5.2. Виконавчі
механізми машин обробки матеріалів за допомогою тертя
Виконавчі
механізми щіток знепилюючих і оздоблювальних машин
Механізм щіток, який використовується в машинах
хімічного чищення, складається з двох спарених, обертаючих назустріч волосяних
щіток 1 і 4 (рис. 5.6, а), виготовлених з капронових ниток. Щітка 4 встановлена
в гніздах щік станини, щітка 1 – на важелях рухомої рами 2, яка при регулюванні
може повертатися відносно пальців, вставлених в станину, завдяки чому
регулюється зазор між щітками.
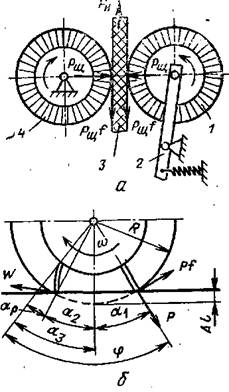
Рис. 5.6. Схема взаємодії очисної щітки з оброблюваним матеріалом:
а – в процесі
роботи знепилюючої машини; б – в
процесі взаємодії ворсу з матеріалом; 1 і 4 – щітки; 2 – рама; 3 – оброблюваний
виріб
Оброблюваний виріб 4 подається спочатку у напрямі
обертання, щіток, а потім проти їх обертання.
Для збору грязі і пилу машина забезпечена висувним
ящиком-пилезбірником.
Механізм щітки обробних машин, які використовуються в
ремонтно-взуттєвому виробництві, є однією циліндричною волосяною щіткою, що взаємодіє
з оброблюваним виробом. Оброблюваний виріб вручну підводять до обертаючої
циліндричної поверхні щітки, яка закріплена в нерухомих опорах.
Ворс щітки є стрижнями малої жорсткості. Ефект
очищення залежить від розмірів ворсу і його механічних характеристик.
Жорсткість ворсу надає значний вплив на процес
чищення. Товстий і короткий ворс є надмірно жорстким і ушкоджує поверхню
тканини. Тонкий і гнучкий ворс більш еластичний, але сильно згинається,
знижуючи ефект чищення. Оптимальна жорсткість щіткового ворсу характеризується
коефіцієнтом жорсткості ворсинки:
![]()
де Е – модуль пружності (![]() Па);
Па); ![]() – момент інерції
перетину;
– момент інерції
перетину; ![]() – довжина ворсинки.
– довжина ворсинки.
При очищенні поверхні тканин від пуха коефіцієнт
жорсткості ворсу щіток лежить в межах 0,015 – 0,10 Н·см.
Щоб поверхню виробу очистити щіткою, до неї необхідно
прикласти силу тиску, яка розподіляється між елементами щітки – ворсинками.
При роботі щітки по дузі я![]() (рис. 5.6, б) розрізняють три характерні її частини, в межах
яких здійснюються різні режими роботи ворсинок. Так, ворсинки, підійшовши до
межі дуги
(рис. 5.6, б) розрізняють три характерні її частини, в межах
яких здійснюються різні режими роботи ворсинок. Так, ворсинки, підійшовши до
межі дуги ![]() і стикаючись з
матеріалом, чинять на нього тиск з деякою силою Р. При повороті щітки і попаданні ворсинки в область дуги
і стикаючись з
матеріалом, чинять на нього тиск з деякою силою Р. При повороті щітки і попаданні ворсинки в область дуги ![]() сила тиску ворсинки на
виріб поступово збільшується, збільшується також сила опору переміщенню
ворсинки, викликана тертям
сила тиску ворсинки на
виріб поступово збільшується, збільшується також сила опору переміщенню
ворсинки, викликана тертям ![]() , унаслідок чого ворсинка втрачає стійкість на вигин і
деформується (згинається). Деформація ворсинки збільшується, при повороті щітки
у міру наближення її до вертикалі по діаметру, де величина деформації
максимальна.
, унаслідок чого ворсинка втрачає стійкість на вигин і
деформується (згинається). Деформація ворсинки збільшується, при повороті щітки
у міру наближення її до вертикалі по діаметру, де величина деформації
максимальна.
В області дуги ач величина деформації ворсинки
поступово зменшується. Минувши дугу ![]() , тобто при виході з контакту з тканиною, кінці ворсинки
отримують різкий стрибок швидкості
, тобто при виході з контакту з тканиною, кінці ворсинки
отримують різкий стрибок швидкості ![]() (до 10 – 12 м/с) за
рахунок потенційної енергії вигину ворсин. Це явище супроводжується коливаннями
ворсин.
(до 10 – 12 м/с) за
рахунок потенційної енергії вигину ворсин. Це явище супроводжується коливаннями
ворсин.
За даними наукових досліджень встановлено, що частинки
пуху і пилу з поверхні виробу, що очищається, віддаляються не всім ворсом, що
знаходиться у контакті з виробом, а лише тією його частиною, яка займає близьке
до нормального положення по відношенню до поверхні, що очищається, і
розташована в області робочого кута ![]() . Ворс, розташований в області центрального кута
. Ворс, розташований в області центрального кута ![]() , значно деформований і кут його зустрічі з очищуваною
поверхнею більше
, значно деформований і кут його зустрічі з очищуваною
поверхнею більше ![]() . Тому ворс в цій частині поверхні виробу ковзає по
частинках, що знаходяться на ній, не відокремлюючи їх від матеріалу.
. Тому ворс в цій частині поверхні виробу ковзає по
частинках, що знаходяться на ній, не відокремлюючи їх від матеріалу.
Між величинами кутів ![]() і
і ![]() є постійні співвідношення,
що практично не змінюються в тих межах зміни радіальній деформації ворсу, які є
при очищенні тканин
є постійні співвідношення,
що практично не змінюються в тих межах зміни радіальній деформації ворсу, які є
при очищенні тканин
 (5.15)
(5.15)
Якщо через ![]() позначити число ворсин
щітки, що знаходяться у контакті з поверхнею, що очищається, а через
позначити число ворсин
щітки, що знаходяться у контакті з поверхнею, що очищається, а через ![]() – робоче число ворсин,
що забезпечує очищення цієї поверхні, то:
– робоче число ворсин,
що забезпечує очищення цієї поверхні, то:
 .
.
Якщо через ![]() позначити загальну
кількість ворсин, рівномірно розподілену на циліндричній поверхні щітки ворсу
для випадку, коли радіус ділянки поверхні, що очищається,
позначити загальну
кількість ворсин, рівномірно розподілену на циліндричній поверхні щітки ворсу
для випадку, коли радіус ділянки поверхні, що очищається, ![]() або близький до цього,
то значення
або близький до цього,
то значення ![]() може бути визначене за
формулою:
може бути визначене за
формулою:
![]() , (5.16)
, (5.16)
де  ;
; ![]() – максимальна
радіальна деформація ворсу;
– максимальна
радіальна деформація ворсу; ![]() – радіус щітки.
– радіус щітки.
Середня швидкість руху кінців ворсин при відомій
амплітуді коливання А визначають по формулі, що описує коливальний рух ворсини:
 ,
,
де ![]() – період основного
коливання.
– період основного
коливання.
Так, при амплітуді
Потужність, що витрачається на процес чищення в
знепилюючих машинах (кВт), включає потужність, що витрачається на дію щіток об
матеріал і потужність на подачу виробу.
Потужність ![]() (кВт) на дію щіток на
матеріал визначають за формулою:
(кВт) на дію щіток на
матеріал визначають за формулою:
![]() , (5.17)
, (5.17)
де ![]() – сила тиску щітки на
матеріал; f — коефіцієнт тертя щітки
об матеріал (залежно від виду матеріалу, що очищається, і матеріалу ворсу щітки f = 0,27–0,85);
– сила тиску щітки на
матеріал; f — коефіцієнт тертя щітки
об матеріал (залежно від виду матеріалу, що очищається, і матеріалу ворсу щітки f = 0,27–0,85); ![]() – колова швидкість
щіток.
– колова швидкість
щіток.
Потужність, що витрачається на подачу матеріалу, кВт
![]() , (5.18)
, (5.18)
де ![]() – зусилля подачі;
– зусилля подачі; ![]() – швидкість подачі.
– швидкість подачі.
Виконавчі
механізми машин полірування і обробки поверхонь матеріалу
Типовими механізмами є робочі механізми натирачів і
циліндрових полірувальних щіток взуттєвих обробних машин.
У основі операції полірування поверхні матеріалу
лежить процес його обробки за допомогою тертя волосяними щітками (натирачі) або
шкіряними (машини для обробки бічної поверхні каблуків взуття). Тертя щітки об
оброблювану поверхню супроводжується виділенням тепла, сприяючого розплавленню
мастики, крему, воску або іншої речовини, що розподіляється рівномірно тонким
шаром на полірованій поверхні.
Основними питаннями, що вирішуються при конструюванні
виконавчих механізмів машин полірування поверхонь, є правильний вибір
конструктивних і робочих параметрів виконавських органів, визначення
розрахункової споживаної потужності, конструювання передавальних механізмів
приводу.
Робочим органом натирачів є круглі плоскі щітки, що
обертаються, оснащені м'яким волосом. Щітки закріплюються в щіткотримачі, який
приводиться в обертання через пасові зубчаті або фрикційні передачі (рис. 5.7).
Частота обертання щіток натирачів складає 80 – 100 об/хв.
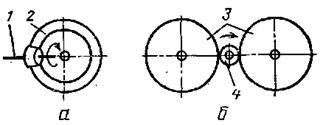
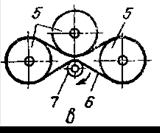
Рис. 5.7. Схема механізмів щіток натирачів:
а –
однощіткового; б – двощіткового; в – трьохщіткового; 1 і 2 – ведуче і
ведене конічні фрикційні колеса; 3 і 4 – ведуче і ведені зубчаті колеса; 5 і 7
– ведучі і ведені шківи; 7 – пас
Якість натирки підлоги характеризується станом її
поверхні після обробки натирачем і оцінюється здатністю відображати падаюче на
нього світло.
Якість натирки підлоги залежить від матеріалу щіток,
частоти їх обертання і питомого на них тиску. Із зростанням частоти обертання
щіток до певної величини при постійному питомому тиску на них або при зростанні
питомого тиску на щітки при постійній частоті їх обертання якість натирки підлоги поліпшується. При подальшому збільшенні
питомого тиску або частоти обертання щітки якість натирки знов знижується, що
обумовлене надмірним нагрівом мастики, якою покрита оброблювана підлога.
Питомий тиск на щітки приймають рівним 2 – 3,5 кПа. Площа робочої поверхні
однієї щітки складає
80 – 100 см2 для трьохщіткових натирачів, 90 – 120 см2 –
для двощіткових і
140 – 160 см2 – для однощіткових.
Продуктивність натирача (м2/ч) визначають
за формулою:
де ![]() – швидкість
переміщення натирача при натиранні (вздовж і поперек натираної смуги), рівна
0,5 м/с; п – число подвійних ходів
електричного натирача підлоги при натиранні однієї смуги до заданого блиску;
– швидкість
переміщення натирача при натиранні (вздовж і поперек натираної смуги), рівна
0,5 м/с; п – число подвійних ходів
електричного натирача підлоги при натиранні однієї смуги до заданого блиску; ![]() – ширина шляху; L – довжина ходу електричного натирача
підлоги.
– ширина шляху; L – довжина ходу електричного натирача
підлоги.
Робочим органом машини для полірування взуття є
волосяні щітки (переважно для полірування верху взуття) і шкіряні (для
полірування урізання підошов і бічної поверхні каблуків). Робочою частиною
таких щіток є їх циліндрична поверхня.
Частота обертання щіткового валу, на якому закріплена
щітка, складає близько 1300 об/хв.
При конструюванні валу щітки звертають увагу на
забезпечення його вібростійкої і ефективність роботи відсмоктуючого пристрою,
що створює нормальні умови роботи для обслуговуючого персоналу.

