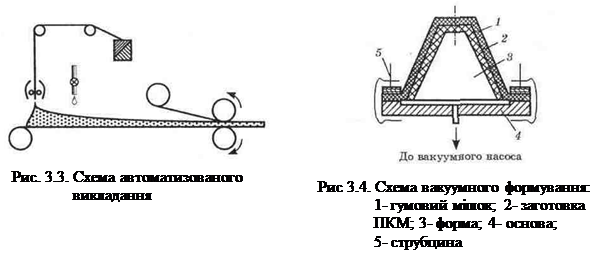
Вакуумне формування. Вакуумне
формування застосовують для виготовлення виробів з різними габаритними
розмірами. Прикладений зовнішній тиск, діючи на матеріал заготовки через еластичну діафрагму, має виконати такі функції:
· ущільнити послідовні
шари армувального матеріалу, викладені на формі;
· забезпечити якісне глибоке просочення
волокна зв'язником;
· витиснути з порожнин леткі
побічні продукти реакції і бульбашки повітря;
· витиснути надлишок
смоли із шарів матеріалу.
Тому за матрицю вибирають зв'язники холодного або
гарячого тверднення, які під час полімеризації не виділяють
побічних газоподібних продуктів, здатних створити в матеріалі
значно більший протитиск, ніж тиск формування, і тим самим
спричинити розшарування деталі.
Останніми роками як матрицю використовують термопластичні зв'язники типу полісульфону, поліаміду,
полікапроаміду та ін.
Внаслідок невисокого тиску формування
істотно обмежується вибір армувальних матеріалів. В основному це
скловолокнисті матеріали, оскільки їхня щільність і міцність порівняно мало
залежать від тиску пресування. Проте можливе застосування будь-яких волокнистих матеріалів.
Схему вакуумного формування наведено на рис. 3.4.
Вибір матеріалу для форми зумовлений
обсягом виробництва продукції, габаритами і формою виробу, тепловими характеристиками матеріалу форми. У разі використання термореактивних зв'язників гарячого тверднення форми виготовляють в основному з металів,
рідше – з гіпсу і шаруватих пластиків. Для
зв'язників холодного тверднення для невеликої
партії виробів (5-10 формувань)
застосовують дерев'яні форми.
Алюмінієві форми вважають найменш дорогим оснащенням, але вони менш довговічні,
ніж сталеві, і мають велике відносне лінійне подовження в разі зміни температури оснащення, що
відбивається на точності виробів.
Перед використанням форми вкривають
антиадгезійним покриттям. Як останнє використовують пастоподібний
парафін.
На підготовлену таким
способом форму по черзі наносять шари попередньо просоченої
тканини або мати, які ретельно накочують роликом до форми і
між собою з метою створення контакту і видалення повітря, що
залишилося.
На покладену поверхню заготовки виробу викладають роздільні дренажні тканини
або плівки, які здатні виконувати функції зовнішньої
поверхні сформованого виробу чи адсорбувати надлишок смоли з
матеріалу в процесі його тверднення. Іноді на роздільний
шар вміщують пористі вбирні шари скломат чи склотканин, а поверх них –
перфоровані шари або плівки грубої тканини, що виконують вентиляційні функції і
забезпечують неприлипання еластичного мішка
до пакета.
Вакуумний мішок – це багатошарова
система, що забезпечує рівномірний розподіл тиску в усіх
зонах формованого виробу і запобігає утворенню застійних зон, що
викликають недопресування матеріалу. Матеріал діафрагми
насамперед має витримувати температуру гарячого тверднення і мати невисоку
газопроникність для забезпечення сталості тиску під час формування і врешті-решт якості виробу. Найбільш придатними
матеріалами для еластичної діафрагми є гуми, однак термін їх служби
невеликий, оскільки вони руйнуються під
впливом смол і високих температур.
Особливо важлива проблема створення термостійких вакуумних мішків для
формування термопластичних ПКМ, тому що температура їх формування знаходиться в діапазоні 523 - 613К.
У разі формування під тиском діафрагми використовують як ємність для
стисненого газу, що виділяється з композита під час тверднення. Якщо тиск під діафрагмою сумісний із дією зовнішнього
тиску, то діафрагма залишається інертною, й ущільнення матеріалу не
відбувається. Для створення зниженого тиску під формованим матеріалом
передбачено систему випускних отворів.
Однак застосування препрегів під час формування заготовок дає змогу
отверджувати виріб під вакуумом без системи
випускних отворів, що значно знижує складність і вартість форм.
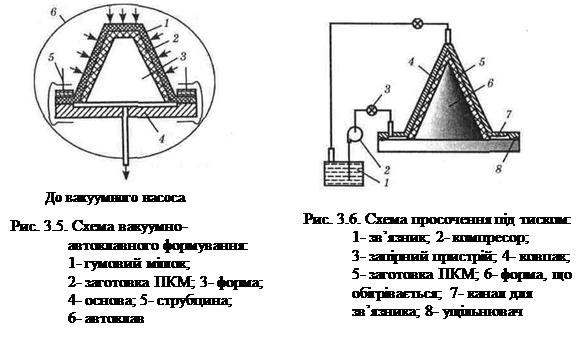
Вакуумно-автоклавне формування. Для підвищення якості виробів використовують метод вакуумно-автоклавного формування. Процес формування
здійснюють під впливом високих тисків стиснених газів або рідини на
формований виріб, що вакуумується на формі еластичним мішком і вміщений в
автоклав. Схему вакуумно-автоклавного
формування наведено на рис. 3.5.
Автоклави –
найуніверсальніше устаткування для виготовлення
виробів із композитів.
Автоклав – це герметична посудина великого об'єму, в якій можна створювати значні надлишкові тиски
робочого тіла (повітря, інертного газу, азоту) в діапазоні 1-3МПа за температур
423 – 653К. Характеристики автоклавів, застосовуваних у вітчизняній промисловості,
подано в табл. 3.1.
Таблиця 3.1
Технічні
характеристики автоклавів
|
Модель автоклава |
Параметр виробу, завантажуваного в автоклав, мм |
Робочий тиск, МПа |
Максимальна робоча температура, К |
|
|
діаметр |
довжина |
|||
|
А25.576 А25.578 А25.580 А25.582 А25.584 |
800 2000 3000 3000 4500 |
1000 6000 8000 16000 26000 |
3,0 1,6 1,6 1,6 1,6 |
723 653 653 653 523 |
Процес вакуумно-автоклавного
формування (схема підготовки форми, порядок укладання шарів
пакета заготовки, герметизація форми) багато в чому подібний до вакуумного
формування.
Вакуумно-автоклавний метод формування застосовують
для виготовлення конструкцій будь-якої форми і габаритів (якщо
дозволяє розмір автоклава і не руйнується еластична
діафрагма під дією зовнішнього тиску).
Вакуумно-прес-камерне формування. Цей метод ґрунтується на передачі тиску пресування повітря крізь діафрагму до заготовки, покладеної на тверду матрицю-форму.
Внутрішня поверхня виробу
оформляється матрицею, а зовнішня — гумовим мішком і цулагою. Пакет з ПКМ на
форму укладають вручну за допомогою
прийомів, описаних вище.
Еластичний мішок закріплюють на основі форми, при
цьому утворюється герметично замкнений об'єм. Цулагу жорстко
скріплюють з формою накидними притискачами. Пресування здійснюють
при подачі в мішок стисненого повітря. Під тиском мішок розтягується
в камері і щільно притискається з одного боку до покладеної на
форму заготовки, а з іншого – до поверхні цулаги. Після цього
матрицю піддають нагріванню і виріб твердне. Режими
термообробки і пресування визначаються властивостями
компонентів ПКМ, конструкцією й габаритами виробу. Зазвичай
тиск пресування в камері не перевищує 0,5МПа. Щоб запобігти
зміні форми, готовий виріб охолоджують під тиском і лише після
цього знімають з форми.
Через різницю тиску всередині еластичного мішка і
навколишнього
середовища (повітря) форма зазнає значних навантажень. Тому форми для пневматичного формування роблять міцнішими й твердішими,
ніж для вакуумного.
Цим методом можна формувати практично будь-які волокнисті
й шаруваті матеріали.
3. Формування тиском
Здатність
смоли розтікатися в замкнутому об'ємі форми під дією тиску використовують для виготовлення виробів простої симетричної
форми. Цей метод формування дає змогу одержувати конструкції з високоточними геометричними розмірами, сталою щільністю
по об'єму матеріалу стінки, при цьому стінка практично не матиме
порожнин чи місцевих розшарувань. Такі вимоги слід виконувати, наприклад, під
час виготовлення різних типів обтічників літальних апаратів (ЛА). У цій сфері
метод і дістав найширше застосування.
Просочення під тиском. Суть
цього методу формування полягає в тому, що зв'язник подають під
тиском до нижнього отвору форми і поступово воно заповнює простір
між матрицею і пуансоном, витискаючи повітря з матеріалу,
покладеного на матрицю (рис. 3.6).
Спосіб виготовлення форм для просочення
відрізняється від способу виготовлення форм для
контактного формування, він трудомісткіший,
оскільки потрібно з високою точністю забезпечити
зазор між матрицею й пуансоном, що
дорівнює товщині стінки виробу. Тому для виготовлення металевих й неметалевих форм застосовують модель з цього ж матеріалу і з такою
самою товщиною стінок, як і у виробу. Цю модель
зазвичай формують на гіпсовій оправці, і вона є точним
об ємним макетом поверхні виробу. Водночас модель слугує технологічним
оснащенням для виготовлення нижньої частини форми (матриці) і
верхньої частини (пуансона). Товщини стінок матриці і пуансона для
конкретного виробу визначають експериментально.
Підготовка поверхонь матриці і пуансона полягає в нанесенні антиадгезійних мастил
або роздільних плівок так само, як і в разі
контактного формування. Сухий армувальний матеріал викладають на
матрицю до закриття, після цього встановлюють верхню
частину форми і згвинчують їх між собою.
Перед просоченням матеріал, покладений між позитивною й негативною формами, варто висушити. Для сушіння
крізь форму пропускають потік гарячого повітря від калорифера. Іноді під
час виготовлення малогабаритних виробів
армувальний матеріал «промивають»
тією ж смолою, що входить до складу зв'язника. У такий спосіб видаляють
бульбашки повітря з матеріалу і тим самим
усувають небезпеку утворення у виробі незаповнених смолою ділянок. Однак для
великогабаритних виробів операція «промивання»
економічно невигідна.
Тиск зв'язника в процесі просочення, впливаючи на стінки матриці й пуансона, розширює зазор між ними і
сприяє рівномірному заповненню зв'язником армувального матеріалу. Тому
в цьому разі невелика нерівномірність при укладанні матеріалу на матрицю не має
істотного значення. Швидкість підіймання зв'язника
по формі обмежена умовами якісного просочення. Якщо цю швидкість перевищити,
то зв'язник заллє повітряні бульбашки до того, як вони відокремляться
від волокна. Тоді бульбашки можна буде
видалити тільки «промиванням» новою порцією чистої смоли; таке промивання настільки тривале, що цілком знецінює всі інші переваги процесу.
Для якісного просочення потрібно регулювати й
контролювати температуру, в'язкість та швидкість підіймання
зв'язника.
Після того, як зв'язник з'явиться у вивідних отворах
у верхній частині форми, подачу його припиняють і з метою
прискорення процесу тверднення форму починають обігрівати.
Іноді просочення матеріалу здійснюють у вже розігрітій формі,
для чого використовують відповідні обігрівальні пристрої. Часом як нагрівник
використовують мідний дріт, обмотаний навколо форми. У деяких випадках
тверднення виробів проводять у печах, у які вміщують форму. Параметри
тверднення визначають за типом застосовуваного
зв'язника.
Якщо потрібно забезпечити високу продуктивність процесу, використовують короткі рубані волокна (50-70мм),
попередньо відформовані за конфігурацією виробу. Однак у цьому разі неможливо одержати високоміцний матеріал.
Просочення у вакуумі. Процес формування виробів просоченням у вакуумі (технологія підготовки форми,
укладання матеріалу заготовки)
аналогічний процесу формування просоченням
під тиском. Схему процесу просочення
у вакуумі наведено на рис. 3.7.
У разі використання вакууму елементи
форми мають бути досить твердими, щоб запобігати здавлюванню армувального матеріалу й порушенню вільного перетікання смоли при можливому
сплющуванні матриці або пуансона. Якщо матеріал по формі розподілений нерівномірно, то крізь деякі
ущільнені ділянки смола не проходитиме і вони залишаться
непросоченими. В міру наближення смоли до верхнього вивідного отвору для
забезпечення подальшого її руху потрібно
збільшувати вакуум.
4. Формування пресуванням у формах
У загальному випадку метод формування виробів пресуванням – це процес, за якого матеріал у прес-формі
набуває заданої конфігурації, зумовленої матрицею і пуансоном, причому тверднення його відбувається у формі.
Нині близько 50 % усіх
виробів з армованих пластмас одержують цим
методом. Його застосовують у разі, коли потрібні високі продуктивність, точність й відтворюваність
деталей. При цьому досягається висока
якість виробів за мінімальної вартості. Проте, навіть якщо обсяг виробництва невеликий, наприклад одержання
деталей аерокосмічних апаратів та інших виробів з особливими експлуатаційними властивостями, вимоги до
точності й відтворюваності деталей змушують застосовувати методи формування в прес-формах.
Для всіх випадків такого формування використовують прес-форми. Форма чи
комплект формувальних деталей зазвичай складається
з двох основних частин: матриці й пуансона, причому одна із них входить
в іншу у разі змикання форми з дотриманням
заданого зазору між ними, що дорівнює товщині сформованої деталі.
Залежно від застосовуваного армувального матеріалу,
конструкції форми, способу завантаження матеріалу у форму
розрізняють
два основні методи формування виробів з ПКМ: пряме й виливане пресування.
Пряме пресування. Цей метод є одним
із найпоширеніших у виробництві конструкцій пресуванням.
Метод прямого пресування армованих композицій неістотно
відрізняється від формування пластмас. Головна відмінність полягає в природі
самого матеріалу із якого пресують деталь.
Замість вільно текучих смол чи порошків на формування надходить липка
волокниста маса, таблетовані ПКМ, просочені
мати, тканини або попередньо відформовані
заготовки з ПКМ чи премікси.
Премікс – армована волокном термореактивна композиція, що після одержання не потребує подальшого
отверднення і може бути відформована
в разі прикладання тиску, достатнього тільки для плину й ущільнення матеріалу.
Для пресування виробів з ПКМ здебільшого
застосовують гідравлічні преси, оскільки вони забезпечують сталий
тиск на пресовану деталь упродовж усього часу пресування і,
крім того, вони простіші й надійніші в експлуатації за
механічні.
Пряме
пресування (рис. 3.8) полягає в тому, що той чи інший
пресувальний
матеріал вмішують у матрицю, нагріту до
температури формування, на який діє
тиск Рзв верхньої половини прес-форми – пуансона, нагрітої до такої самої температури. Під впливом температури матеріал набуває необхідної пластичності і під тиском розподіляється по оформлюваній порожнині, заповнюючи її. Повне закриття форми
(замикання) відбувається в момент
остаточного оформлення деталі. Замикання прес-форми здійснюють з малою швидкістю, щоб повітряні включення встигли вийти із порожнини. Відформований
виріб витримують у прес-формі під
тиском упродовж деякого часу, потрібного для охолодження термопластичного
композита або нагрівання термореактивного
матеріалу, після чого прес-форму відкривають і виріб виймають за допомогою виштовхувача із зусиллям Рв.

У разі
неправильного вибору режимів чи пресування неякісних матеріалів у виробах
можуть з'явитися такі дефекти: бульбашки повітря довкола виступаючих ділянок
на поверхні деталі; місця, що містять
недостатню кількість зв'язника через надлишок армувального наповнювача;
розтріскування зв'язника і місця, що містять
його надлишок; матова поверхня плями на виробі.
Кожен дефект має свої причини виникнення; рекомендації щодо їх усунення
зазвичай наводять у такому документі, як технологічний
регламент.
Розглянемо
особливості прямого пресування.
1. Під час оформлення деталі в неї можна запресувати різноманітну арматуру (гвинти, гайки, стрижні тощо), що
міцно утримуватиметься в деталі.
2. Прогрівання матеріалу відбувається поступово від стінок
нагрітої прес-форми всередину й, отже, у процесі формування виробу різні шари матеріалу можуть мати різну
температуру.
3. Різниця температур по товщині виробу спричинює виникнення внутрішніх напружень і дефектів внаслідок
нерівномірного перебігу процесу тверднення чи вулканізації.
4. Є небезпека
пошкодження тонких і маломіцних оформлювальних
елементів прес-форми або впресовуваної у деталь арматури, оскільки
матеріал під тиском починає заповнювати оформлювальну
порожнину ще до того моменту, коли він весь прогріється і набуде
достатньої пластичності. Для запобігання цій небезпеці здебільшого програмують
режим тиску і застосовують декілька попередніх підпресувань. Крім того, за
допомогою підпресувань видаляють леткі речовини і пару вологи за короткий проміжок часу початкової стадії тверднення
матеріалу.
5. На відформованих виробах завжди утворюються задирки у площині
рознімання прес-форми.
6. Методом прямого
пресування можна виготовляти вироби із будь-яких
матеріалів – як термопластичних, так і термореактивних. Практично цей метод застосовують переважно
для виготовлення деталей з термореактивних KM. Використання його для формування деталей з термопластів недоцільне,
тому що в цьому разі потрібно поперемінно нагрівати й охолоджувати прес-форму
упродовж кожного циклу формування, а це значно збільшує тривалість процеcу.
Приблизні режими прямого пресування деталей, на які орієнтуються під час
відпрацювання процесу формування, наведено в табл.
3.2.
Таблиця 3.2
Приблизні режими прямого
пресування
|
Найменування матеріалу |
Температура, К |
Питомий тиск min/max,
МПа |
Час витримки, с |
Усадка, % |
|
Термопластичні KM Еластомери Термореактивні KM Премікси |
393-523 343-473 393-473 393-473 |
2/15 0,4/25 3,0/75 3,5/7,0 |
300-900 180-3600 180-900 60-180 |
1-3 1-23 0,2-1,2 0,5-1,0 |
Різні методи
просочення армувального матеріалу й режими пресування
дають змогу добитися вмісту наповнювача в композиті від 20 до 50 %.
Виливане пресування. Виливане пресування
полягає в тім, що пресований матеріал вміщують у завантажувальну камеру
попередньо замкненої прес-форми (рис. 3.9). Нагріваючись від стінок
завантажувальної камери і набуваючи при цьому необхідної пластичності, матеріал
під тиском виливаного пуансона надходить
крізь ливниковий канал у формувальну порожнину прес-форми й заповнює її. Після витримки, потрібної для тверднення, прес-форму розкривають і виймають готовий
виріб разом із ливниковим залишком.
Особливості виливаного пресування:
1. Можна виготовляти деталі із маломіцною чи
наскрізною арматурою і деталі з глибокими отворами малого
діаметра, тому що матеріал надходить в оформлювальну порожнину
прес-форми вже в пластичному стані і не може впливати на оформлювальні
елементи прес-форми й впресовувану арматуру значних сил
деформації.
2. Процес формування відбувається швидше, ніж за
звичайного пресування.
3. У деталях, отриманих виливаним пресуванням, не
виникають великі внутрішні напруження внаслідок меншого перепаду
температур по товщині стінок деталі.
4. На деталях, виготовлених виливаним пресуванням,
практично не залишається задирок, тому що оформлювальна порожнина
прес-форми, утворена пуансоном й матрицею, щільно замикається
ще до заповнення її матеріалом. Точність дотримання розмірів деталей за цього
методу висока, а механічна доробка деталей зводиться тільки до відрізання ливників
і зачищення місць зрізу.
5. У разі виливаного пресування витрачається більше
матеріалу, ніж за прямого пресування, тому що матеріал
заповнює ливникові канали й у завантажувальній камері
запресовується залишок.
6. Прес-форми для виливаного пресування складніші й
дорожчі за прес-форми для прямого пресування.
Методом виливаного пресування можна виготовляти
вироби з гумових сумішей і порошкоподібних пластичних мас.
Пластмаси з волокнистими наповнювачами втрачають до 50 % своєї
міцності. Шаруваті пластики переробляти виливаним методом не можна, оскільки
матеріал не зможе пройти із завантажувальної камери прес-форми
в її формувальну порожнину крізь вузькі ливникові канали.
5.
Формування
намотуванням
Метод намотування у 60-х роках XX ст. став
справжнім прогресом у технології виробництва конструкцій з ПКМ.
Це закономірно, оскільки він давав змогу одержати високоміцні
матеріали для конструкцій аерокосмічної і ракетної техніки й містив у собі
величезні можливості вдосконалення, багато з яких сьогодні реалізовано.
Намотування — технологічний процес, за якого суцільний армувальний
наповнювач у вигляді
ниток, стрічок, джгутів, тканин, плівок просочують полімерним зв'язником, подають на оправку,
що має конфігурацію внутрішньої поверхні виробу й укладають
по її поверхні в заданому напрямку. Після одержання потрібної схеми
армування, заданих товщини і структури матеріалу
виріб піддають твердненню тим чи іншим способом і видаляють оправку. Іноді оправка може бути елементом
намотуваної конструкції, наприклад
герметизувальною оболонкою.
Методом намотування виготовляють вироби, що мають
форму обертання:
балони тиску, баки, корпуси ракетних двигунів, головні частини, відсіки ракет,
транспортно-пускові контейнери, корпуси підводних апаратів, стволи гармат і
корпуси снарядів, рідкопаливні цистерни,
трубопровідні магістралі, коробчасті шпангоути, повітрозабирачі літаків,
лопаті гвинтів гелікоптерів, профілі,
просторово вигнуті труби і т.д.
Залежно від способу нанесення зв'язника на
волокнистий матеріал і забезпечення необхідного вмісту його в
матеріалі виробу розрізняють кілька технологічних методів формування
виробу намотуванням (рис. 3.10).
Метод «сухого» намотування полягає в тому, що
волокнистий армувальний матеріал перед формуванням попередньо просочують зв'язником на просочувальних машинах, які забезпечують не тільки якісне
просочення, а й потрібний рівномірний вміст
зв'язника в препрегу на основі скло-, органо-
і вуглеволокон внаслідок застосування різних розчинників для
регулювання в'язкості зв'язника. Особливо ефективне застосування попередньо
просочених ровінгів, полотен скло-,
вуглетканин і стрічок.
У разі використання методу «сухого» намотування поліпшуються умови й
культура виробництва, підвищується продуктивність
процесу намотування в 1,5 – 2 рази, забезпечується можливість використання практично будь-якого
зв'язника: епоксидного,
епоксифенольного, феноло-формальдегідного, поліімідного.
Метод «мокрого» намотування різниться тим, що
просочення армувального волокнистого матеріалу зв'язником і намотування на оправку суміщені. За методом «мокрого»
намотування нитки, попередньо
підсушені гарячим повітрям, потрапляють із шпулярника на індивідуальні
натяжники, збираються в пасмо і надходять
у просочувально-натяжний тракт. Просочення армувального волокнистого матеріалу зв'язником здійснюють
одним з таких способів: протяганням ниток через
ванночку із зв'язником; контактуванням з роликом, що купається у зв'язнику;
примусовим просоченням у клиновій чи
вакуумній камері.
Після просочення надлишок зв'язника віджимають, пасмо ниток натягається,
проходить через систему контролю і через рознімний
пристрій надходить на обертову оправку, закріплену на намотувальному верстаті.
Потрібна в'язкість зв'язника в цьому разі забезпечується вибором відповідної
смоли і застосуванням підігріву
зв'язника у просочувальній ванні. Перевага методу «мокрого» намотування
полягає в нижчому контактному тиску формування, що потребує устаткування з
меншою потужністю приводу, і кращому формуванні поверхні виробу. Тому метод «мокрого» намотування застосовують, як правило,
для виготовлення великогабаритних
оболонок складної конфігурації.
Є й третій метод намотування, за яким сухий армувальний матеріал намотують на оправку, а потім просочують
зв'язником розбризкуванням його під тиском з пульверизатора, вручну за допомогою щітки або із використанням тиску чи
вакууму. Цей метод, названий
намотуванням із наступним просоченням, обмежено застосовують під час виготовлення панелей сітчастої структури або тонкостінних оболонок, оскільки
забезпечити якісне просочення
відомими способами не вдається.

Для методу «мокрого» намотування характерним є таке: невисока швидкість
намотування, обмежена швидкістю просочення наповнювача
зв'язником; неможливість забезпечення рівномірного вмісту зв'язника у вигляді загуслих решток у просочувальній ванні і видавленому надлишку зв'язника з
намотуваного виробу; забруднення намотувально-просочувального тракту і
робочого місця зв'язником; неможливість
застосування високов'язких зв'язників
(наприклад, термопластів).
Метод
«сухого» намотування ефективніший, ніж «мокрого», його
переваги полягають у такому: висока продуктивність, оскільки швидкість
намотування не лімітується умовами просочення наповнювача;
стабільність ступеня армування, тобто співвідношення наповнювач —
зв'язник; висока відтворюваність фізико-механічних характеристик виробів;
можливість використання препрегів,
попередньо просочених високов'язкими зв'язниками, в тім числі і
термопластичними; кращі технологічні умови для намотування виробів, що мають конусність або складну кривизну, за рахунок ефекту прилипання препрега до
оправки; сприятливі екологічні наслідки.
![]()
![]()