5.1. Виконавчі
механізмів машин обробки матеріалів різанням
Технологічні
способи різання. Процес різання матеріалів
полягає в тому, що при взаємодії загостреного у формі клину леза ріжучого
інструменту з оброблюваними матеріалами виникають значний сконцентрований лезом
контактний тиск і відповідна ним напруга, яка перевершує по величині напругу,
обумовлену міцністю матеріалу, унаслідок чого матеріал руйнується в
орієнтованому лезом напрямі.
Процес різання визначається характером рухи ріжучих
інструментів щодо оброблюваного матеріалу і зусиллями, що виникають при цьому.
Розрізняють три основні групи ріжучих інструментів, що працюють по способах
ножа, пили і ножиць.
Спосіб ножа характеризується тим, що ніж в його
площині насувається на оброблюваний матеріал упоперек ріжучої кромки. За даним
способом працюють вирубні преси, двоїльні машини, безпечні і небезпечні бритви
і ін. Цей спосіб зазвичай застосовують для порівняно жорсткого матеріалу.
При способі пили ніж окрім руху упоперек ріжучої
кромки рухається ще і уздовж неї. За цим способом працюють машини для розкрою
текстильних матеріалів, деякі побутові ріжучі інструменти і ін. Його
застосовують також для різання м'яких матеріалів, які легко деформуються під
дією значних зусиль при насуванні їх на ніж.
При різанні за третім способом беруть участь два ножі
(ножиці), рухомі в одній площині назустріч один одному; оброблюваний матеріал
розташований між ними. Цей спосіб застосовують для різання порівняно тонкого і
м'якого матеріалу.
Матеріалом для ножів зазвичай служать вуглецеві сталі
марки У 8А і У 10А, а також леговані кремнемарганцеві сталі.
Виконавчі
механізми машин для різання матеріалів за способом ножа.
Для різання матеріалів цим способом застосовують
наступні виконавчі механізми:
-
кривошипно-повзунні
(вирубні преси, машини для кріплення металевих закріпок і ін.);
-
гідравлічні
механізми (вирубні преси);
-
одноланкові
механізми у вигляді ножового валу, що обертається (машини для фрезерування
урізання взуття);
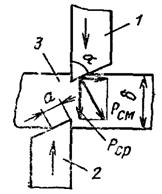
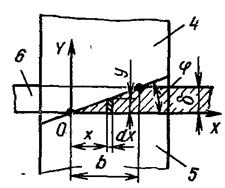
Схема кривошипно-повзунного механізму ударника
вирубного преса з електромеханічним приводом наведена на рис. 5.1.
Основним навантаженням сил опору на головному валу 1 преса є зусилля прорубування різаком 2 матеріалу 3, укладеного на спеціальну подушку 4 (дерев'яну або пластмасову), що знаходиться на столі преса. Різак
2 поміщають на поверхні прорубуваного
матеріалу 3.
Різаком є ніж, контур леза якого відтворює
конфігурацію вирубуваної деталі.
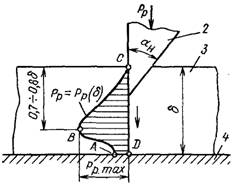
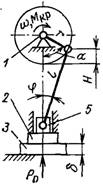
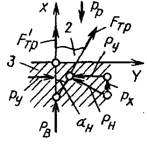
Рис. 5.1. Схема роботи кривошипно-повзунного механізму ударника вирубного
преса:
1 – головний вал механізму; 2 – різак; 3 – матеріал; 4 – подушка; 5 –
ударник.
Зовнішнє навантаження, що сприймається виконавчим
механізмом, визначають з умов рівноваги різака в процесі різання матеріалу:
![]() (5.1)
(5.1)
де ![]() – складова нормальної
сили
– складова нормальної
сили ![]() по осі X;
по осі X; ![]() і
і ![]() – сили тертя по
площинах різання;
– сили тертя по
площинах різання; ![]() – сила, направлена по
осі Y;
– сила, направлена по
осі Y; ![]() – сила опору вершини
леза різака;
– сила опору вершини
леза різака; ![]() – коефіцієнт тертя
різака об матеріал.
– коефіцієнт тертя
різака об матеріал.
Зусилля різання ![]() є функцією швидкості
різання і залежить від динамічності навантаження, тобто:
є функцією швидкості
різання і залежить від динамічності навантаження, тобто:
![]()
де ![]() і
і ![]() – відповідно зусилля
різання при динамічній і статичній їх дії;
– відповідно зусилля
різання при динамічній і статичній їх дії; ![]() – коефіцієнт
динамічності, який залежить від швидкості різання, і визначається дослідним
шляхом.
– коефіцієнт
динамічності, який залежить від швидкості різання, і визначається дослідним
шляхом.
Загальне зусилля різання визначають виходячи з
питомого навантаження ![]() , помноженого на периметр L
різака, тобто:
, помноженого на периметр L
різака, тобто:
![]()
З урахуванням впливу цих чинників, а також затуплення
ножа і кута його заточування, зусилля ![]() виражається наступною
емпіричною залежністю:
виражається наступною
емпіричною залежністю:
![]()
де ![]() – коефіцієнти, що
враховують відповідно вплив кута заточування, затуплення ріжучої кромки ножа,
швидкості різання.
– коефіцієнти, що
враховують відповідно вплив кута заточування, затуплення ріжучої кромки ножа,
швидкості різання.
З дослідів по прорубуванню матеріалів для низу взуття
знайдені наступні межі вказаних коефіцієнтів: ![]() (при зміні кута
заточування від 10 до 30°),
(при зміні кута
заточування від 10 до 30°), ![]() (при зміні затуплення
від 0,1 до
(при зміні затуплення
від 0,1 до ![]() (
(![]() – коефіцієнт тертя;
– коефіцієнт тертя; ![]() – швидкість різання).
– швидкість різання).
Зусилля ![]() по товщині
прорубуваного матеріалу також змінюється. Дослідними даними встановлено, що
площа фігури ABCDA (рис. 5.1), що характеризує роботу прорубування, складає
приблизно половину площі прямокутника, сторони якого рівні
по товщині
прорубуваного матеріалу також змінюється. Дослідними даними встановлено, що
площа фігури ABCDA (рис. 5.1), що характеризує роботу прорубування, складає
приблизно половину площі прямокутника, сторони якого рівні ![]() і
і ![]() .
.
Отже, робота прорубування матеріалу виразиться
формулою:
![]() (5.2)
(5.2)
де ![]() – товщина
прорубуваного матеріалу.
– товщина
прорубуваного матеріалу.
Крутний момент на головному валу механізму преса
змінюється залежно від величини зусилля різання ![]() , кута
, кута ![]() шатуна і від кута
шатуна і від кута ![]() повороту кривошипа,
виконаного у вигляді ексцентрика, надітого на головний вал.
повороту кривошипа,
виконаного у вигляді ексцентрика, надітого на головний вал.
Поточне значення крутного моменту рівне:
 (5.3)
(5.3)
де ![]() – довжина кривошипа
(ексцентриситет ексцентрика);
– довжина кривошипа
(ексцентриситет ексцентрика);  (
(![]() – довжина шатуна).
– довжина шатуна).
Співвідношення між робочим кутом повороту ![]() валу кривошипа і
висотою підйому ударника
валу кривошипа і
висотою підйому ударника ![]() визначається формулою:
визначається формулою:
![]()
Швидкість, з якою проводиться удар по різаку, може
бути визначена за формулою:
![]() (5.4)
(5.4)
де ![]() і
і ![]() – кутова швидкість і
частота обертання валу.
– кутова швидкість і
частота обертання валу.
У кривошипно-повзунних механізмах пресів для
забезпечення динамічних і конструктивних вимог відношення радіусу кривошипа ![]() до довжини
до довжини ![]() зазвичай приймають
рівним
зазвичай приймають
рівним ![]() .
.
Важливим чинником правильної роботи вирубного преса є
рівномірність зазору між пресуючими плитами і різаком, що забезпечує
рівномірність прорубування матеріалу по контуру леза різака.
Цього досягають правильним призначенням допусків на
цей зазор. Привод преса проектують з урахуванням необхідності застосування
маховика, що забезпечує рівномірність обертання головного валу в заданих межах
протягом часу одного оберту.
Потужність електродвигуна (кВт) за цикл роботи преса
визначають по формулі:
 (5.5)
(5.5)
де ![]() – робота тертя в
виконавчих механізмах, що визначається як робота сил шкідливих опорів при
холостому ході;
– робота тертя в
виконавчих механізмах, що визначається як робота сил шкідливих опорів при
холостому ході; ![]() і
і ![]() – відповідно час
вирубки матеріалу і холостого ходу;
– відповідно час
вирубки матеріалу і холостого ходу; ![]() – ККД механізмів
приводу преса.
– ККД механізмів
приводу преса.
Найбільш прогресивними конструкціями вирубних пресів є
преси з гідравлічними виконавчими механізмами.
В порівнянні з пресами з електромеханічним приводом
вони мають наступні переваги:
-
можливість
значного підвищення зусилля прорубування;
-
плавність
передачі зусилля на різак, знижений рівень шуму;
-
знижені
динамічні навантаження на основу;
-
зменшення
небезпеки травматизму за рахунок надійних блокувальних пристроїв.
У основі силового розрахунку виконавчих механізмів
вирубних пресів лежить розрахунок динаміки їх роботи для періодів холостого і
робочого ходу.
Конструювання і розрахунок гідравлічної системи
приводу преса засновують на загальних положеннях розрахунку гідроприводу.
У двоїльних машинах поздовжнього різання (двоїння) для
матеріалу низу взуття виконавчим механізмом є механізм подаючих валків, що
включає виконавський орган – валкову пару. Валкова пара виконує роль опори для
матеріалу, що розрізає, і здійснює подачу його на ніж (рис. 5.2).
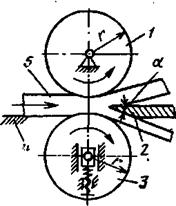
Рис. 5.2. Технологічна схема двоїльной машини:
1 і 3 – подаючі валки; 2 – ніж; 4 – стіл; 5 – матеріал.
Різновидом обробки різання способом ножа є
технологічні операції обробки деталей взуття фрезеруванням, шліфуванням.
Виконавчими механізмами машин для виконання цих операцій є одноланкові
механізми, виконані у вигляді робочих валів, на які посаджені дискові робочі
органи: фрези, абразивні круги, металеві щітки. В процесі виконання
технологічних операцій на деталях взуття, що подаються до робочого органу,
відбувається безперервна послідовна обробка матеріалу елементарним ріжучим інструментом
із зніманням тонких стружок. Розрахунок технологічних навантажень на робочі
органи зводиться до визначення сумарного значення елементарних сил, що діють в
зоні обробки на матеріал.
При конструюванні робочих валів даних машин слід
звернути увагу на вібростійкість валів і віброізоляцію машин, оскільки робочі
вали працюють в діапазоні частот обертання 24 – 170 с-1, при яких
значною мірою виявляється неврівноваженість обертаючих мас.
Оскільки дані машини працюють з великим
пилоутворенням, їх необхідно забезпечувати ефективною системою аспірації
повітря.
Виконавчі
механізми машин для різання матеріалів способом пили
Для виконання операцій цим способом застосовують
виконавчі механізми з постійною і змінною швидкістю руху ножа.
Механізми з постійною швидкістю ножа зустрічаються в
розкрійно-стрічкових дискових машинах для розкрою текстильних матеріалів, в
двоїльно-стрічкових машинах для двоїння деталей заготовок верху взуття, в
машинах з чашковим ножем для косого зрізу кромок деталей заготовок верху взуття
і ін.
Механізми із змінною швидкістю ножа застосовуються в
розкрійних машинах з ножем зворотно-поступального руху для розкрою
текстильних матеріалів у швейному і взуттєвому виробництві.
Рис. 5.3. Схема взаємодії постійно рухомого ножа з матеріалом:
1 – ніж; 2 – матеріал.
При конструюванні і розрахунку даних механізмів
необхідно знати навантаження, що діє на робочий орган – ніж.
Навантаження на ніж визначають кінематичними і
силовими: співвідношеннями на ріжучій кромці (рис. 5.3).
Напрям різання характеризується векторами:
![]() і
і ![]() (5.6)
(5.6)
де ![]() і
і ![]() – головні вектори
швидкості і зусилля різання; і
– головні вектори
швидкості і зусилля різання; і ![]() – складові відповідно
головних векторів швидкості і різання по напрямах подачі і руху ножа.
– складові відповідно
головних векторів швидкості і різання по напрямах подачі і руху ножа.
Співвідношення векторів ![]() і
і ![]() , визначаються кутом:
, визначаються кутом:
 (5.7)
(5.7)
Вектори ![]() і
і ![]() визначають роботу
різання в одиницю часу:
визначають роботу
різання в одиницю часу:
![]() (5.8)
(5.8)
Враховуючи, що загальні роботи різання способом ножа і
пили рівні за всіх інших рівних умов, можна написати наступну рівність, що
характеризує рівність робіт в процесі різання:
![]()
З цієї рівності маємо:

Швидкість ![]() завжди менше швидкості
завжди менше швидкості
![]() , так як
, так як ![]() тому
тому ![]() завжди менше
завжди менше ![]() , і лише в одному випадку, коли
, і лише в одному випадку, коли ![]() , тобто коли різання проводять способом ножа.
, тобто коли різання проводять способом ножа.
Внаслідок того що при пиляючому
різанні збільшується відносний шлях ножа, робочий кут різання ![]() зменшується (
зменшується (![]() ,
, ![]() – конструктивний кут
заточування), оскільки зменшується кут підйому площини, в якій ковзає матеріал
із швидкістю
– конструктивний кут
заточування), оскільки зменшується кут підйому площини, в якій ковзає матеріал
із швидкістю ![]() . Це сприяє зниженню шорсткості оброблюваної
поверхні.
. Це сприяє зниженню шорсткості оброблюваної
поверхні.
Залежність між кутами ![]() і
і ![]() виражається наступним
рівнянням:
виражається наступним
рівнянням:
 .
.
Зменшення кута ![]() в порівнянні з кутом
в порівнянні з кутом ![]() для умов різання
способом ножа сприяє зниженню шорсткості поверхні, що розрізає, і підвищенню
точності обробки.
для умов різання
способом ножа сприяє зниженню шорсткості поверхні, що розрізає, і підвищенню
точності обробки.
У стрічкових розкрійних машинах ![]() менше кута
менше кута ![]() в десятки разів (
в десятки разів (![]() ).
).
Потужність, що витрачається на переміщення ножа
механізму розкрійної стрічкової машини визначають за формулою:
де ![]() – окружне зусилля на
провідному шківі;
– окружне зусилля на
провідному шківі; ![]() – ККД з врахуванням
втрат потужності на тертя в парах (ніж – направляючі, ніж – шківи) і в приводі.
– ККД з врахуванням
втрат потужності на тертя в парах (ніж – направляючі, ніж – шківи) і в приводі.
Виконавчі
механізми машин різання матеріалів способом ножиці
До виконавчих механізмів, що здійснюють процес різання
даним способом, відносяться ножиці з ручним і механізованим приводом,
використовують в швейному виробництві для розкрою текстильних матеріалів, а
також робочі механізми в швейних машинах для обрізання кромки зшиваних деталей,
прорубування отворів петель одягу, обрізання кромки деталей взуття механізмів
електробритв, машинок для стрижки волосся.
У основі різання за способом ножиці лежить взаємодія
двох ножів з оброблюваним матеріалом, леза яких розташовані взаємно протилежно
і торкаються площинами одне іншого.
Матеріал, що розрізає по товщині, поміщається в зазорі
між рухомими назустріч ножами.
Виконавчі механізми для вказаного способу різання
зустрічаються в наступних конструктивних варіантах:
-
у вигляді ножів з лезами, розташованими паралельне одне іншому (рис. 5.4,
а);
-
у вигляді ножів з лезами, розташованими під кутом одне до іншого (рис. 5.4,
б);
-
у вигляді
дискового ножа і пазового ролика (рис. 5.4,
в).
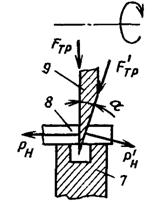
а б в
Рис. 5.4. Схеми силового навантаження робочих органів
машин різання матеріалів за способом ножиці: а – з ножами, розташованими паралельно;
б – з ножами, розташованими під кутом; в – з дисковим ножом;
1, 2, 4, 5 – ножі; 3, 6, 8 – матеріал; 7 – пазовий
ролик; 9 – ріжучий диск
Зусилля різання для ножиць з паралельними ножами,
рівне ![]() , викликає на поверхні матеріалу зусилля зминання, направлене
перпендикулярно похилій площині леза ножа (рис. 5.4, а):
, викликає на поверхні матеріалу зусилля зминання, направлене
перпендикулярно похилій площині леза ножа (рис. 5.4, а):
 (5.9)
(5.9)
де ![]() – ширина різання;
– ширина різання; ![]() – товщина деталі;
– товщина деталі; ![]() – межа міцності
матеріалу при зрізі;
– межа міцності
матеріалу при зрізі; ![]() – кут заточування
ножа;
– кут заточування
ножа; ![]() – величина контакту
леза ножа з матеріалом;
– величина контакту
леза ножа з матеріалом; ![]() – межа міцності
матеріалу при зминанні.
– межа міцності
матеріалу при зминанні.
Для ножиць з похилими ножами повну силу різання по
ширині різання ![]() , можна виразити так (рис. 5.4, б):
, можна виразити так (рис. 5.4, б):
 (5.10)
(5.10)
де ![]() – елементарна сила,
яка діє на смужку площею
– елементарна сила,
яка діє на смужку площею ![]() .
.
Приймаючи величину зусилля різання пропорційну глибині
занурення леза ножа в матеріал, маємо:
![]() , або
, або ![]() .
.
Тоді
 .
.
Після інтегрування остаточно отримаємо:
Враховуючи, що  , отримаємо:
, отримаємо:
 . (5.11)
. (5.11)
Цей вираз показує, що зусилля ![]() обернено пропорційно
до величини кута
обернено пропорційно
до величини кута ![]() .
.
Потужність, що витрачається на процес різання за цикл,
визначають за формулою:
![]() (5.12)
(5.12)
де ![]() – середнє зусилля
різання за період зміни кута
– середнє зусилля
різання за період зміни кута ![]() ;
; ![]() – середня швидкість
ножа.
– середня швидкість
ножа.
Процес різання із застосуванням дискового ножа (рис.
5.4, в) полягає в тому, що при взаємодії ріжучого диска 9 з матеріалом 8, що
спирається на пазовий ролик 7, відбувається орієнтоване руйнування матеріалу
під дією напруги унаслідок дії нормальних сил ![]() і
і ![]() , сил тертя
, сил тертя ![]() і
і ![]() , а також сили з боку вершини леза.
, а також сили з боку вершини леза.
Процес різання в електричних бритвах і машинках для
стрижки волосся здійснюється за допомогою ножових блоків. Електричні бритви
забезпечені ножовим блоком, що складається з рухомого і нерухомого ножів
(сіток), які у свою чергу складаються з елементарних лез, утворених отворами
шестигранної форми, або у вигляді прямих прорізів, а електричні машинки для
стрижки волосся забезпечені блоком, що складається з ножів-гребінок. При
голінні або стрижці рухомий ніж блоку зрізає волосся, що потрапляє в отвори
нерухомого ножа – сітки або в прорізи нерухомого ножа – гребінки.
По вигляду ножового блоку бритви можна розділити на
два основні типи: з безперервним рухом рухомих ножів (круглих і тарілчастих – у
бритв); із зворотно-поступальним рухом рухомих ножів.
Основні параметри робочих органів електробритв:
-
відносна
швидкість руху ножів 2,5–5,5 м/с;
-
кут загострення
нерухомого ножа 30–35°;
-
кут зустрічі ріжучих
кромок рухомого і нерухомого ножів 14–20°;
-
питомий тиск
рухомого ножа на нерухомий ![]() ;
;
-
при кутах
загострення 35–60° і лінійній швидкості рухомого ножа 2 м/с зусилля різання однієї волосини з умовним її
діаметром
Ширина прорізу в нерухомому ножі блоку 0,2–0,26 мм, а
діаметр отвору в ріжучій сітці блоку, виконаного з отворами, 0,5–0,55 мм.
Для приводу електробритв із
зворотно-поступальним рухом ножів застосовують в основному електромагнітний
вібратор, який забезпечує до 100 подвійних ходів рухомого ножа в секунду.
Амплітуда коливань ножа 2,8–3,5 мм. Для приводу електробритв з обертальним
рухом ножів застосовують електродвигун.
Для приводу електромашинки стрижки волосся
застосовують також електромагнітний вібратор, що забезпечує 10 ходів в секунду
рухомого ножа.
Принцип дії електромагнітного вібратора заснований на
взаємодії магнітного потоку обмотки збудження 1 (рис. 5.5) і рухомого ротора 2,
намагніченого цим потоком. Сердечники статора і ротора, звернені один до одного
різнойменними полюсами, створюють силу тяжіння ротора до полюса сердечника
статора. Із зміною потоку, викликаного дією змінного струму, змінюється
полярність сердечників статора і ротора. При протіканні струмів за один період
ротор притягується до статора двічі або здійснює наступне число коливань в
секунду (частота коливань):
![]()
де ![]() – частота струму
– частота струму ![]() .
.
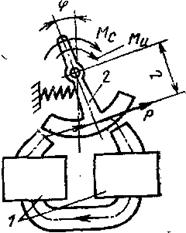
Рис. 5.5 Принципова схема електромагнітного вібратора:
1 – обмотка збудження; 2 – рухомий ротор.
Силу зчеплення (притягання) полюсів визначають по
формулі Максвела:
 (5.13)
(5.13)
де В – магнітна індукція в повітряному
зазорі між ротором і статором;
S – площа полюса
статора;
ФВ – потік збудження.
Рушійний момент, що розвивається ротором:
![]() (5.
14)
(5.
14)
де Р – величина сили зчеплення в
початковому положенні ротора;
![]() – плече сили Р;
– плече сили Р;
![]() – відповідно приведені
моменти корисних і шкідливих опорів;
– відповідно приведені
моменти корисних і шкідливих опорів;
![]() – приведений момент
інерції маси ротора.
– приведений момент
інерції маси ротора.
Рівняння руху ротора представляється у вигляді
![]()
де ![]() – момент опорів в
функції кута
– момент опорів в
функції кута ![]() повороту ротора;
повороту ротора; ![]() – момент інерції
ротора.
– момент інерції
ротора.
Вирішуючи це рівняння, можна визначити час переходу ![]() ротора з початкового
положення в середнє (кінцеве). Якщо вважати в першому наближенні
ротора з початкового
положення в середнє (кінцеве). Якщо вважати в першому наближенні ![]() (
(![]() – коефіцієнт пропорційності), то
– коефіцієнт пропорційності), то
При конструюванні електробритв дуже важливо
забезпечити підвищену зносостійкість ножів. Знос ножів визначає знос ножової
пари і робить істотний вплив на якість гоління. Ступінь зносу ножів залежить
від фізико-механічних властивостей вживаних матеріалів, а також від швидкості
ковзання і навантаження ножової пари при роботі.
Результати досліджень, показали, що якість
електробритв з обертальним рухом ножів є якнайкращою при частоті обертання
ножів 3,5 – 4 тис. об/хв. При збільшенні частоти обертання ножа до 10 – 11 тис.
об/хв якість зрізання волосся залишається практично постійною.
При створенні нових конструкцій електробритв необхідно
вирішити ряд конструктивно-технологічних проблем: зниження рівня вібрації,
підвищення надійності ножових блоків, підвищення продуктивності і якості
гоління: розробка відсмоктування волосяного пилу; розробка конструкцій, що
працюють на нових принципах (ультразвуковий, електроіскровий) і ін.

