Тема: Технологія обробки черв’ячних передач
План
1.Службове призначення і технічні вимоги
2.Конструктивні види і матеріали
3.Технологія виготовлення черв’яків і
черв’ячних коліс
4. Методи нарізання черв’яків і
черв’ячних коліс
5. Контроль черв’ячних пар
1.Службове призначення і технічні вимоги
По службовому призначенні черв’ячні
передачі поділяють на кінематичні і силові. Кінематичні передачі використовують
у різноманітних механізмах, ділильних ланцюгах
зуборізних та інших металорізальних верстатах для досягнення високої
точності відносного повороту. А також кінематичних передачах високої точності
для регулювання точності відносного положення черв’яка і колеса.
Силові черв’ячні передачі використовують
у різноманітних редукторах, коробках швидкостей і механізмах для передачі
крутного моменту при великому передаточному відношенні.
ГОСТом передбачено 12 степеней
точності черв’ячних передач. Кожній степені точності відповідають норми
кінематичної точності, плавності роботи і контакту зубців і витків. Вибір степеней точності можна проводити
в залежності від колової швидкості червяка.
Згідно ГОСТа встановлено 6
видів спряжень червяка із червячним колесом А, В, С, Д, Е,
Н і 8 видів допуску Тjn на бічний зазор x, у, z, b, a, d, c, h.
2.Конструктивні види і матеріали
В машинобудуванні використовують циліндричні і глобоїдні черв’ячні передачі.
Циліндричні передачі мають червяк, осьовий
переріз, якого являє собою рейку з прямолінійними чи криволінійними
сторонами.
Глобоїдні передачі мають
червяк осьовий переріз, якого являє
собою кругову рейку із прямолінійними боковими сторонами.
Циліндричні передачі по формі
гвинтової поверхні ділять на чотири
види.
1. Архімедова черв’ячна передача має
червяк у якого профіль бокової поверхні
витка, у поперечному січенні
має форму спіралі Архімеда.
2.
Евольвентна червячна передача має червяк, у якого
профіль бокової поверхні
витка, у поперечному січенні,
має форму евольвенти.
3.
Конволютна передача має червяк, у якого
профіль бокової поверхні
витка має форму, у
поперечному січенні, видовженої евольвенти (конволюту).
4.
Нелінійні черв’яки – мають у всіх січеннях криволінійний профіль.
Для зменшення тертя, зношування і для
запобігання заїданню червячної
пари робоча поверхня витків червяка
повинна мати високу твердість і малу шорсткість.
Червяки швидкохідних передач виготовляють із якісних
вуглецевих сталей 40, 45 або легованих сталей 40Х, 40ХН та ін. Найкращі
результати виходять при використанні цементованих сталей 15Х, 15ХА, 20Х, 20ХВА,
20ХВ. Черв’яки менш відповідальних передач виготовляють із нормалізованих або
покращених сталей. Глобоїдні
черв’яки виготовляють із сталей 35ХМА, 33ХГН. Для виготовлення черв’ячних коліс
у відповідальних передачах із великими швидкостями використовують бронзу.
Черв’ячні колеса із малими швидкостями виготовляють із чавуна
СЧ21, СЧ15.
По конструкції червяки поділяють на черв’яки-вали та насадні
черв’яки-втулки. Черв’ячні колеса бувають цілими і зіставними (у яких ступиця із чавуну або сталі, а
вінець – із бронзи).
3.Технологія виготовлення черв’яків і
черв’ячних коліс
Заготовки для черв’яків у багатосерійному
і масовому виробництві – штамповані, у дрібносерійному і одиничному – пруток.
В якості заготовок черв’ячних коліс
використовують виливки і прокат. При багатосерійному виробництві застосовують
більш точні методи отримання виливок – лиття під тиском, лиття в кокіль,
виливки по виплавляємих
моделях.
При розробці ТП необхідно намагатися
дотримування принципу єдності баз.
Типовий технологічний маршрут ділильних черв’яків типу
валів
|
Зміст операції |
База |
|
|
1. |
2. |
|
|
1.
Заготовка. 2.
Термічна обробка. |
|
|
|
3. Фрезерування торців і зацентровка з обох боків. |
Поверхня двох ступеней
заготовки і одного торця. |
|
|
4. Попередня
токарна обробка по контуру з одної та іншої сторони. |
Центру. |
|
|
5. Чорнове нарізування витків із припуском 1.2…1.6
мм на товщину витка. |
Центру. |
|
|
6. Термообробка (високий відпуск). |
|
|
|
7. Чистова токарна обрробка зовнішніх поверхонь із припуском 0.4…0.6
мм. |
Центру. |
|
|
8. Чистове нарізування витків черв’яка із припуском
0.6…0.8 мм на товщину витка. |
Центру. |
|
|
9. Фрезерування шпонкового пазу. |
Поверхні двох шийок і одного торця шийки. |
|
|
10. Попереднє шліфування зовнішніх поверхонь під
цементування. |
Центру. |
|
|
11. Попереднє шліфування профілів витків черв’яка
під цементування. |
Центру. |
|
|
12. Цементування, закалювання. |
|
|
|
13. Шліфування центрових отворів. |
Поверхня одного центрувального отвору та одної
шийки. |
|
|
14. Перше напівчистове
шліфування зовнішніх поверхонь і торців. |
Центру. |
|
|
15. Напівчистове
шліфування зовнішніх поверхонь профіля витка черв’яка. |
Центру. |
|
|
16. Старіння. |
|
|
|
17. Друге напівчистове
шліфування зовнішніх поверхонь і торців. |
Центру. |
|
|
18. Друге напівчистове
шліфування профіля витків черв’яка. |
Центру. |
|
|
19. Старіння. |
|
|
|
20. Чистове шліфування зовнішніх поверхонь і торців. |
Центру. |
|
|
21. Чистове шліфування профіля витків черв’яка |
Центру. |
|
|
Технологічний маршрут обробки черв’ячного ділильного
колеса. |
||
|
Зміст операції. |
Ескіз обробки. |
|
|
1.
2.
Попередня чорнова токарна обробка. |
6
4,5 1,2,3 |
|
|
|
1,2,3 6
4,5 |
|
|
4. Контроль твердості по зовнішньому діаметру вінця. |
|
|
|
5. Напівчистова
обробка отвору і торця. |
Дивись ескіз № 2. |
|
|
|
4 1 5 2,3 |
|
|
7. Штучне старіння. 8. Очищення деталі. |
|
|
|
9. Чистова токарна обробка зовнішніх та внутрішніх
поверхонь. |
Дивись ескіз № 2. |
|
|
|
4 1 5
2,3 |
|
|
11. Чистова токарна обробка базового торця та
отвору. |
Дивись ескіз № 3. |
|
|
12. Чистове фрезерування зубців під шевінгування. |
Базування, як у № 10. |
|
|
13. Шевінгування черв’ячного колеса. |
Базування, як у № 10. |
|
4. Методи нарізання черв’яків і
черв’ячних коліс
Черв'ячні передачі бувають з циліндричним
(гелікоїдальним) і глобоїдним
черв'яком. Перетин витків циліндричного черв'яка
з осьовою площиною являє собою прямолінійну
рейку, а в глобоїдного - кругову.
Серед циліндричних
черв'яків найбільше застосування для невідповідальних передач має гвинтовий
черв'як (з архімедовою спіраллю), який
представляє собою звичайний гвинт із
трапецеїдальним профілем (рис. 12.1, а). Черв'ячна пара з таким черв'яком має
низький ККД і піддається швидкому спрацьовуванню,
тому її застосовують у тихохідних слабонавантажених
передачах. Іншим різновидом циліндричного черв'яка
є евольвентний черв'як (рис. 12.1, б). Третім різновидом
циліндричного черв'яка є конволютний черв'як
(рис. 12.1, б).
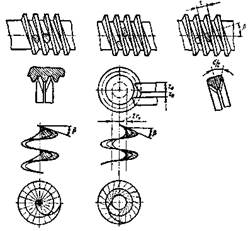
Рис. 12.1 - Схеми утворення профілю
При обробці прямолінійна черв'яків: а) - архімедового; б) евольвентного; в)
– конволютного
Глобоїдні черв'якй мають велику поверхню зіткнення витків із зубами черв'ячного колеса, що забезпечує зменшення
питомих навантажень і, як наслідок, зменшення спрацювання поверхонь черв'ячної пари.
Найбільш простим
способом виготовлення витків
черв'яка з архімедовою спіраллю є нарізування різцем на токарно-гвинторізному верстаті. При обробці прямолінійна ріжуча крайка двох різців
сполучається з площиною,
яка проходить через вісь черв'яка.
За цих умов обробки в перетині черв'яка,
перпендикулярному його осі,
отримується архімедова спіраль (рис. 12.1, а).
Нарізування витків вольвентного черв'яка здійснюється двома різцями, прямолінійні ріжучі крайки яких розташовуються
вище і нижче осьової площини черв'яка основного циліндра гвинтової евольвентної поверхні (рис. 12.1, б).
Гвинтова поверхня називається евольвентною, тому що в
торцевій площині черв'яка утворюється евольвента. При нарізуванні витків конволютного черв'яка (рис. 12.1, в) різці встановлюються так, щоб їхні ріжучі
крайки збігалися з площиною нормальної і гвинтової поверхонь.
Описані методи нарізування гвинтової поверхні черв'яків забезпечують необхідну точність, але мають малу продуктивність. У серійному виробництві
витки черв'яків обробляють дисковими фрезами на спеціальних різьбонарізних верстатах. Фрези мають профіль
западини в нормальному перетині
і встановлюються під кутом нахилу гвинтової лінії ![]() .
.
Обробка черв'ячних зубчастих коліс. При нарізуванні зубців черв'ячних коліс вісь фрези
встановлюється перпендикулярно осі
оброблюваного колеса, розташовуючись
по центру її ширини. При цьому використовують радіальну і тангенціальну подачі.
Спосіб радіальної
подачі. Швидкість обертання фрези 1 колеса 2 (рис. 12.2, а), на якому
нарізають зубці, розраховують так, щоб за один
оборот фрези колесо обернулося
на число зубів, рівне числу
заходів черв'яка. Стіл зубофрезерного верстата з закріпленою заготовкою
здійснює в горизонтальній площині подачу на глибину зуба в радіальному напрямку.
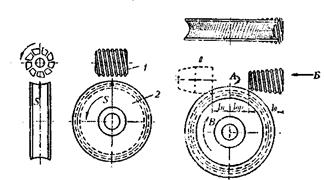
а) б)
Рис. 12.2. Схеми нарізування
зубців черв'ячних зубчастих коліс: а) - спосіб
радіальної подачі; б) - спосіб
тангенціальної подачі
Недолік зазначеного способу полягає в
тому, що черв'ячна фреза працює обмеженим числом ріжучих крайок, які піддаються інтенсивному спрацюванню.
Спосіб тангенціальної
подачі. Спосіб тангенціальної подачі застосовується для нарізування зубців черв'ячних коліс багатозахідних черв'яків. Він виконується за допомогою спеціального супорта, який дозволяє здійснювати
тангенціальну подачу фрези
(рис. 12.2, б). Стрілка
А вказує обертання фрези, стрілка Б - повздовжню подачу по дотичній лінії до колеса, стрілка В - його обертання.
5. Контроль черв’ячних пар
Контроль
черв’яків. При контролюванні
перевіряють похибку винтової лінії, як в межах одного
оберту, так і по всій довжині.
Контролюють відхилення кроку. Для цього
черв’як встановлюють в центрі і з допомогою індикаторів та двох наконечників,
один з яких нерухомий, а другий переміщується, перевіряють відстань між
витками.
Кут і похибку профіля перевіряють
шаблоном або спеціальним приладом. Радіальне биття витків червяка
перевіряють з допомогою індикатора відносно опорних шийок.
Контроль
черв’ячних коліс. В зележності від степені точності перевіряють такі параметри,
як кінематична і циклічна похибки обробки, радіальне биття зубчастого вінця,
накопичена похибка колового кроку, коливання вимірювальної міжосевої
відстані.
Кінематичну і циклічну похибку обробки
контролюють шляхом вимірювання точності ділильного ланцюга зубофрезерного
верстата.
Контроль здійснюють з допомогою
спеціальних приладів.
Вірність сумарної плями контакту черв’ячної передачі перевіряють по фарбі на контрольно-обкатних верстатах або спеціальних
пристроях.
Питання для
самоконтролю
1.Яке службове призначення черв’яків і
черв’ячних коліс?
2.Які
технічні вимоги до черв’яків і черв’ячних коліс?
3. Які є конструктивні види
черв’яків і черв’ячних коліс?
4.Яка послідовність виготовлення
черв’яків і черв’ячних коліс?
5. Які методи нарізання черв’яків і
черв’ячних коліс?
5. Які види контролю черв’ячних пар?
![]()
![]()