Тема 8. Властивості металевих порошків.
8.1. Хімічні властивості порошків
Хімічні властивості залежать від
хімічного складу вихідних матеріалів, а також методів отримання порошків. Вміст
основного металу в порошках, як правило, не нижче 0,98–0,99%. Вміст домішок
визначається їх допустимим вмістом їх у готовій продукції за винятком оксидів,
які можуть бути видалені при спіканні, тому в більшості порошків допускається
відносно високий вміст О2, (0,2-1,5%), що відповідає вмісту оксидів
(1-10%). Присутність в порошках тяжко відновних оксидів дуже не бажане,
оскільки це ускладнює процеси пресування і спікання. В металічних порошках
міститься значна кількість газів Н2, О2, N2. Це збільшує їх ламкість,
утруднює їх формування, а їх інтенсивне виділення при спіканні часто приводить
до короблення виробів, тому порошки часто піддають вакуумній обробці для
відгонки газів. Для деяких порошків характерною особливістю є пірофірність –
властивість до самозапалювання при контакті з повітрям. Пірофірність залежить
від хімічної природи металу, ступеня дисперсності частинок порошку, стану їх
поверхні, їх чистоти тощо. Другою особливістю порошків є токсичність. Пил
будь-якого металу може впливати на людину і викликати патологічні зміни в
організмі, тому особлива увага має приділятись дотримування спеціальних заходів
по забезпеченню безпеки працюючих.
8.2. Фізичні властивості порошків
1. Форма частинок.
Форма частинок залежить від обробки
порошків (табл. 8.1).
Таблиця 8.1
Вплив технології виготовлення порошків
на їх фізичні властивості
|
Форма частинок |
Фактор нерівності |
Методи отримання порошку |
|
Сферична Грубчаста Скалкова Дендритна Пластинчаста Голкоподібна |
1¸1,2 24 2¸5 2¸5 >5 >100 |
Розпилення розплаву з кристалізацією частинок у вільному
польоті. Відновлення оксидів. Подрібнення в млині. Електроліз водяних роз-чинів і розплаві солей. Розпилення розплавів з кристалізацією частинок на
охолоджуваних поверхнях, розмол у вихровому млині. Конденсація з парової фази. |
Форму
частинок порошку визначають методами оптичної і електронно-променевої
мікроскопії. При цьому визначають два фактори:
·
фактор нерівновісності
частинок – це відношення максимального і мінімального видимого розміру
частинок;
·
фактор розвинутості
поверхні – це відношення квадрату видимого периметру частинок до площі.
Форма
частинок порошку має вплив на його технологічні властивості, а також на
густину, міцність, проникність та ін.
2. Розмір частинок.
Металічні
порошки є системами, які складаються з частинок різних розмірів, залежно від
набору розмірів частинок, порошок характеризується гранулометричним
(фракційним) складом. Фракція порошку – це діапазон розмірів частинок між їх
максимальним і мінімальним значеннями. Гранулометричний склад порошку – це
процентний вміст частинок у фракціях по відношенню до їх загальної кількості.
Гранулометричний склад порошків представляють у вигляді графіків і таблиць.
Залежність вмісту частинок від їх розмірів може бути неперервною, або
дискретною. В останньому випадку фракція порошку з розміром частинок 100¸125
мікрон записується: -125+100мкм, із вказанням поряд процентного вмісту за масою
своєї фракції.
Середній розмір частинок можна визначити
за формулою:
![]() ,
,
де: mi – маса ітої фракції порошку; di - середнє арифметичне розміру частинок
в і-тій фракції.
Залежно від розмірів частинок порошки можна
умовно розділити на групи:
- ультрадисперсні (розмір менше 5000нм.)
- ультратонкі (0,5 – 10мкм)
- тонкі (10-40 мк.)
- середньої крупності (40 – 250 мкм)
- грубі або крупні (250-1000 мкм).
Гранулометричний
склад порошків визначають різними методами аналізу:
- ситовий;
- седиментаційний;
- мікроскопічний
та ін.
Ситовий аналіз. При ситовому аналізі розподіл порошку за
фракціями здійснюють шляхом механічного розділення наважки порошку масою 100г
при насипній густині більше 1,5 г/см3 і 50 г при насипній густині
меншого її значення, при наборі сит, які розміщують один над одним. Набір сит
приводять в обертальних рух відносно зміщеної осі обертання з швидкістю 300±15 об/хв.
При одночасному струшуванні набору вздовж осі з частотою 180±10
ударів/хв., час розсіву 15-30 хв. Зібрані з кожного сита фракції зважують з
точністю до 0,01г. Після чого визначають їх процентне вміст згідно з загальною
масою проби. Існують і інші прийоми впливу на наважку порошку в наборі сит. Це
можуть бути повітряні потоки, вакуум, електричне поле. Метод ситового аналізу
найбільш простий і достатньо точний, але не може бути застосований для оцінки
розмірів частинок, що мають явно виражену нерівновісну форму.
Седиментаційний
аналіз. Метод седиментації
базується на різниці швидкості осідання твердих частинок різних розмірів у
в’язкому середовищі при їх ламінарному русі. Якість такого аналізу багато в
чому залежить від правильного вибору рідини, яка повинна добре змочувати
порошок і бути хімічно нейтральною до нього. До переваг даних методів можна
віднести їх високу чутливість, відсутність контакту вимірювальної апаратури з
порошком, можливість повної автономної реєстрації і обробки результатів, в тому
числі з використанням ЕОМ.
Мікроскопічний
аналіз. Цей метод
використовують, як засіб контролю надійності результатів, що отримані іншими
методами. Надійність і точність цього методу базується, на відміну від інших
методів, на прямому вимірювання розмірів частинок порошків. Методи аналізу
поділяються на:
-
оптичні (0,5 ¸100 мк.)
-
методи електронної мікроскопії (0,001 ¸ 10
мк.)
При оптичній
мікроскопії пробу порошку перемішують і розташовують у вигляді моношару на
предметне скло, де його досліджують. Поряд з дослідженням моношару
використовують метод вивчення шліфів. Для їх отримання порошки змішують із
твердником, а потім роблять зріз, після чого поверхню зрізу шліфують і
полірують. Для вимірювання розмірів частинок використовують окуляри
мікроскопів, які обладнані лінійною шкалою і окулярні мікрометри із спеціально
нанесеними масштабними сітками і шкалами.
Оскільки частинки порошку мають, як
правило, неправильну форму, а їх взаємоорієнтація випадкова, то розмір для
розрахунку визначають в одному будь-якому заданому напрямку незалежно від
розміщення частинок. При цьому вимірюванню підлягають всі частинки, які
потрапили в зону розсипаючої лінії.
3. Величина
проникності частинок.
Ці методи базуються на оцінці
фільтраційних процесів при проходженні газу через шар порошку з відомим
ступенем ущільнення. Швидкість, з якою газ фільтрується через шар металу з
заданою пористістю, обернено пропорційна квадрату питомої поверхні. Фільтрація
газів крізь пористі тіла може проходити в 2-ох режимах течії:
-
в’язкому;
-
молекулярному.
Перший з них
реалізується при пропусканні газу через шар порошку при тиску, близькому до
атмосферного. Такий метод фіксує тільки зовнішню геометрично поверхню частинок
з розміром не більше 10мкм. Складний поверхневий рельєф і поверхні порожнин в
середині частинок порошку при таких вимірюваннях не враховується. Більш точну
сумарну поверхню частинок можна визначити при пропусканні газу в молекулярному
режимі, тобто в умовах розрідження, коли довжина вільного пробігу молекул газу
перевищує розміри внутрішніх і тупікових
порових каналів порошку, а співудари молекул між собою дуже рідкі.
4. Адсорбційність
порошку.
На адсорбції
газів ґрунтуються найбільш розповсюджені методи визначення повної чи сумарної
поверхні дисперсних тіл. Фізична адсорбція, яка визначається силами
Ван-дер-Ваальса забезпечує формування на
поверхні порошків мономолекулярного шару газових молекул. Якщо площа, яка займається
кожною молекулою відома, то може бути розрахована і площа, що покрита газом
адсорбатом, тобто площа поверхні наважки порошку.
Адсорбційні методи поділяються на:
- статичні;
- динамічні.
В перших вимірювання проводять після
досягнення рівноваги газ-тверде тіло. В других - при неперервній течії газового
середовища.
Статичні методи потребують значних
витрат часу, що обумовлено часом процесу встановлення адсорбційної рівноваги.
Суттєво більш продуктивні динамічні методи, які базуються на різній адсорбції
компонентів газової суміші поверхнею адсорбенту. Серед цих методів найчастіше
використовують динамічний метод теплової адсорбції газу. Він полягає у
вимірювання кількості газу, що адсорбується при охолодженні, а потім
десорбується при наступному нагріві. Вміст газу адсорбату визначається по зміні
теплопровідності потоку газового носія, який транспортує адсорбат через
досліджуваний порошок.
5. Густина.
Густина
частинки порошку – це відношення її маси до об’єму і залежить від досконалості
внутрішньої мікро- та макроструктури частинки, наявності нітридів оксидів і.
т.д. Для сплавів густина частинки залежить також від рівномірності розподілу
легулюючих елементів і фаз. Мікрометричну дійсну густину частинок порошку
визначають за допомогою мірних ємностей.
Спочатку визначають масу сухої
пікнометричної ємності М. Потім її
масу з дистильованою водою М1,
залитою до визначеної відмітки. Знаючи густину води при температурі досліду ![]() в, визначається
об’єм пікнометра:
в, визначається
об’єм пікнометра:
![]() .
.
Ця величина є постійною для даного пікнометра.
Сухий (висушений) пікнометр заповнюють на 1/2 - 2/3 об’єму порошком, який
досліджується і зважують разом з ним М2.
Після зважування у пікнометр заливають пікнометричну рідину до заповнення його
на 3/5 - 4/5 об’єму, вакуумують для видалення газів після зняття вакуму і
долиття пікнометричної рідини до позначення мітки зважують пік. Об’єм рідини в
пікнометрі визначається за формулами:
![]() ,
,
![]() .
.
Пікнометрична
рідина не має взаємодіяти з матеріалом порошку і добре його змочувати.
6. Мікротвердість
частинок.
Мікротвердість частинок порошку дозволяє оцінити їх
здатність до деформування. Мікротвердість частинок визначають за величиною
відбитку, залишеного при втискуванні алмазного індентора конусної форми з кутом
при вершині 1360, в поліровану, плоску поверхню частинок порошку,
які закріплені в шліфі. Найчастіше використовують прилади: МПТ-3, МПТ-5, які забезпечують
навантаження на індентор від 0,5 до 200г. В зв’язку з обмеженістю розмірів
частинок в основному використовують навантаження до 15-20г.
8.3. Технологічні властивості порошків
Знання технологічних характеристик
порошкових сумішей дозволяє, у поєднанні з відомими фізичними властивостями,
оцінювати поведінку порошків при їх ущільненні, швидкість заповнення порошком
прес-форми та інші переваги. До технологічних властивостей насамперед
відносять: кут природного відкосу; насипну густину; густину утруски; текучість;
здатність до ущільнювання, пресування, формування, які можуть змінюватися в
широких межах залежно від форми і розмірів частинок, їх питомої поверхні,
вологості тощо.
1. Кут природного відкосу.
Кутова величина природного відкосу є
собою кутом, що утворений поверхнею конуса вільно насипаного порошку та
горизонтальною площиною в його основі. Для більшості порошків цей кут
знаходиться в межах 25-75°. Він зменшується із ростом текучості порошків. Його
значення min для порошків із сферичною формою. Цей кут характеризує рівноважний
стан порошку при відсутності впливу на нього зовнішніх сил, тому його часто
називають кутом тертя. Метод його визначення відрізняється лише способом
насипання порошків.
2. Насипна густина.
Насипна густина порошку – це маса
одиниці його об`єму при вільній насипці. Вона залежить від густини матеріалу
порошку, розмірів і форми його частинок, густини укладки частинок і стану їх
поверхні.
Сферичні порошки із гладкою формою
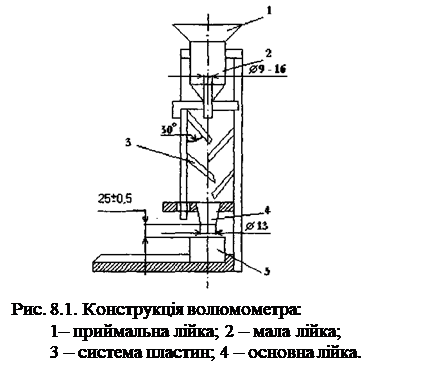
частинок дають більш високу насипну густину. Насипну густину визначають у
волюмометрі, який являє собою прямокутний канал з похилими перегородками, по
яких порошок рівномірно розрихлюючись заповнює мірну ємність з точно фіксованим
об`ємом. Надлишок порошку у цій ємності видаляють скляною пластинкою, після
чого зважуванням визначають масу порошку і насипну густину:
γнас = (M2 – M1)
/ V,
де: М1 –
маса мірної ємності; М2 –
маса мірної ємності з порошком; V –
об`єм ємності.
Величина, обернена до насипної
густини, характеризує об`єм, що займається одиницею маси порошку, який
називається насипним об`ємом. За цією характеристикою оцінюють здатність
порошку до наповнення при формуванні порожнини матриці прес-форми.
3. Густина утруски.
При прикладанні механічних віброколивань
до ємності з порошком частинки порошку, перерозподіляючись одна відносно одної,
розмістяться значно компактніше. Зменшення об’єму, що займається порошком,
відбувається без деформаціії його частинок. Відношення маси порошку до величини
нового (зменшеного) об`єму називається густиною утруски. Вона залежить
від тих же властивостей порошку, що й насипна густина.
4. Текучість.
Текучість порошку, тобто його здатність
переміщуватись під дією сили притягання, оцінюється часом витікання навіски
порошку, масою 50 г через калібрований отвір, діаметром 2,5 мм.
Текучість порошку залежить від густини
матеріалу, гранулометричного складу, форми і стану поверхні частинок, ступеня
окислення, вологості і т. д
Текучість порошку враховують при
визначенні продуктивності автоматичних пресів, оскільки вона визначає час
заповнення порошком прес-форми. Текучість погіршується при зволоженні порошку,
збільшенні його питомої поверхні і частки дрібних фракцій, вона дещо
покращується при окисленні поверхонь частинок.
5. Здатність до ущільнення,
формування і пресування.
Здатність до ущільнення порошків показує їх здатність до
зменшення об`єму під дією тиску, або вібрації. Її оцінюють за густиною
пресовок, що виготовленні при тисках 200, 400, 500, 600, 700, 800МПа в
циліндричній прес-формі. Масу наважки порошку вираховують за формулою:
m=0,79d3γк
,
де: d – діаметр отвору матриці, см; γ- густина матеріалу
порошку, г/см.
Дані по ущільненості порошку
представляють у вигляді таблиці, або графіка залежності густини пресовок від
тиску пресування.
Здатність до пресування порошку оцінюють його здатністю
утворювати під дією тиску тіло, що має задані розміри, форму й густину.
Здатність до формування порошку оцінюють його здатністю
зберігати надану йому в результаті пресування форму в заданому інтервалі
пористості. Ця характеристика визначається при пресуванні наважки порошку,
масою не менше 200г в прес-формі із подальшим визначенням max i min значення
густини, при якому пресовки після видалення їх із прес-форми не осипаються та
не мають розшарувань. Здатність до формування порошку в основному залежить від
форми, розмірів і стану частинок.
![]()
![]()