РОЗДІЛ 4 ОРГАНІЗАЦІЯ ВИРОБНИЦТВА ТА
ВИПРОБУВАННЯ ЗАСОБІВ ЕЛЕКТРОНІКИ
ТЕМА 1
ОРГАНІЗАЦІЯ ВИРОБНИЧОГО ПРОЦЕСУ НА ПІДПРИЄМСТВІ
1 Поняття виробничого процесу і його складові
Основою діяльності будь-якого промислового підприємства є
виробничий процес, метою якого є створення споживної вартості, обсяг і
якість якої повинні відповідати вимогам
споживачів. Наприклад, виробничий процес у машинобудуванні характеризується:
– широкою номенклатурою продукції;
– багато-детальністю та
конструктивною складністю виробів;
– різноманітністю технологічних
процесів;
– глибоким розподілом і кооперацією
праці;
– складною системою управління
виробництвом.
Виробничий процес складається з таких елементів: предмети праці,
засоби праці, праця (рис. 1).
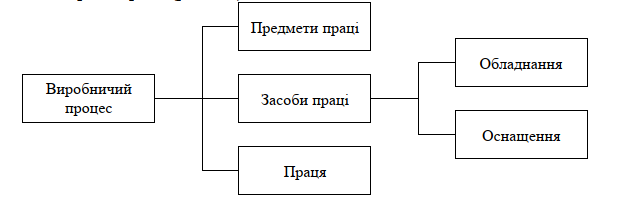
Рисунок 1 – Елементи виробничого
процесу
Предмети праці – це предмети, над якими працює людина для
створення проміжного або кінцевого продукту з метою задоволення певних потреб.
Засоби праці – це частина засобів виробництва або
основного капіталу, за допомогою якого людина впливає на предмети праці.
Праця – це процес перетворення предметів праці у готову продукцію чи її складову. Він відбувається завдяки
сукупності розумових та фізичних здібностей,
які людина при цьому використовує. Машинобудівні предмети праці – це десятки тисяч типорозмірів
матеріалів, напівфабрикатів; засоби
праці – металорізальне устаткування, оснащення; праця
характеризується різноманіттям професій
(більш ніж 300).
Виробничий процес – це системно пов’язана
сукупність трудових, автоматичних і природних процесів, спрямованих на
виготовлення продукції. Виробничий процес має певну структуру, подану на
рисунку 2.
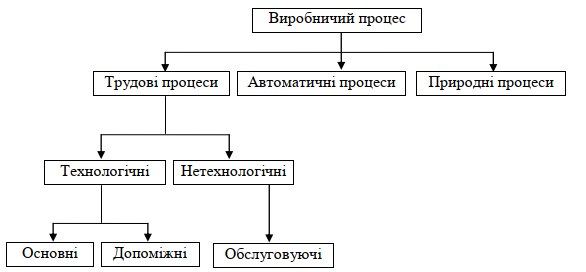
Рисунок 2 – Структура виробничого процесу
Визначальними у виробничому процесі є трудові процеси, які
діляться на технологічні і нетехнологічні. Технологічні трудові процеси – це процеси, у результаті яких
змінюються форма, розміри, властивості предметів праці (наприклад, зварювання, термічна
обробка). За своїм призначенням і роллю
у виробництві технологічні процеси поділяються на основні та допоміжні.
Основні процеси – це процеси з виготовлення
основної продукції відповідно до спеціалізації підприємства та програми
випуску. Вони включають три взаємозалежні фази: заготівельна фаза, фаза обробки
(термічна обробка, механічна обробка) і складальна фаза (складання, установка,
випробовування). В машинобудуванні усі три стадії зустрічаються не дуже
часто, існують підприємства одностадійні
(ливарне виробництво або складальне) або
двостадійні (механоскладальні).
Допоміжні процеси – процеси виготовлення
продукції, що споживається на даному підприємстві, або послуги технологічного
характеру. Наприклад, вироблення та оновлення інструменту, оснастки, ремонт
устаткування тощо. Сукупність допоміжних процесів становить так звану інфраструктуру
виробництва. Організаційно вона формує допоміжне виробництво підприємства –
інструментальні, ремонтні й енергетичні цехи тощо.
Нетехнологічні процеси
– це обслуговуючі процеси,
що забезпечують безперебійне виконання
основних і допоміжних процесів (транспортування, складування, видача матеріалів,
випробовування зразків, збір наукової інформації тощо).
Природні процеси – це процеси, які відбуваються під
впливом сил природи без особистої участі
людини (окислювання, сушіння, охолодження
та ін.).
Структуру виробничого процесу визначає склад усіх трьох
категорій виробничих підрозділів
підприємства.
Виробничий процес розподіляється також за технологічними фазами – заготівельною, обробною та
складальною.
До заготівельної фази належать ливарні, ковальські,
штампувальні підрозділи, де виробляються
так звані заготівки, тобто елементи конструкції, які підлягають більш-менш
розвиненій обробці у механообробних цехах
і які є складовими готової продукції.
Обробна фаза включає безліч металообробних операцій,
завдяки яким заготівки перетворюються в
деталі та вузли майбутньої готової продукції.
Складальна фаза – це завершальна фаза процесу
виготовлення, в якій окремі
вузли, деталі, комплекти
обладнання складаються у готовий виріб.
Завершається все іспитом та здачею цього об’єкта відповідній
контрольно-приймальній службі відділу технічного контролю (ВТК).
У зв’язку з цим підприємства розділяють на ті, що мають повний
технологічний цикл (наявні всі три фази), а також підприємства з обмеженим
циклом. Останні мають одну або дві фази виробничого процесу. Це залежить від
особливостей конструкції, обсягу виробів, рівня спеціалізації та кооперування.
На середніх та крупних підприємствах превалює повний цикл. Наприклад, до тракторних,
електромеханічних та підприємств турбобудування входить доволі широка гама
заготівельних цехів (ливарні, ковальські, штампувальні, зварювальні),
металообробки та складальні цехи. Це так звані підприємства предметної
спеціалізації. Їх виробнича структура
дуже складна, що є причиною складнощів в управлінні.
Підприємства з неповним циклом мають спрощену структуру,
більш керовані, прикладом можуть бути
складальні або заготівельні виробництва. Наприклад, заводи зі складання
апаратури, комп’ютерів або з виготовлення заготовок, ливарні або ковальські
виробництва [4].
Функціонування будь-якої виробничої структури, а тим більше з
повним циклом, потребує чітких організаційних засад, на яких будується ця система. Мова йде про принципи організації
виробничих процесів. На структуру виробничого процесу в машинобудуванні
впливають: конструкція виробів, обсяг випуску продукції, трудомісткість, рівень
спеціалізації й кооперування
виробництва. Вона формується згідно з принципами раціональної організації виробничих процесів.
2 Принципи раціональної організації виробничих процесів
Раціональна організація виробничого процесу повинна забезпечити
підвищення ефективності роботи підприємства. Основними
принципами раціональної організації
виробничого процесу є: безперервність, прямоточність, паралельність,
пропорційність, ритмічність, спеціалізація.
Безперервність передбачає таку організацію виробничого
процесу, при якій
кожна наступна операція
повинна починатися відразу ж після закінчення попередньої без будь-яких перерв
у часі (міжзмінних, внутрішньо-змінних і внутрішньо-операційних).
Дотримання зазначеного принципу забезпечує безперервну роботу устаткування та робітників, скорочення
тривалості виробничого циклу, підвищення рівня використання виробничих
ресурсів. Показником безперервності служить коефіцієнт безперервності, що
розраховується за формулою:
 (1)
(1)
де Ттех –
технологічний час; Тц – тривалість виробничого
циклу.
Принцип прямоточності покликаний забезпечити найкоротший
шлях проходження виробів по всіх стадіях
й операціях виробничого процесу – від
запуску початкової сировини до виходу готової продукції. Цей принцип
передбачає розміщення устаткування згідно з ходом виробничого процесу.
Ступінь прямоточності визначається коефіцієнтом, що розраховується
як відношення частки часу, витраченої на транспортування, до загальної тривалості виробничого циклу.
 (2)
(2)
де Ттр – тривалість транспортування; Тц –
тривалість виробничого циклу.
Дотримання зазначеного принципу знижує тривалість
транспортних операцій у загальній
тривалості виробничого циклу.
Паралельність – принцип раціональної організації процесів,
що характеризує ступінь поєднання операцій у часі. Паралельність припускає
повну або часткову одночасність
проходження технологічно пов’язаних виробничих процесів на ряді послідовно або
паралельно розташованих робочих місць,
агрегатів, ділянок.
Коефіцієнт паралельності визначається за формулою:
 (3)
(3)
де Тцпар –
тривалість виробничого циклу при паралельному русі деталі;
Тцпосл –
тривалість виробничого циклу при послідовному русі деталі.
При виконанні технологічних операцій паралельність виявляється
в одночасній роботі декількох верстатів
на одній операції, багатопредметній
обробці на верстатах, поєднанні машинно-автоматичної обробки з
виконанням допоміжних елементів операцій.
Пропорційність – це забезпечення відповідності потужностей
усіх з’єднаних виробничих підрозділів, пов’язаних між собою технологічним маршрутом. Чим вищий ступінь пропорційності,
тим досконаліша система, вища її ефективність, вищий ступінь використання
виробничих потужностей.
Ритмічність – ступінь точності виконання завдання з
випуску продукції в однакових кількостях в однакові проміжки часу. При цьому
випуск продукції повторюється в суворо встановлені періоди часу. Показником
ритмічності служить коефіцієнт ритмічності, що визначається за формулою:
 (4)
(4)
де Вплан, Вфакт –
плановий (фактичний) випуск продукції за певний період часу.
Спеціалізація передбачає обмеженість різноманітності
елементів виробничого процесу в кожному виробничому підрозділі, а також
скорочення номенклатури продукції, яка
виробляється. В результаті спеціалізації за кожним виробничим підрозділом,
починаючи від заводу і закінчуючи робочими місцями, закріплюється строго
обмежена номенклатура робіт, підібраних за ознакою їхньої
конструктивно-технологічної однорідності. Для оцінки рівня спеціалізації
підприємства використовують такі показники:
– широта
номенклатури (число найменувань, видів, типорозмірів) вироблюваної продукції;
– коефіцієнти
предметної, подетальної і технологічної спеціалізації;
– питома
вага профілюючої продукції в загальному обсязі вироблюваної продукції
(коефіцієнт спеціалізації підприємства).
Розвиток галузевої, заводської і внутрішньозаводської
спеціалізації
виявляється в скороченні числа найменувань різних операцій, що
виконуються на одному робочому місці. Для цього використовується
високопродуктивне спеціалізоване обладнання та впроваджуються поточні методи
організації виробництва.
Внутрішньозаводська спеціалізація, підвищуючи ступінь однорідності
виробництва на робочих місцях, спрощує його організацію та створює умови для ефективної механізації й
автоматизації праці [5].
Підвищенню рівня внутрішньовиробничої спеціалізації сприяє
стандартизація та уніфікація деталей і вузлів, а також типізація технологічних
процесів.
3 Виробнича структура підприємства
Виробнича структура підприємства – це склад цехів, ділянок,
служб, які входять до нього, і форми взаємозв’язку між ними при виробництві
продукції. Виробнича структура тісно пов’язана зі структурою виробничого
процесу.
Основним виробничим підрозділом підприємства є цех. За
характером продукції, що випускається, і
виконуваної роботи всі цехи підрозділяються
на: основні, допоміжні, обслуговуючі.
На рисунку 3 наведена типова виробнича структура
підприємства.
До основних належать цехи, що безпосередньо беруть участь у
випуску продукції, призначеної для реалізації. Конкретний перелік основних
цехів залежить від виду виготовленої продукції і обумовленого цим
технологічного процесу, а також від рівня спеціалізації підприємства.
Наприклад, до складу машинобудівного
підприємства можуть входити такі основні цехи: штампувальний, механічний,
гальванічний, термічний, складальний та
інші. До складу електромашинобудівного заводу можуть входити, крім
перерахованих, кабельний цех, обмотувально-ізолювальний цех, цех-ізоляторів; на
автомобільних і тракторних підприємствах – цехи виробництва моторів, шасі,
коліс, кабін.
Допоміжні цехи – цехи, продукція та послуги яких
використовуються в основному
виробництві. Вони покликані забезпечити безперебійну роботу основних цехів. До допоміжних цехів належать:
інструментальний, ремонт ний цехи, цех нестандартного устаткування та ін.
Обслуговуючі господарства й служби виконують роботи з
обслуговування як основних, так і допоміжних цехів. Це транспортний цех,
гаражі, складське господарство, лабораторії та метрологічна служба.
Характеризуючи виробничу структуру підприємства, слід
зазначити, що це не тільки склад цехів,
ділянок, служб, але й взаємозв’язок і взаємозалежність між виробничими
елементами.
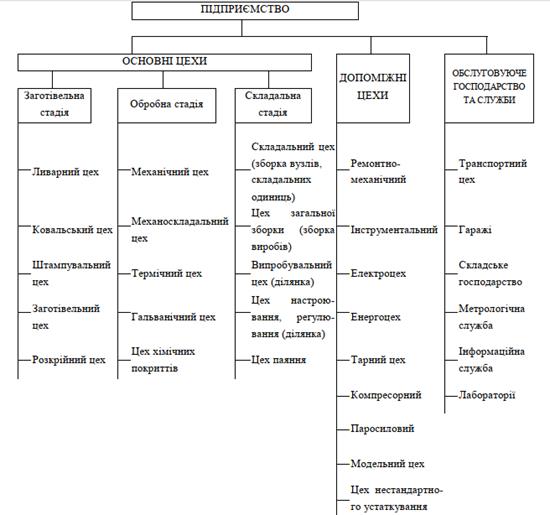
Рисунок 3 – Типова виробнича структура підприємства
Виробнича структура цеху являє собою склад ділянок, їхню
спеціалізацію і взаємозв’язок. А структура ділянок – це склад робочих місць,
їхня спеціалізація. За предметною
ознакою це можуть бути ділянки з виготовлення валів, шестерень, поршнів та ін.
Устаткування в цехах із предметною спеціалізацією розташовують
у порядку
послідовності виконання
технологічних операцій. При цьому використовується різноманітне устаткування,
призначене для виготовлення окремих деталей, складових частин виробу.
Устаткування на ділянках розташовується по ходу
технологічного процесу.
Деталі обробляються
партіями. Строки виготовлення для кожної
операції не погоджені між собою, тобто мають різні величини. Ділянки
можуть бути організовані за предметно-замкнутим циклом. А це означає, що, наприклад, у механічній ділянці, крім
металообробних операцій, проводять
термічну обробку, зварювання, фарбування та ін.
Ділянки спеціалізуються за технологічною або предметною ознакою.
Однак цех може
бути побудований за предметною ознакою, а ділянки, що утворюють його, – за технологічною.
Існує взаємозв’язок між спеціалізацією й типом виробництва. Обидва
ці показники істотно впливають на виробничу структуру.
Розрізняють три основних типи виробництва: масовий, серійний,
одиничний.
Масовому типу виробництва відповідає подетальна
спеціалізація (потокові лінії); серійному – предметна, одиничному
– технологічна.
Початковою ланкою виробничої структури є робоче місце.
Розташування робочих місць залежить від типу виробництва. На потокових
лініях робочі місця розташовані по ходу
технологічного процесу і за часом
зв’язані єдиним тактом лінії. На підприємствах, де немає потокового
виробництва, вони розміщуються по групах однотипних верстатів.
Проектування виробничої структури закінчується розміщенням устаткування в цеху.
При розміщенні устаткування необхідно керуватися принципами організації
виробничого процесу: прямоточністю, безперервністю, ритмічністю та ін.
Просторова структура застосовується при розробці генерального
плану підприємства, за яким здійснюється розміщення цехів, служб, комунікацій з
урахуванням особливостей місцевості, охорони навколишнього середовища та ін. [6].
Виробнича структура підприємства формується під впливом таких факторів: характер виготовленої продукції;
складність і розмаїтість технологічних процесів виготовлення продукції; масштаб
виробництва; рівень спеціалізації і кооперування.
Важливим фактором, що визначає виробничу структуру
підприємств, є технологічний процес.
Складність і розмаїтість технологічних процесів
впливають на внутрішню структуру цехів, викликають необхідність
організації багатьох виробничих ділянок, що виконують ті чи інші
технологічні процеси, спеціального
підбору кадрів і створення специфічних умов роботи.
Обсяг випуску продукції і трудомісткість її виготовлення
впливають на розміри цехів, їхню
кількість і спеціалізацію. Чим більший обсяг випуску, тим крупнішими можуть
бути цехи підприємства, тим більше вони спеціалізовані. На великих промислових
підприємствах нерідко можна зустріти
кілька ливарних, механічних, механоскладальних та інших цехів. При
малому обсязі виробництва за рахунок кооперування з іншими підприємствами
вдається скорочувати деякі цехи. Наприклад, при малому споживанні відливків
немає необхідності в організації самостійного ливарного цеху, продукція якого
може бути дорожчою, ніж при покупці її на спеціалізованому підприємстві.
Малий обсяг виробництва дозволяє у ряді випадків повністю
відмовитися від виділення самостійних цехів і перейти на так звану без-цехову
виробничу структуру. У ній керівником виробничої ділянки є майстер,
зобов’язаний забезпечити виконання робіт і завдань на робочих місцях, а також
постачання робочих місць усім необхідним. Низовою ланкою ділянки є робоче місце – місце безпосереднього
прикладання робочої сили верстальником, штампувальником, слюсарем-складальником
та ін.
На підприємствах із числом працюючих до 500 чоловік може
використовуватися без-цехова структура управління, коли ділянки на чолі з
майстром безпосередньо підпорядковуються директорові підприємства. Центральною
фігурою управління в ній стає майстер, що відповідає за економічні і якісні показники роботи ділянки. Застосування
без-цехової структури управління сприяє скороченню управлінського персоналу та
зниженню на підприємстві адміністративно-управлінських витрат. Така
трансформація виробничого процесу та системи управління характерна для великої
кількості промислових підприємств в
теперішні часи. пов’язано це зі зменшенням обсягів виробництва, номенклатури
товарів тощо. Зрозуміло, що це – вимушені кроки.
В то же час характерним є також спрощення управління виробництвом
завдяки комп’ютеризації як виробничих, так і управлінських процесів. Такий підхід є економічно та організаційно
обґрунтованим і ефективним.
Залежно від конструкції машин і масштабів виробництва деякі
цехи можуть бути основними і допоміжними
одночасно, тобто можуть виготовляти деталі як для основної продукції заводу,
так і для допоміжних потреб. При малих
масштабах виробництва в одному цеху можуть бути об’єднані обидві функції. У цьому випадку залежно від
питомої ваги тих або інших робіт він
може бути віднесений до основних або допоміжних цехів. Особливості конструкції
можуть також впливати на склад допоміжних цехів і їхню структуру.
Виробнича структура підприємства залежить від ступеня
спеціалізації й кооперування даного
підприємства з іншими ланками.
Так, електротехнічні підприємства, як правило, спеціалізуються
на випуску широкої номенклатури
електродвигунів, трансформаторів, кабелів
та ін. Для них характерна наявність безлічі різноманітних цехів, що
здійснюють різні стадії виробництва: заготівельну, обробну, складальну.
Підвищення рівня спеціалізації й кооперування є одним з
важливих завдань підприємства.
Найбільшого поширення у виробництві набула предметно-технологічна
або змішана спеціалізація. При ній виробнича ділянка звільняється від виконання
тих операцій, які не дозволяють повністю завантажити устаткування або
погіршують умови праці. У зв’язку з цим організуються ділянки або цехи,
наприклад, термічної обробки, гальванічних
покриттів та ін.
Змішана спеціалізація виявляється в тому, що заготівельні цехи
будуються, як правило, за технологічним принципом: ливарний, штампувальний,
прокатний, волочильний, а випускаючі – за предметним принципом: різні апаратні, машинні цехи й т.д.
Однією з найважливіших умов підвищення ефективності роботи підприємства
є вдосконалювання його структури.
Шляхи вдосконалення структури підприємств такі:
а) розвиток предметної або предметно-технологічної спеціалізації.
Класифікація деталей за конструктивно-технологічною схожістю,
групові методи обробки, удосконалювання
планування дозволяють створювати
предметні ділянки і в умовах дрібносерійного виробництва;
б) ліквідація диспропорцій між основними цехами, а усередині
останніх – між ділянками з метою ліквідації так званих «вузьких» місць,
більш повного
використання виробничих
потужностей, збільшення обсягу випуску продукції і зниження її собівартості;
в) усунення диспропорцій між основними, допоміжними й
обслуговуючими цехами й господарствами, що сприяє поліпшенню умов роботи основних цехів і раціональному використанню
ресурсів допоміжних і обслуговуючих підрозділів підприємства;
г) поглиблення спеціалізації завдяки концентрації виробництва
однорідних деталей, вузлів, робіт, що сприяє ефективному використанню передової
техніки й організації виробництва;
д) укрупнення цехів і виробничих ділянок. Це дозволяє звільнити
частину адміністративно-управлінського персоналу, забезпечити більш
кваліфіковане керівництво.
Таким чином, при виборі і проектуванні виробничої структури
підприємства потрібно розподілити підприємство на відповідні підрозділи й
визначені форми їхньої спеціалізації і, кооперування. Цілком зрозуміло, що виробнича структура підприємства не може бути
незмінною. Науково-технічний прогрес, розвиток ринку можуть вимагати перегляду
виробничої структури, створення нових
цехів, перепланування площ, зміни
виробничої потужності та ін.
Структура заводу повинна забезпечувати найбільш ефективний зв’язок у часі і просторі всіх ланок
виробничого процесу, тобто організацію
виробничого процесу на основі викладених вище принципів.
4 Типи виробництва та їхні особливості
Тип виробництва характеризується сукупністю
організаційно-технічних та економічних особливостей, зумовлених різноманітністю
номенклатури виробів обсягами й ступенем регулярності випуску однойменної
продукції.
Тип виробництва залежить від таких показників:
– рівень спеціалізації;
– масштаби виробництва;
– складність і стійкість номенклатури продукції, зумовленої
розмірами та повторюваністю випуску.
За ступенем спеціалізації й формами організації виробничого
процесу
розрізняють три основних типи виробництва: одиничне, серійне,
масове (рис. 4).
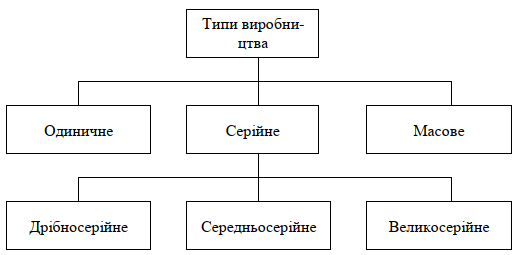
Рисунок 4 – Типи виробництва
Одиничне виробництво передбачає штучний випуск
виробів різноманітної й непостійної номенклатури обмеженого споживання
(наприклад, виготовлення космічних об’єктів, кораблів, крупних спеціальних
верстатів).
Найважливіші особливості цього типу виробництва:
– багатономенклатурність продукції,
що випускається;
– організація робочих місць згідно
з технологічною спеціалізацією;
– використання універсального
устаткування та технологічного оснащення;
– відсутність закріплення постійної
номенклатури деталей, а також складальних і монтажних операцій за робітниками;
– переважна кількість
висококваліфікованих робітників-універсалів, зайнятих у виробничому процесі;
– наявність великого обсягу ручних
складальних і довідних операцій;
– більша тривалість виробничого
циклу;
– відносно більші витрати живої
праці;
– значна величина незавершеного
виробництва.
Зазначені особливості одиничного виробництва спричиняють
трудомісткість і високу собівартість нових видів виробів.
Для підприємств із одиничним виробництвом характерна відсутність твердої виробничої програми на
тривалий термін. Вони працюють на замовлення, враховують специфічні побажання
клієнтів, можуть робити все, що дозволяє
наявне устаткування. Звичайно такі підприємства спеціалізуються на випуску
досить широкої номенклатури великих машин для паливної промисловості, чорної металургії та
енергетики. Одиничне виробництво характерне також для верстатобудування,
суднобудування, виробництва великих гідротурбін та іншого унікального
устаткування. Різноманітна номенклатура робить одиничне виробництво мобільним,
пристосованим до умов коливання попиту
на готову продукцію, сприяє формуванню робітничого колективу високої кваліфікації.
Серійне виробництво передбачає одночасне
виготовлення серій однорідної продукції широкої номенклатури, випуск якої
повторюється впродовж тривалого часу (наприклад, на моторобудівних заводах).
Основні особливості організації серійного виробництва:
– сталість досить широкої
номенклатури продукції, що повторюється і виготовляється в різних кількостях;
– спеціалізація робочих місць для
виконання декількох закріплених операцій;
– періодичність виготовлення
виробів серіями, обробка деталей партіями;
– перевага спеціалізованого
устаткування й технологічного оснащення;
– відносно незначна тривалість
виробничого циклу;
– автоматизація контролю за якістю
продукції;
– уніфікація конструкцій деталей і
виробів.
Залежно від кількості виробів і серій, що одночасно
виготовляються, розрізняють дрібносерійне, середньосерійне та великосерійне
виробництво.
Дрібносерійне виробництво тяжіє до одиничного виробництва
й організується для випуску продукції в невеликих кількостях, дрібними
серіями (випуск складних об’єктів,
потужних радіопередавальних пристроїв, складних верстатів та ін.). Підприємство
увесь час освоює нові вироби й частково
припиняє випуск продукції, яка була освоєна раніше.
Великосерійне виробництво тяжіє до масового виробництва й
характеризується випуском продукції порівняно великими серіями (наприклад, випуск насосів, моторів, верстатів та ін.).
Підприємства цього типу спеціалізуються на випуску стандартних і комплектуючих
виробів.
Середньосерійне виробництво займає проміжне положення між
крупносерійним та дрібносерійним. Кількість виробів у серії залежить від ступеня їх освоєння і трудомісткості.
Серійне виробництво характерне для випуску продукції сталого
типу, наприклад, металорізальних
верстатів, насосів, компресорів та іншого устаткування, що широко
застосовується.
Масове виробництво характеризується безперервністю
й відносно тривалим періодом
виготовлення обмеженої номенклатури однорідної продукції у великих кількостях
(автомобільні, тракторні заводи). Масове виробництво – вища форма спеціалізації
виробництва, що дозволяє зосереджувати на підприємстві випуск одного або
декількох типорозмірів однорідних
виробів. Вироби випускаються одночасно і, як правило, безупинно.
Неодмінною умовою масового виробництва є високий рівень стандартизації й уніфікації при конструюванні деталей, вузлів
та агрегатів.
Особливості масового виробництва:
– чітко встановлений випуск
невеликої номенклатури виробів у великих кількостях;
– спеціалізація робочих місць для
однієї закріпленої операції, розташування робочих місць у порядку проходження
операцій;
– високий відсоток комплексно-механізованих
та автоматизованих технологічних процесів;
– високий ступінь завантаження
робочих місць; різке скорочення обсягу ручних складальних і довідних операцій;
– застосування праці робітників
невисокої кваліфікації, кожен з яких виконує закріплену за ним операцію;
– мінімальна тривалість
виробничого циклу порівняно із серійним випуском;
– впровадження автоматизованих
систем управління виробництвом.
Цей тип виробництва економічно доцільний при великому обсязі
випуску продукції, тому його необхідна умова – наявність стійкого та значного
попиту на продукцію. Масове виробництво є характерним для випуску автомобілів, тракторів, продукції харчової,
текстильної й хімічної промисловості.
Тип виробництва істотно впливає на формування структури підприємства,
умови і критерії раціональної організації виробництва.
При одиничному виробництві на підприємстві, як правило,
відсутні самостійні цехи з виготовлення
нестандартного устаткування й технологічного оснащення. У серійному виробництві
такі цехи теж майже завжди відсутні. Масовому виробництву властива широка
спеціалізація цехів основного й допоміжного виробництва, обслуговуючих
господарств і служб. За ринкових умов багато підприємств працюють на замовлення
за цеховим або потоковим методом.
Особливості типів виробництва показані в таблиці 1.
|
Елементи
виробничого процесу |
Одиничне виробництво |
Масове виробництво |
|
Обсяг кінцевої
продукції, що випускається за рік, штук |
1–2 |
1000 і більше |
|
Рівень
технологічної спеціалізації |
Низький |
Високий |
|
Число деталеоперацій,
що виконуються на одному робочому місці за місяць |
Понад 40 |
1 |
|
Технологічний
процес |
Маршрутна
технологія |
Поопераційна
технологія |
|
Технологічне
устаткування |
Універсальне |
Спеціалізоване |
|
Робітники |
Високої
кваліфікації |
Низької
кваліфікації |
|
Коефіцієнт
використання матеріалів |
0,4–0,6 |
0,8–0,95 |
|
Рівень
автоматизації виробництва |
0,3–0,5 |
0,9–0,99 |
|
Трудомісткість і
собівартість виготовлення одиниці продукції |
Висока |
Низька |
У ринкових умовах не завжди можна визначити потрібну градацію типів виробництва. Застосування сучасних
гнучких виробничих систем (ГВС) дозволяє
швидко переходити на випуск нових виробів, яких потребує ринок. Сутність ГВС, їх ефективність
розглядаються у наступному розділі
підручника.
Значення показників серійного виробництва у табл.1
знаходяться у діапазоні між показниками
одиничного і масового виробництва.
5 Організація виробничого процесу в часі і просторі
Виробничі процеси на різних підприємствах відрізняються залежно
від особливостей технології, устаткування, рівня організації
процесів. Однак завжди постає завдання оптимальної організації виробничого
процесу в часі і просторі.
Виробничі процеси в часі і просторі аналізуються на основі
тривалості виробничого циклу виробу.
Тривалістю виробничого циклу називається відрізок часу між
початком і закінченням виготовлення одного виробу або партії виробів.
Знати тривалість виробничого циклу необхідно для розрахунку
виробничої програми окремих цехів і підприємства в цілому, визначення величини
незавершеного виробництва. На значення виробничої тривалості впливає ряд факторів –
конструктивно-технологічних, організаційних, економічних.
Якщо розглядати виробничий цикл як частину виробничого процесу,
пов’язану з виготовленням виробу, складальної одиниці, деталі, то тривалість
виробничого циклу складається :
– з робочого часу циклу Тр (це час,
протягом якого виконуються всі
технологічні операції Ттех, час на транспортування Ттр і
складування Тск і час на здійснення
операції з технічного контролю якості Тк);
– з часу
перерв Тп (міжопераційних, міжзмінних і режимних). Перерви в машинобудівній промисловості
виникають через дискре-
тний
характер виробництва. Оскільки тривалість перерв дуже велика, цей час може використовуватися для виконання
контрольних операцій.
Розрахунок
тривалості виробничого циклу ведеться за формулами:
![]() (5)
(5)
![]() (6)
(6)
Структура виробничого циклу стосовно партії деталей наведена
на рис. 5.
Тривалість виробничого циклу багато в чому визначається видом руху
предметів праці в ході їхньої обробки. При простому процесі виробництва можливі
два основних варіанти руху деталей за операціями технологічного процесу:
поштучний і партіями. Партією називається число предметів, що оброблюються на одному робочому місці
одним робітником з одного налагодження. Партія характеризується витратами
підготовчо-заключного часу (налагодження, отримання заготовок, матеріалів).
У процесі виробництва рух деталей (партії деталей) за
операціями може бути організований
послідовним, паралельним, паралельно-послідовним шляхом.
Тривалість виробничого циклу можна розраховувати аналітичним або
графічним методом. Послідовний вид руху деталей за операціями
характеризується тим, що кожна наступна операція починає виконуватися лише
після закінчення виготовлення всієї
партії деталей на попередній операції.
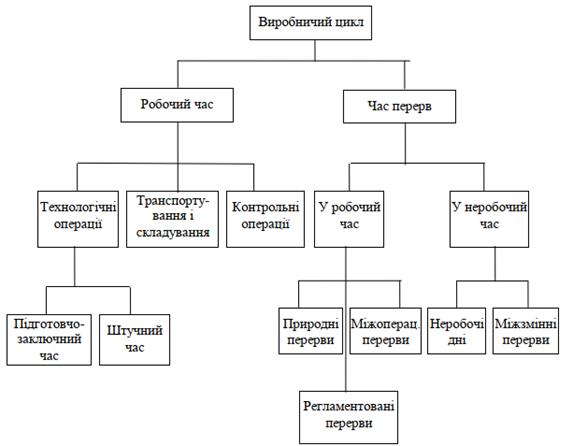
Рисунок 5
– Структура виробничого циклу
Тривалість технологічного циклу при послідовному русі
розраховується за формулою:
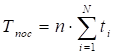 (7)
(7)
де n
- кількість деталей (партія деталей), що оброблюються з однократною витратою підготовчо-заключного часу
(налагодження верстата, ознайомлення із кресленнями, установлення інструмента);
N – кількість операцій технологічного процесу; ti –
трудомісткість обробки однієї деталі на
операції i.
Графічно послідовний вид руху деталей за операціями поданий
на рис. 6.
Переваги послідовного виду руху: простота організації;
мінімальна кількість облікових одиниць.
Недоліки: велика тривалість циклу; великі перерви партійності;
неможливість застосування при серійному й масовому виробництві.
При паралельному русі передача деталей з однієї
операції на іншу здійснюється поштучно
або передатними партіями, при цьому робота на
всіх операціях виконується з перервами, крім найбільш тривалої.
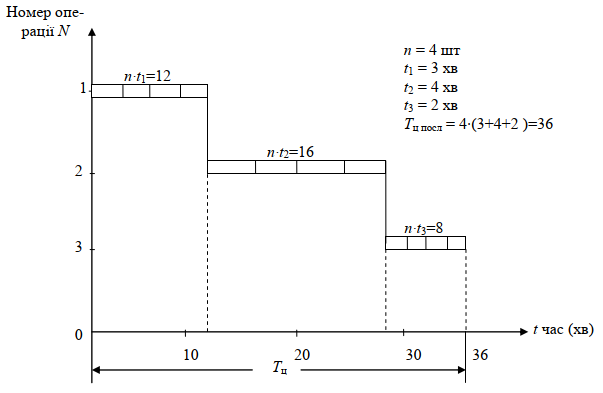
Рисунок 6
– Послідовний вид руху деталей за операціями
Тривалість
циклу при паралельному виді руху розраховується за формулою:
 (8)
(8)
де tmax –
найбільш тривала за часом операція.
Графік паралельного виду руху деталей за операціями наведений на рис. 7.
Побудова графіка при паралельному виді руху деталей за
операціями здійснюється спочатку для
першої передатної партії (як при послідовному
виді руху). Потім без перерв будується операція з максимальною
тривалістю, і, починаючи з цієї операції, будуються точки початку й закінчення
обробки деталей на інших операціях.
Перевагою даного виду руху деталей є найменша тривалість
виробничого циклу. Недоліком – наявність перерв у роботі операцій (крім
максимальної), що призводить до нераціонального використання устаткування
й трудових ресурсів.
Паралельно-послідовний вид руху передбачає
передачу деталей з однієї операції на іншу поштучно або передатними партіями
таким чином, щоб у роботі устаткування на кожному робочому місці не було
перерв.
Рисунок 7 – Графік
паралельного виду руху деталей за операціями наведений на
Тривалість виробничого циклу при такому виді руху визначається за
формулою:
![]() (9)
(9)
де timin – менше
зі значень тривалості двох суміжних операцій технологічного процесу, що
порівнюються.
Графік паралельно-послідовного виду руху деталей за операціями
зображений на рис. 8.
Побудова графіка паралельно-послідовного виду руху деталей
починається з побудови всіх передатних партій без перерви на першій
операції. Після цього здійснюється
аналіз:
- якщо наступна операція є коротшою, ніж попередня (t2 < t1),
то починаємо будувати останню передатну
партію, а інші передатні партії
прибудовуємо без перерв до останньої передатної партії вліво;
- якщо наступна операція довша за попередню (t2 > t1), то
побудова здійснюється відразу після
закінчення першої передатної партії на попередній операції.
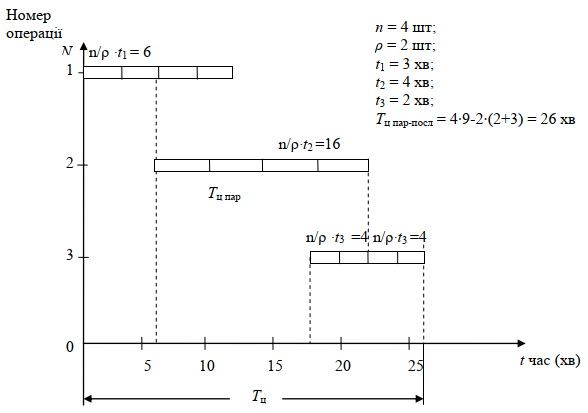
Рисунок 8
– Паралельно-послідовний вид руху деталей за операціями
Вибір виду руху деталей визначається обсягом і типом
виробництва, тривалістю операцій та
іншими факторами.
Послідовний вид руху деталей застосовують головним чином в
одиничному та дрібносерійному виробництві зі значною номенклатурою продукції,
різною технологією й частими переналагодженнями устаткування.
Паралельно-послідовний вид руху використовують при великосерійному
виробництві та на окремих ділянках одиничного й масового виробництва, коли
виготовляється велика кількість однойменної продукції із частковою
синхронізацією або коли продукція виготовляється партіями.
Паралельний рух деталей застосовується у масово-потоковому
виробництві при великій кількості однойменних деталей та вузлів.
6 Основи проектування складного виробничого процесу
Характерний приклад складного виробничого процесу у
машинобудуванні – це процес створення машин, приладів.
Складний виробничий процес містить у собі виробничі цикли
виготовлення деталей, складання вузлів, випробовування та інші процеси,
передбачені технологією.
Структура виробничого циклу складного процесу часто
зображується у вигляді лінійного
циклового або сіткового графіка.
Тривалість складного виробничого процесу являє собою загальну тривалість комплексу взаємозалежних у часі й
просторі простих процесів, що є
складовими елементами складного процесу виготовлення виробу (від початку обробки провідної деталі до
закінчення складання). На рис. 9 подана схема складання, на рис. 10 – цикловий
графік виробничого циклу складного
виробу (машини).
Графік будується в напрямі, зворотному ходу технологічного
процесу виготовлення виробу, починаючи
із випробування і закінчуючи виробництвом найбільш трудомісткої деталі в
складанні виробу.
Цикловий графік показує, чи можливо здійснювати паралельно
виготовлення продукції, яка входить у різні вузли, та складання самих вузлів.
В той же час виготовлення деталей вузла,
складання цього ж вузла й складання всього приладу можна здійснювати тільки
послідовно.
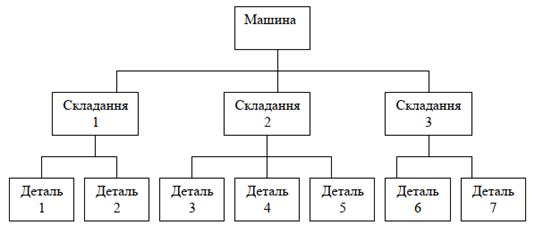
Рисунок 9 – Схема
складання машини
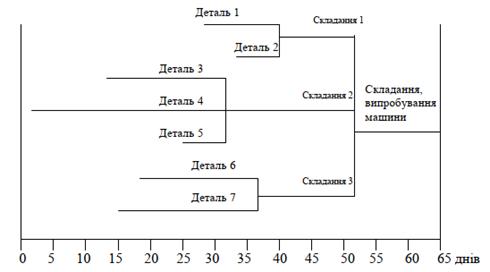
Рисунок
10 – Цикловий графік виробничого циклу складного виробу
Тривалість циклу складного процесу визначається найбільшою сумою тривалостей зв’язаних між собою простих
процесів (виготовлення деталей,
складання вузлів, механізмів, складання виробу і його випробування). Цей цикл також включає час на міжциклові перерви
(на комплектування партій, передачу з
цеху в цех).
У загальному вигляді тривалість (витрати часу) складного
виробничого процесу визначають за формулою:
![]() (10)
(10)
де Tпі -
тривалість технологічного циклу простого процесу; Тмп -
тривалість міжциклових перерв; n - кількість простих циклів, послідовно
пов’язаних. На практиці тривалість
складного виробничого процесу виготовлення виробу часто визначають залежно від
виробничої та організаційної структури підприємства. Для цього в кожному цеху
із комплекту деталей із збірних одиниць
вибирають деталі із найдовшим виробничим циклом (Тд),
потім тривалість найбільш трудомісткого
складання (Тск), тривалість комплектування (Тк),
тривалість випробування (Твип) та резервний час (Тр). Тоді
тривалість складного процесу визначається за формулою:
![]() (11)
(11)
Тривалість виробничого циклу впливає на обсяг випуску
продукції, фондовіддачу, рентабельність
та інші показники роботи підприємства.
Усі шляхи й резерви скорочення тривалості виробничого циклу
підрозділяють на конструкторські, технологічні, організаційні й економічні.
Основні заходи щодо скорочення тривалості виробничого циклу:
˗
удосконалювання технологічних процесів, виготовлення виробів за
всіма фазами виробництва (заготівельної, обробної, складальної);
˗
удосконалювання конструкції виробу;
˗
зведення до мінімуму всіх видів перерв у процесі виготовлення
продукції;
˗
розробка оптимальних нормативів відносно розмірів партії деталей,
незавершеного виробництва, складських і страхових запасів;
˗
удосконалювання системи організації праці.
ТЕМА 2 ВИПРОБУВАННЯ ЯК ЕЛЕМЕНТ ЖИТТЄВОГО ЦИКЛУ ВИРОБІВ
1 Основні терміни та визначення
Випробуванням
називають експериментальне визначення кількісних та якісних характеристик
об'єкта в результаті заданого на нього впливу при його функціонуванні.
Метою
випробувань є визначення реального значення параметра в заданих номінальних
умовах випробування. Відзначимо, що реальні умови випробувань практично завжди
відрізняються від номінальних. Тому результат випробування завжди має похибку,
що виникає не лише через похибку визначення шуканої характеристики, але й через
не точне встановлення номінальних умов випробування.
Життєвий цикл -
період часу, протягом якого відбувається сукупність взаємно пов'язаних процесів
і робіт від виникнення потреби в продукції до її повного задоволення.
Відносно значної
більшості приладів, життєвий цикл (ЖЦ) складається з таких стадій: розробка,
серійне виробництво, експлуатація.
Випробування
проводяться на кожній стадії ЖЦ виробу (рис. 1).
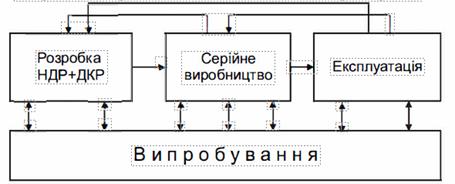
Рисунок 1 – Місце
випробувань серед стадій ЖЦ виробу
Зворотними
стрілками на рисунку 1 відзначено необхідний і важливий для розробника облік
досвіду виготовлення та експлуатації виробу.
Розробка
починається зі складання організацією-замовником технічного завдання (ТЗ) і
закінчується передачею організацією-розробником оригіналів повного комплекту
конструкторської документації виробничому підприємству, на якому передбачається
здійснити серійний випуск виробу.
Розробкою
зайняті науково-дослідні інститути (НДІ), конструкторські бюро (КБ) і науково-технічні
комплекси (НТК).
Приклади:
1) ЦКБ заводу «Арсенал» - розробка та
виробництво наземних гірокомпасів, оптоелектронних та оптичних приладів;
2) Авіаційний науково-технічний комплекс
(АНТК) ім. Антонова – повний комплекс робіт літакобудування.
Для всіх галузей
промисловості ГОСТ 2.102-68 і ГОСТ 2.103-68 ЄСКД регламентують розподіл процесу
розробки на 5 етапів у наступному порядку виконання:
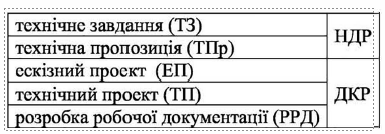
Стадії
розробки традиційно групують в етапи . Стадії технічного завдання й технічної
пропозиції, у яких переважає науково-дослідна робота (НДР), називають етапом
НДР, а інші - етапом дослідно-конструкторської розробки (ДКР).
На етапі
НДР випробування проводяться у вигляді наукових експериментів по перевірці й
дослідженню фізичних принципів системи, що розробляється.
На етапі
ДКР (ЕП і ТП) проводяться дослідницькі випробування лабораторних макетів. Їхня
ціль - дослідження можливості й перспективності напрямку робіт.
На стадії
РРД проводиться цикл натурних випробувань дослідних зразків, за результатами яких
проводиться коректування й доведення робочої конструкторської документації.
Ці
випробування можна назвати доводочними й приймальними. Завдання випробувань на стадії розробки:
1) оцінити
ступінь досконалості нових практичних рішень;
2) виявити
помилки, допущені при проектуванні й виготовленні зразків;
З)
уточнити деякі характеристики (умови) експлуатації;
4)
порівняти варіанти конструкцій, схем виробів одного й того ж функціонального
призначення;
5)
відпрацювати й довести дослідні вироби до заданих параметрів;
6)
підготувати й доопрацювати документацію.
У процесі
серійного виробництва проводяться заводські випробування для контролю якості
виготовлення системи в умовах налагодженого серійного виробництва. Заводські
випробування можна розділити на кваліфікаційні, пред'явницькі,
приймально-здавальні, періодичні, інспекційні, типові, атестаційні й
сертифікаційні.
Завдання
випробувань на стадії серійного
виробництва:
1) оцінка
технічного рівня виготовлення продукції;
2) перевірка
ефективності доопрацювання;
3) попередня оцінка
показників надійності.
У процесі
експлуатації проводяться контрольні випробування для контролю поточного стану
системи в реальних експлуатаційних умовах.
Завдання
випробувань на стадії експлуатації:
1) оцінка дійсних
показників якості;
2) перевірка
обrрунтованості претензій споживача;
3) перевірка
відповідності умов експлуатації умовам, встановленим у документації;
4) остаточне
доопрацювання експлуатаційної документації;
5) підготовка
рекомендацій для підвmцення стабільності показників.
Випробування
проводять за встановленими методами (програмами) на атестованому устаткуванні.
Програма
випробувань (ПВ) визначає послідовність і час дії зовнішніх впливів, параметри
цих впливів, а також параметри виробів, що підлягають контролю до і після випробувань.
2 Впливи, середовище і
умови експлуатації електронних пристроїв
Впливи – явища, процеси, об'єкти будь-якої природи, які діють або
можуть впливати на функціонування, стан і якість об'єкта на всьому його ЖЦ,
представлені сукупністю величин, навантажень, факторів, що служать джерелом
кількісної і якісної інформації про властивості середовища, розглянуті в часі й
просторі й такі, що піддаються вимірюванню і розрахунку.
Середовище – безліч елементів, що існують поза
системою і впливають на систему.
По розташуванню
середовище поділяється на дві частини:
– зовнішнє
(навколишнє) - частина середовища, що існує поза виробом;
– внутрішнє –
частина середовища, що існує усередині виробу;
Класифікація впливів. Всі впливи можна розділити на зовнішні й
внутрішні.
Зовнішні впливи не
пов'язані з режимом експлуатації виробу і визначаються умовами зберігання,
транспортування й експлуатації.
Внутрішні впливи
визначаються режимами роботи виробу.
Під умовами
експлуатації розуміють сукупність зовнішніх і внутрішніх впливів, що впливають
на працездаmість виробів.
Згідно
нормативно-технічної документації (НТд) впливи розділяють на класи:
1) Механічні;
2) Кліматичні;
3) Біологічні;
4) Спеціальні
середовища;
5) Радіаційні;
6) Електромагнітні
;
7) Термічні.
8) космічні впливи.
Класифікація факторів впливу.
Кожен вид впливу
характеризується своїм набором факторів. Нариклад для кліматичних впливів це
температура, вологість, тиск, швидкість вітру тощо.
Всі фактори впливу
за походженням розділяють на дві групи (рис. 2):
̶
об'єктивні;
̶
суб'єктивні.
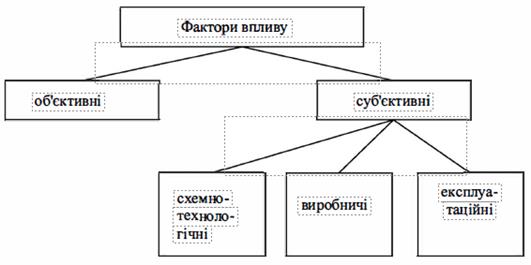
Рисунок 2 – Види
факторів впливу
Об'єктивні фактори
характеризуються зовнішніми впливами, в умовах яких відбувається зберігання,
транспортування й експлуатація виробу.
Наприклад, поверхня
виробу, що рухається з великою швидкістю в умовах важких метеорологічних умов
(дощ, сніг, заметіль, шторм, пилова буря), стикається з нейтральними частками й
електризується. Нейтральні частки набувають позитивного заряду, а поверхня
виробу - негативного. Виникаючий на поверхні заряд пропорційний кубу швидкості
відносного руху часток і виробу. При напруженості поля накопиченого
електричного заряду в діапазоні від 450 до 600 В/см виникає «коронний» розряд в
атмосферу. Завдяки чому може виникнуи електричний сигнал електронного пристрою,
який викликає відмову виробу.
Теплові впливи в
різних умовах застосування виробу проявляються як перепади температур. Різкому
перепаду температур піддаються вироби, розташовані на об'єктах, що досить
швидко переміщаються по вертикалі (літальні апарати, батискафи, глибинні бури й
ін.). За короткий проміжок часу температура виробу, встановленого на літаку
поза герметизованого об'єму, може знижуватися від +50 до -40°С (набір висоти),
а потім підвищуватися від -40 до + 100°С (пікірування). При цьому одночасно
змінюються вологість і тиск.
Суб'єктивні фактори
залежать від діяльності людини на всіх етапах ЖЦ виробу (розробка, виробництво
й експлуатація). Результатом впливу цих факторів є помилки проектування,
виробництва й експлуатації, що призводять до дефектів виробів, які при впливі
об'єктивних факторів призводять до часткової або повної втрати працездатності
виробу.
До помилок
проектування відносяться недоліки електричних і функціональних схем і
конструктивно-технолопчних рішень, переоцшка
можливостей операторів, що обслуговують спроектовані вироби й
недостатньо ефективна система контролю .
Помилки виробництва
обумовлені порушеннями технологічних процесів (ТП), застосуванням неякісних
комплектуючих елементів і матеріалів, відсутністю твердого контролю на стадіях
виробництва.
Помилки
експлуатації пов'язані в основному з порушеннями обслуговуючим персоналом
експлуатаційних вимог, передбачених відповідними нормативно-технічними
документами (НТд) на виріб.
Вплив об'єктивних і
суб'єктивних факторів на працездатність виробу істотно відрізняється. Через
наявність суб'єктивних факторів знижується стійкість розроблюваних виробів до
впливу об'єктивних факторів, у результаті чого знижується якість і надійність
виробу. Негативні наслідки впливу суб'єктивних факторів, як правило, приховані
від розробників і виробників конкретних виробів. Для їхнього виявлення на всіх
етапах ЖЦ застосовують різні види випробувань та контролю.
3 Механічні впливи
Механічні впливи
поділяються на дві групи: статичні й динамічні. Статичні впливи підрозділяють
на розтягування, стиснення, згинання, крутіння, зріз, вдавлювання.
Динамічні впливи
підрозділяються на вібраційні, ударні, лінійні постійні прискорення, акустичний
шум.
Найпоширені фактори
динамічного механічного впливу - вібраційні навантаження. Виникаючі при
вібраціях інерційні сили можуть викликати напруження, що перевищують межі
міцності й витривалості конструкції. Інтенсивність впливу вібрації
характеризується частотою й амплітудою коливання, а також величиною
максимального прискорення. Вібрації являють собою механічні коливання в
діапазоні частот 0,1 - 20000 Гц і більше, амплітуд переміщень 0,001 мкм - 1000
мм і більше, амплітуд прискорень до 1000 м/с2 і більше. Більша
частина коливань, що зустрічаються на практиці, має форму викривленої
синусоїди.
Вібраційні
навантаження, що створюються різним енергетичним устаткуванням, а також
незбалансованими частинами машин, що обертаються та переміщаються, викликають
руйнування конструкції усталеного характеру, виводять із ладу кріпильні устаткування, викликають коротке замикання й
обриви електричних ланцюгів, приводять до порушення герметизації блоків.
Залежно від
величини й виду вібраційних навантажень установлюють ступінь жорсткості виробу
й проводять випробування на віброміцність, вібростійкість і виявлення
резонансів конструкції. При випробуваннях на вплив вібрації використовують
синусоїдальну, випадкову широкосмугову або попередньо виміряну на прототипі
вібрацію.
До параметрів
лінійної вібрації відносяться переміщення, швидкість, прискорення, різкість (третя
похідна переміщення за часом), сила, потужність. До параметрів кутової вібрації
відносяться кут повороту, кутова швидкість, кутове прискорення, кутова
різкість, момент сил. До параметрів обох видів вібрацій відносять також фазу,
частоту й коефіцієнт нелінійних спотворень. Характер вібрацій як за частотою,
так і за амплітудою, може значно змінюватися в залежності від типу конструкції,
умов експлуатації виробів, інших факторів. Найбільша небезпека - сукупність
коливань, що виникає на резонансних частотах пружних конструкцій.
Ударні навантаження
також часто зустрічаються при експлуатації сучасних машин і приладів. Механічні
удари можуть бути одиночними, багаторазовими й комплексними. Одиночні й
багаторазові ударні процеси можуть впливати на об'єкт у горизонтальній,
вертикальній і похилій площинах. Комплексні ударні навантаження впливають на
об'єкт у двох або трьох взаємно перпендикулярних площинах одночасно. Ударні
навантаження виробів можуть бути як неперіодичними, так і періодичними.
Виникнення ударних навантажень пов'язане з різкою зміною прискорення, швидкості
або напрями переміщення виробів.
Так, наприклад,
прилади, встановлені на стратегічних ракетах з прямоточним гіперзвуковим
атмосферним двигуном для активного проходження систем противоракетної оборони,
розраховані на вплив практично всіх збурень і, зокрема, вібрацій та ударних
навантажень.
Найчастіше в
реальних умовах зустрічається складний одиночний ударний процес, що представляє
собою сполучення простого ударного імпульсу з накладеними коливаннями.
Основними параметрами ударного процесу є прискорення, переміщення, швидкість,
деформація точки тіла, що розглядається при ударному впливові. Важливе значення
має форма ударного імпульсу. У виробах, що отримали удар, збуджуються швидко
згасаючі власні коливання. Величина перевантаження при ударі, характер і
швидкість поширення напружень виробу визначаються силою й тривалістю удару й
характером зміни прискорення. Удар, впливаючи на матеріал і виріб, може
приводити до його механічного руйнування.
Випробування
проводять шляхом одиночного й багаторазового ударів, визначаючи стійкість і
механічну міцність виробу до них. Випробування на ударну міцність і ударну
стійкість рекомендується сполучати. Тривалість ударних імпульсів 1 мкс-1000 мс
і більше, амплітуда прискорень 1-106 м/с2 і вище.
Акустичний шум - у
більшості випадків фактор, що заважає, також може впливати на здатність виробу
виконувати свої функції. Найпоширеніші частоти шуму 125 - 10000 Гц,
максимальний рівень звукового тиску 200 дБ і більше. Для дослідження впливу на
вироби зміни частоти шуму проводять відповідні випробування тоном частоти, що
змінюється від 125 до 10000 Гц. Механізм руйнівного впливу звукового тиску
аналогічний руйнівному впливу вібрації.
4 Кліматичні впливи
Кліматичні впливи
характеризуються впливом наступних факторів:
̶
температура;
̶
вологість;
̶
домішки в повітрі;
̶
сонячне
випромінювання;
̶
атмосферний тиск.
Температура - один
з найбільш важливих кліматичних факторів. Для різних кліматичних поясів Землі
вона коливається від -75°С до +50°С. Однак велика кількість виробів працює в
умовах нагрівання (до 500°С і вище) або охолодження (-100°С і нижче) їхніх
елементів. Тепловий вплив може бути стаціонарним, періодичним і неперіодичним.
Сталий режим теплообміну як усередині виробу, так і виробу із зовнішнім
середовищем створює стаціонарний тепловий вплив. Періодичний тепловий вплив
утвориться при повторно-короткочасній роботі виробів, добовій зміні температури
навколишнього середовища, регулярному сонячному опроміненні тощо. Неперіодичний
тепловий вплив викликається одиничними або порівняно рідким випадковими діями
тепла та холоду.
Зміна температури
навколишнього середовища може змінити фізико-хімічні й механічні властивості
матеріалів.
При підвищенні
температури прискорюється розвиток деяких дефектів у матеріалах, що знижують
міцність з’єднань і конструкцій, що погіршують функціональні й електричні
характеристики виробів. При одночасному впливі тепла і механічних навантажень
багато матеріалів легко деформуються.
У ряду матеріалів
при нагріванні прискорюється старіння, що призводить до зміни їхніх
характеристик.
У зонах з холодним
кліматом можуть бути різкі коливання температури виробів, викликані їх
нагріванням у період роботи й охолодження після вимикання. При різкій зміні
навколишньої температури на поверхні й усередині виробу конденсується волога.
Періодичні розширення й стискання дотичних металевих і пластмасових деталей
можуть викликати порушення герметичності виробу й руйнування деталей. Різкі
коливання температури приводять до руйнування паяних, зварених, клепаних і
інших з’єднань, відшаруванню й розтріскуванню покриттів, появі витоку
наповнювачш.
Вологість - один з
найнебезпечніших кліматичних факторів. Вона прискорює корозію матеріалів,
змінює електричні характеристики діелектриків, викликає тепловий розпад
матеріалів, гідроліз, ріст цвілі й багато інших механічних ушкоджень виробів.
Абсолютна
вологість-кількість водяних пар (г) в 1 мг повітря. Вона не змшюється при
шдвищеннІ температури.
Максимальна
вологість - максимальна кількість (г) водяних пар, що може втримуватися в 1 м3
повітря. Вона залежить від температури, тому що тиск пари при кожній
температурі має свій максимум. Максимальна вологість змінюється на 7% при зміні
температури на 1 °С.
Відносна вологість
показує, скільки відсотків максимально можливої вологості фактично перебуває в
повітрі.
Для більшості
процесів відносну вологість якісно оцінюють по наступній шкалі: до 100% – дуже
волого; 80% – волого; 60-70% – нормально; 40 - 50% – сухо; 30% – дуже сухо.
Зміна вологості
повітря може приводити до зміни фізико-механічних і хімічних властивостей
матеріалів.
При роботі виробу у
вологій атмосфері волога обволікає його зовні і проникає всередину. Проникнення
вологи у виріб супроводжується корозією матеріалів, зміною розміру деталей,
елементів конструкції й вузлів, викривленням деталей, зниженням механічної
міцності деталей і виробу цілому.
Водяна плівка на
поверхні деталей і матеріалів швидко забруднюється й іонізується, внаслідок
чого збільшується її провідність. Проводячи електричний струм, плівка закорочує
між собою контакти, сприяє появі струмів витоку, може призвести до коротких
замикань в електричних ланцюгах і зруйнувати внутрішньосхемну розводку в
напівпровідникових приладах.
Внаслідок високої
діелектричної постійної води при роботі електричних і радіоелектронних
пристроїв у вологій атмосфері виникає ємнісний ефект, що проявляється в зміні
опору ізоляційних матеріалів, індуктивності і ємності, коефіцієнта розсіювання
й добротності, а також у зменшенні пробивної напруги.
Підвищення
вологості навколишнього повітря викликає зменшення коефіцієнта підсилення
напівпровідникових пристроїв. Збільшуються втрати електромагнітної енергії
внаслідок збільшення її поглинання парами повітря.
Якщо температура
падає нижче точки роси, при якій абсолютна вологість дорівнює 100% і водяна
пара, що утримується в повітрі, досягає стану насичення, то випадають опади у
вигляді води, снігу, роси, інею, туману. Кількість опадів вимірюють у
міліметрах. Опадам в l мм відповідає 1 л води, розподілений на поверхні 1 м2.
Сніг, що тільки-но випав, займає приблизно десятикратний об’єм, l см снігу
відповідає приблизно 1 мм опадів. Опади впливають своєю механічною енергією,
знижують температуру виробів, підвищують вологість.
Наявність опадів і туману
звичайно погіршує умови роботи виробів. Опади й туман діють на матеріали й
вироби так само, як підвищена вологість повітря.
Волога, що
залишилася на виробі після дощу, може сприяти корозії металів, тому що в
дощовій воді втримується деяка кількість розчинених кислот і солей. Особливо
сильний руйнівний вплив на вироби можуть робити морська вода й морський туман,
що різко прискорює корозію внаслідок солей, що утримуються в них, хлору, магнію
й інших елементів.
Туман із
крапельками морської води також підсилює корозію металів і може погіршити
електричні властивості ізоляційних матеріалів.
Домішки в повітрі –
у вигляді піску, пилу, диму й промислових газів також є факторами впливу, які
необхідно враховувати при експлуатації виробів.
Пил – суміш твердих
часток у повітрі. Природний пил складається з космічної й земної частин. У
вільну атмосферу осаджується 120-150 мм пилу за 100 років. Технічний пил
уrвориться при спалюванні палива, зношуванні й обробці деталей. Технічного пилу
у високорозвинених країнах осаджується на два порядки більше, ніж природного.
Серйозну проблему представляють для більших міст димові гази, що містять у
порівняно більших кількостях сірку, з якої уrворяться в підсумку сірчиста й
сірчана кислоти, сполуки фтору, аміак, ціаністий водень, пари ртуті й інші
активні шкідливі хімічні сполуки.
Домішки в повітрі
можуть викликати порушення функціонування електричних елементів, змінювати
режими теплообміну, викликати механічні ушкодження (пил, пісок), підсилювати
корозійні процеси тощо.
Сонячне випромінювання
являє собою електромагнітні хвилі з довжинами 0,2-5мкм. На ультрафіолетовий
діапазон (довжина хвилі до 0,4мкм) припадає 9% енергії, на видимий діапазон
(довжина хвилі 0,4- 0,7мкм) - 41 % і на інфрачервоний діапазон із довжинами
хвиль більше 0,72мкм -50% сонячної енергії. Вплив сонячного випромінювання на
виріб полягає в хімічному розкладанні деяких органічних матеріалів. Найбільший
вплив спричиняють ультрафіолетові промені, які мають високу енергію. Під дією
цих променів відбувається поверхневе окислювання матеріалів, часткове
розкладання пошмерш, що містять хлор, розщеплення органічних молекул, швидке
старіння пластмас, зміна найважливіших органічних компонентів і кольору в
деяких типів термореактивних пластмас, утворення кірки на поверхні гуми і її
розтріскування.
Від дії сонячних
променів вироби нагріваються, внаслідок чого спостерігається зміна форми або
всихання деяких деталей.
Атмосферний тиск
створюється масою повітря, що лежить у даному місці. Коливання атмосферного
тиску внаслідок зміни погоди сягають 7%, а при тропічних бурях перевищують 10%.
Ряд виробів по своєму функціональному призначенню може працювати в умовах різко
підвищеного й різко зниженого атмосферного тиску, що варто враховувати при
проведенні відповідних випробувань. Зміна тиску викликає небезпеку пробоїв
повітряних проміжків електричних установок у зв'язку зі зміною діелектричної
проникності повітря, може змінювати діаграму спрямованості й потужності
випромшювання електромагютних антен, впливає на режим теплообміну виробу,
порушує в ряді випадків герметичність виробів і розташування рухомих деталей.
Як і механічні,
кліматичні фактори впливу на практиці в більшості випадків діють одночасно, що
викликає посилення їхнього руйнуючого ефекту Ступінь зміни параметрів виробу
тим значніше, чим більша кількість кліматичних факторів, що впливають, вище
їхня ефективність і час впливу.
5 Біологічні впливи
Сучасні прилади
неможливо уявити без мікроелектронних пристроїв (мікромеханічні акселерометри й
гіроскопи, мікроконтролери тощо). Найближчим часом будуть проектуватися прилади
з використанням нанотехнологий. На мікро й нано- рівнях на чутливі елементи
приладів і електронні засоби значно впливають біологічні впливи (фактори).
Практика показує, що 50-80% ушкоджень електронних засобів викликано
біологічними впливами [2].
Біологічні впливи
визначаються сукупністю біологічних факторів.
Біологічний фактор
( скорочено біофактор) - це організми або їхні групи, що викликають порушення
працездатного стану об'єкта.
Біологічним
ушкодженням (біоуmкодженням) називають подію, що складається у виході
якого-небудь параметра виробу під дією біофактора за межі, зазначені в НТД .
Види біоушкоджень:
̶
механічне
руйнування при контакті організмів з виробом;
̶
погіршення
експлуатаційних параметрів;
̶
біохімічне руйнування;
̶
біокорозія.
Механічне руйнування викликається в основному макроорганізмами
(організми, що мають розміри відносні з
габаритами виробів). Руйнування при контакті може відбутися в результаті
зіткнення (наприклад зіткнення птахів з літаками й антенами радіолокаційних
станцій), ушкодження матеріалів пацюками, мишами, знищення виробів термітами і
мурахами.
Погіршення експлуатаційних параметрів викликається біозабрудненням,
біозасміченням і біообрастанням. Біозабруднення викликано продуктами
життєдіяльності організмів. При змочуванні водою або усмоктуванні вологи з
повітря це призводить до зміни параметрів виробів. Біозасмічення пов'язане з
наявністю спор грибів і бактерій, насіння рослин, частин міцелію грибів,
посліду птахів, виділень організмів, відмерлих організмів. Обростання
бактеріями, грибами, водоростями, губками, молюсками та іншими організмами
поверхонь виробів підсилює корозію металів.
Біохімічне руйнування викликається мікроорганізмами. Цей вид руйнувань роздшяють
на два підвиди:
̶
біологічне
споживання матеріалів у процесі живлення мікроорганізмів;
̶
хімічний вплив
речовин, що виділяються при цьому.
Біокорозія – фізико-хімічна
корозія на границі матеріал-організм, викликана впливом аміно- і оргашчних
кислот, а також продукт1в пдрошзу (електрохімічний процес корозії металів).
У великій мірі
бактерії та цвілеві гриби впливають на надійність і працездатність виробів,
причому найбільше існує грибкових утворень, які відносяться до нижчих рослин,
що не мають фотосинтезу. Оптимальними умовами розвитку цвілевих грибків є
відносна вологість повітря більше 85%, температура +20 - +30°С і застій
повітря. Найбільші руйнування пластмас, дерева, гуми й шкіри виникають під дією
цвілі. Цвіль утворює на поверхні матеріалу водну плівку, що сприяє його
хімічному розкладанню й втраті найважливіших властивостей.
Всередині закритих
або напіввідчинених виробів часто створюють спеціальний мікроклімат. У багатьох
випадках це сприяє ураженню виробів цвілевими грибками.
Іншим видом
біологічного впливу є комахи, особливо терміти. Ненажерливість термітів робить
їх одними з найнебезпечніших комах для устаткування.
Певну небезпеку для
виробів, особливо кабелів і дротів, можуть представляти гризуни - пацюки й
миші. Вони можуть ушкоджувати ізоляційні матеріали, кабелі, дроти й несучі
конструкції, в результаті чого електротехнічні й радіоелектронні вироби можуть
виходити з ладу.
Захист від
біологічних факторів впливу здійснюють хімічними конструктивними методами; хімічні отрути й
покриття використовують для захисту від цвілевих грибків і комах. Однак
найбільш ефективний захист за допомогою конструктивних заходів шляхом зміни
внутрішнього клімату пристрою, змеmпення відносної вологості повітря, створення
більш надійних захисних оболонок, заміни матеріалів.
Спеціальні
середовища
До спеціальних середовищ відносять пари хімічних речовин,
хімічні розчини (дезінфікуючі, дезактивую ті, що дегазують), кислоти, гази й
інші речовини, у присутності яких можуть працювати вироби. Вироби, призначені
для роботи в спеціальних середовищах, повинні мати підвищену стійкість до
впливу цих середовищ, і для перевірки її проводяться відповідні випробування.
Радіаційні впливи (іонізуючі
випромінювання)
Сучасні вироби,
особливо вироби космічної і ядерної техніки, піддаються впливу іонізуючих
випромінювань, що створюють при взаємодії речовиною заряджені атоми й молекули
- іони. Гамма-випромінювання, нейтронне, електронне, протонне випромінювання, а
також альфачастинки можуть викликати ушкодження. Найбільшу небезпеку
представляють потік нейтроюв 1 гамма-випромінювання, вплив яких підсилюється
залежно від їхньої інтенсивності й часу впливу. Безперервна проникаюча радіація
викликає поступову необоротну зміну електричних, механічних, хімічних і інших
властивостей матеріалів. Імпульсна радіація, що діє короткий час (10 - 7 – 10 -
3 с), призводить до незворотних змін електрофізичних властивостей виробу, а
також через велику щільність, створюваної іонізації, може викликати й зворотні
зміни електричних характеристик виробів і матеріалів.
Зміна хімічних,
механічних, електричних й інших властивостей матеріалів і виробів в умовах
впливу іонізуючих випромінювань вимагає створення спеціальної іспитової
техніки, застосування спеціалізованої радіаційної технології й інших заходів.
Електромагнітні поля
Одним з видів
зовнішнього впливу є також сильні електромагнітні поля, які можуть викликати
зміни режимів роботи електронної апаратури. Ці поля створюються спеціальними
випромінювачами, наприклад, радіолокаційними станціями, електричними
генераторами, зварювальними апаратами й т.і. Необхідно враховувати вплив
сильних електромагнітних полів при створенні й експлуатації радіотехнічних
пристроїв, застосовувати відповідні екранні пристосування.
Приклад:
електромагнітна сумісність (ЕМС) виробів. Після монтажу на київській телевежі
антен мобільного зв'язку, на взльотно-посадочній смузі АНТК ім. Антонова
утворилися «сліпі» зони з відсутнім радіозв'язком між кабіною літака й
диспетчерською службою.
Термічні впливи
Термічні впливи
можна поділити на тепловий удар та нагрів. Тепловий удар – це різкий
однократний температурний вплив.
Нагрів за своїм
походженням можна виділити на чотири групи:
̶
тертя;
̶
аеродинамічний;
̶
тепловий потік;
̶
полум'я як
результат горіння.
Космічні впливи
Космічні впливи
характеризуються наступними факторами:
електромагнітними й
корпускулярними випромінюваннями (радіаційні пояси Землі – стабільні області
скупчення заряджених часток-електронів, протонів, ![]() -часток і ядер більш важких хімічних елементів);
-часток і ядер більш важких хімічних елементів);
̶
глибоким вакуумом;
̶
променистими тепловими
потоками;
̶
невагомістю;
̶
метеорними
частками;
̶
магнітними й
гравітаційними полями планет і зірок.
Ті самі впливи по
різному впливають на різні об'єкти. У реальних умовах на вироби впливають
спільно кілька факторів. При цьому можуть бути виділені такі ефекти:
̶
взаємнопослаблюючий
вплив факторів одного на інший;
̶
взаємнопідсилюючий
вплив факторів одного на інший;
̶
несумісний вплив.
Практика показує,
що в більшості випадків вироби й матеріали відчувають комплекс механічних,
кліматичних, біологічних і інших зовнішніх впливів. Ці впливи взаємно зв'язані
один з одним і необхідно досліджувати результуючий ефект від їхнього спільного
впливу на матеріали й вироби. Це найбільш важке завдання і воно повинно також
моделюватися на іспитовому устаткуваню.
Параметри впливів:
амплітуда, частота, фаза, спектр (амплітуди й частоти), тривалість, діапазони,
точність завдання, одно - і багатомірні умовні й безумовні щільності розподілу,
математичне очікування, дисперсія, СКО та ін.
У табл. 1 показано
узагальнений вплив дестабілізуючих факторів на матеріали та конструктивні
елементи приладів та систем.
Таблиця 1 – Вплив
дестабілізуючих факторів на елементи приладів та систем
|
Вплив |
Основні процеси |
Можливі результати |
||
|
Вібрація |
Механічні напруги, усталені зміни |
Втрата механічної міцності, нестійке функціонування, прискорення
зношування, руйнування - тобто зниження конструктивної надійності.
Інформаційна надійність (точність приладу або системи) також знижується |
||
|
Удари, лінійні прискорення |
Механічні напруги |
Руйнування, зниження конструктивної й інформаційної надійності |
||
|
Висока температура |
Хімічні реакції Розм'якшення, плавлення, сублімація
(перехід із твердого стану тіла в газоподібне, минаючи рідку фазу
стану) |
Зміна фізико-механічних і електричних властивостей, нестабільність
параметрів |
||
|
Низька температура |
Утворення льоду корозія, лінійний тиск, крихкість |
Втрата механічної міцності, розвиток тріщин, руйнування елементів,
зношування, змша електричних властивостей |
||
|
Термоудар |
Механічні напруги |
Нестабільність, деградація параметрів, обриви, коротке замикання, втрата
герметичності |
||
|
Висока вологість |
Поглинання вологи, корозія, електроліз |
Спучення, набрякання, зниження електричної міцності, нестійкість
параметрів, втрата герметичності, ушкодження покриттів |
||
|
Низький тиск |
Дегазація (видалення газів), збільшення габаритних розмірів |
Розтріскування, підривне руйнування |
||
|
Сонячна радіація |
Фотохімічні й фізико-хімічні реакції |
Руйнування поверхні; зміна електричних властивостей; утворення озону |
||
|
Пісок і пил |
Стирання, засмічення |
Прискорення зношування; нестійкість функціональних параметрів; зміна
електричних властивостей |
||
|
Соляний туман |
Корозія, електроліз |
Прискорення зношування; втрата механічної міцності; зміна електричних
властивостей; руйнування поверхні; збільшення провідності |
||
|
Вплив часток з високими рівнем енергії (ядерна реакція) |
Ядерні перетворення |
Зміна хімічних , фізичних і електричних властивостей; утворення газів |
||
|
Невагомість |
Відсутність конвекційного охолодження |
Посилення явищ, які спостерігались при високих температурах |
||
|
Агресивні середовища |
Хімічні реакції Розтріскування; поява крихкості Зниження електричної міцності повітря |
Зміна електричних властивостей; нестійкість функціональних параметрів Втрата механічної міцності Пробій ізоляції й утворення дуги |
||
Умови експлуатації
(УЕ) - сукупність зовнішніх і внутрішніх факторів, які впливають на
функціонування й працездатність виробів.
Відповідно до
діапазону й ступенем впливу факторів УЕ поділяються на
Нормальні умови (НУ):
̶
температура
+25°С±10°С;
̶
атмосферний тиск
750±30 мм. рт. ст.;
̶
відносна вологість
65±15%.
НУ - значення
сукупності факторів, установлених НТД як номінальні; у таких умовах похибки
приладів близькі до необхідних, які можуть бути визначені й гарантуватися. Ці
умови є базою, відносно якої виявляються зміни властивостей виробу в інших
умовах.
Робочі умови - сукупність факторів, межі яких нормуют
(регламентують, гарантують) характеристики показників якості виробів,
зазначених у ТУ й іншій НТД.
Граничні умови характеризують екстремальні значення факторів,
за яких вироби витримують навантаження без руйнування й погіршення якості.
ТЕМА 3 ВИДИ
ВИПРОБУВАНЬ (КЛАСИФІКАЦІЯ ВИПРОБУВАНЬ)
Всі випробування
розділяють на вісім груп:
1) За методами,
умовами і місцем проведення;
2) За призначенням;
З) За стадіями ЖЦ;
4) За тривалістю;
5) За рівнем
проведення;
6) За видом впливу;
7) За результатами
впливу;
8) За обумовленими
характеристиками.
1 За методами, умовами і місцем проведення
Випробування
підрозділяють на дві більші підгрупи:
̶ фізичні випробування реальних виробів або
їхніх макетів;
̶ випробування з використанням моделей.
Фізичні випробування можуть проводитися на випробувальних
стендах (стендові випробування), коли зовнішні фактори, що впливають (ЗВФ)
створюються штучним шляхом.
Випробувальний
стенд – технічний пристрій для установки виробу в заданих положеннях, створення
впливів, знімання інформації й керування процесом випробувань. Випробувальні
стенди можуть випускатися серійно або створюватися в одиничному екземплярі.
Сучасні прецизійні
закордонні стенди - великогабаритне, енергоємне й дороге устаткування із
системою безпосереднього керування двигуном, із забезпеченням стабільності
кутової швидкості, яка задається, за рахунок великої інерційної маси платформи,
використання повітряного підвісу її осі обертання й ртутних струмовідводів (для
виключення сухого тертя між нерухомою основою й обертовою платформою).
У лабораторних
умовах (лабораторні випробування),
коли ЗВФ створюються за допомогою спеціальних методів і засобів. На полігонах (полігонні випробування). Полігон -
місце, призначене для проведення випробувань в умовах , близьких до умов
експлуатації й забезпечене необхідними засобами випробувань. Полігонні
випробування ПСОНК проводяться разом з тим об'єктом, на якому вони перебувають
при експлуатації. Так ПСОНК літальних апаратів випробовуються при їхньому
розміщенні на літаку або ракеті й для них випробувальним полігоном є аеродром
або стартова площадка. При проведенні натурних
випробувань, коли випробовуються вироби, а не їхні моделі або складові
частини; коли умови випробувань відповідають умовам експлуатації виробу за
прямим призначенням статистичної обробки експериментальних даних. Для морської
навігаційної техніки вводять поняття швартових
і ходових випробувань.
̶
для авіаційної й
ракетної техніки - наземні й польотні випробування.
̶
при експлуатаційних
випробуваннях.
Випробування з використанням моделей проводять методами фізичного,
математичного моделювання й статистичних випробувань.
Фізичне (математичие) моделювання полягає в тому,
що об'єкт випробувань заміняється простою фізичною (математичиою) моделлю,
здатною імітувати зміни параметрів об'єкта.
Статистичні
випробування полягають у тому, що шляхом багаторазових випадкових випробувань
визначають ймовірність появи деякої випадкової події (наприклад, відмови).
Метод статистичних випробувань дозволяє визначити характеристики надійності.
За призначенням
За призначенням
випробування підрозділяються на:
̶
дослілницькі -
проводяться для вивчення певних характеристик і параметрів об'єкта при тому або
іншому впливі. Проводяться по встановлених методиках і на атестованому
устаткуванні;
̶
означальні - для
визначення кількісних показників надійності об’єкта;
̶
порівняльні - при
яких випробовуються два або більше аналогічних або однакових об'єктів в
однакових умовах для порівняння характеристик їхньої якості;
̶
контрольні
випробування, проводять для встановлення відповідності характеристик виробу
заданим.
За стадіями життєвого циклу
На стадії розробки
випробування розділяються на наступні види:
• доводочні;
• попередні;
• приймальні.
Доводочні
випробування - дослідницькі, і проводять їх з метою оцінки впливу внесених змш
для досягнення заданих значень показниюв якост1 (точність, надійність тощо).
Після виконання першого етапу дослідницьких випробувань починається доведення
характеристик приладу вимогам ТЗ. Так, для гірокомпаса «Круїз» після одержання
перших результатів дослідницьких випробувань, виникло завдання зменшення часу
приходу гірокомпаса в меридіан з 60 хв. до 30 хв.
Попередні
випробування проводяться для встановлення відповідності дослідних зразків
вимогам ТЗ і ТУ.
Приймальні
випробування вирішують питання про постановку виробу на виробництво.
На стадії
виробництва випробування розділяються на:
·
кваліфікаційні -
випробування настановної серії або першої промислової партії, проведені з метою
виявлення готовності підприємства випускати продукцію в заданому обсязі;
·
пред'явницькі
проводяться службою технічного контролю підприємства-виготовлювача перед
пред'явленням виробу для приймання представником замовника або споживачем;
·
приймально-здавальні
випробування (ПЗВ) проводяться за участю представника замовника ;
·
періодичні
проводяться в обсягах, а також в строки, встановлені НТД, контролюють
стабільність якості продукції, що випускається, і можливість продовження
випуску;
·
типові випробування
- це контрольні або перевірочні випробування, які проводяться після внесення
змін у конструкцію або технологію виготовлення з метою оцінки ефективності й
доцільності внесених змін;
·
інспекційні -
проводяться у вибірковому порядку з метою контролю стабільності якості,
проведені спеціальною вповноваженою організацією;
·
атестаційні - для
оцінки якості продукції при її атестації по категоріях якості;
·
сертифікаційні -
проводяться незалежною від виробника й уповноваженою організацією з метою визначення
відповідності якості продукції вимогам національного або міжнародного
стандартів.
§ На стадії експлуатації випробування
розділяються на:
·
підконтрольні -
проводяться для підтвердження відповідності продукції вимогам НТД в умовах
застосування продукції, а також для одержання інформації про надійність
продукції, пропонування рекомендацій з усунення недоліків; для проведення
виконавцем виділяються спеціалью зразки, які попередньо проходять
кваліфікаційні й періодичні випробування.
·
експлуатаційні -
проводяться для визначення доцільності подальшої експлуатації, коли зміни
показників якості можуть привести до зниження ефективності. Вони проводяться
через інтервали часу або при досягненні наробітку.
·
інспекційні - ті ж
, що й на стадії виробництва.
Для скорочення
обсягів робіт, вартості й строків випробувань їх об'єднують, наприклад:
попередні + доводочні; періодичні + типові.
За тривалістю
випробування підрозділяють на:
• нормальні -
випробування, методи й умови проведення яких забезпечують одержання необхідної
інформації за такий же час, що й при експлуатації;
• прискорені -
методи й умови проведення яких забезпечують одержання необхідного обсягу
інформації в більш короткий строк, чим у передбачених технічною документацією
умовах і режимах експлуатації;
• скорочені -
проводяться по скороченій програмі ( наприклад, не при всіх видах впливів).
За рівнем
проведення випробування підрозділяються на:
• відомчі, проведеш комісією із
представниками зацікавленого відомства або міністерства;
• міжвідомчі - це приймальні випробування,
проведені декількома зацікавленими відомствами ( наприклад, Мін. Оборони й Мін.
Транспорту);
• державні, проведені державною комісією
для видів продукції, установлених державою як найважливіша, у спеціальних
випробувальних центрах.
За видом зовнішніх
впливів випробування підрозділяються на наступні види:
• кліматичні
випробування - при яких основним видом впливів на об'єкт випробувань (ОВ) є
кліматичні фактори: температура й вологість повітря, атмосферний тиск;
• механічні
випробування - при яких основним видом впливів на ОВ є механічні навантаження;
• електричні
випробування - при яких основним видом впливів на ОВ є електричні навантаження;
• електромагнітні
випробування - при яких основним видом впливів на ОВ є електромагнітні поля;
• біологічні
випробування - при яких основним видом впливів на ОВ є життєдіяльність
організмів;
• хімічні
випробування - при яких основним видом впливів на ОВ є хімічні фактори й
реакції різних речовин ;
• радіаційні
випробування - при яких основним видом впливів на ОВ є іонізуюче
випромінювання;
• с комбінованими
впливами - кілька видів впливів одночасно.
За результатом впливу випробування
підрозділяють на:
• руйнуючі
випробування, якщо в процесі їхнього проведення застосовують руйнуючі методи
контролю або в результаті впливу зовнішніх факторів ОВ стає непридатним для
подальшого використання;
• неруйнівні
випробування, коли використовують методи неруйнівного контролю;
• випробування на
стійкість;
• випробування на
міцність.
За обумовленими характеристиками об'єкта
випробування розрізняють на:
̶
надійністні
випробування;
̶
граничні
випробування;
̶
технологічні
випробування.
Найбільш важливими
з них є випробування на надійність. Надійність будь-якого виробу
характеризується безвідмовністю, довговічністю й ремонтопридатністю.
Приклад 1. Приймально-здавальні випробування

Рисунок 3 –
Гірокомпас «КРУИЗ».Центральний приклад (зліва) та приклад управління
Гірокомпас «КРУИЗ»
був розроблений у 1991 р. за ідеєю наукового співробітника Київського
політехнічного інституту В.В. [12-14].
Кожну систему, що
пройшла пред'явницькі випробування та признана відділом технічного контролю
(ВТК ) придатною, пред'являють представнику замовника для проведення
приймально-здавальних випробувань.
Випробування та
прийняття проводить представник замовника силами та засобами
підприємства-виробника у присутності представників ВТК у обсязі та
послідовності, що вказані у табл. 2.
Таблиця 2 – Порядок
проведення приймально-здавальних випробувань ГК «КРУИЗ».
|
Зміст перевірки |
Технічні вимоги (пункти Додатку 1) |
Методи випробувань (пункти Додатку 2) |
|
1. Комплектність |
2 |
5 |
|
2. Міцність до впливу вібрації однієї частоти |
1.10 |
6 |
|
3. Опір ізоляції |
1.11 |
7 |
|
4. Час приходу в усталений стан на нерухомій |
1.2 |
12 |
|
5. Усталена похибка, статична похибка в одно му запуску |
1.3 |
13 |
|
6. Нестабільність усталеної похибки від запуску до запvску |
1.3 |
14 |
|
7. Похибка компенсації швидкісної похибки |
1.3 |
15 |
|
8. Похибка при хитавиці та різниця показань репитерів |
1.5 |
16 |
|
9. Похибка широтної корекції |
1.4 |
17 |
Приклад 2. Періодичні випробування
• Періодичні
випробування системи проводять в об'ємі і послідовності, які вказані в таблиці
3.
• Періодичні
випробування проводить підприємство – виробник системи за участі і під
контролем представника замовника.
• Представник замовника
в присутності представника ВТК відбирає на періодичні випробування одну систему
із числа виготовлених в контрольованому періоді, які пройшли
приймальноздавальні випробування
• В процесі всіх
періодичних випробувань рекомендується перевірят параметри системи одним 1 тим
самим комплектом контрольно-перевірочної апаратури.
• Періодичні
випробування здійснюють один раз на рік.
Таблиця 3 - Порядок
проведення періодичних випробувань ГК «КРУИЗ».
|
Зміст перевірки |
Технічні вимоги (пункти Додатку 1) |
Методи випробувань (пункти Додатку 2 |
|
1.
Споживана потужність |
1.8 |
18 |
|
2.
Стійкість до зміни напруги |
1.7 |
19 |
|
3.
Час приходу в стале положення на
хитавиці |
1.2 |
20 |
|
4.
Похибка при гармонійних коливаннях |
1.3 |
21 |
|
5.
Міцність при нахилах |
1.10 |
22 |
|
6. Стійкість до пониженої та підвищеної температури |
1.9 |
23 |
|
7. Час приходу в стале положення при зниженій температурі |
1.2 |
24 |
|
8. Міцність при зниженій температурі |
1.10 |
25 |
|
9. Міцність при підвищеній теипературі |
1.10 |
26 |
|
10. Міцність при підвищеній вологості |
1.10 |
27 |
|
11. Стійкість при вібрації |
1.9 |
28 |
|
12. Стійкість до удару |
1.9 |
29 |
|
13. Ступінь захисту приладів |
1.12 |
30 |
|
14. Безвідмовність |
1.13 |
31 |
Послідовність
проведення випробувань, що вказана в таблиці 3, може бути змінена по узгодженню
з представником замовника.
ТЕМА 4 ПРОГРАМА, МЕТОДИКА ТА СПОСОБИ ПРОВЕДЕННЯ ВИПРОБУВАНЬ
1 Програма випробувань
Програма
випробувань (ІІВ) – це обов'язковий для виконання організаційно-методичний
документ.
ІІВ складається із
шести розділів:
• Об'єкт
випробувань (ОВ);
• Ціль випробувань;
• обгрунтування
необхідності проведення випробувань;
• Місце проведення
й забезпечення випробувань;
• Обсяг і методика
випробувань;
• Оформлення
результатів випробувань.
Випробовують ті
вироби, які відповідають НТД за конструкцією, зовнішнім виглядом й параметрами,
обумовленим при нормальних кліматичних умовах. Наприклад, якщо ОВ є гірокомпас
«КРУИЗ», то не можна випробовувати «КРУИЗ-М», а тим більше «ВЕГУ».
Об'єктом
випробувань може бути одиничний виріб або партія виробів, що піддається суцільному
або вибірковому контролю.
Наприклад, на
випробування пред'являється партія телевізорів обсягом N. З N виробів робиться
вибірка n виробів, характеристики яких визначаються. Результати оцінки й
контролю вибірковими методами поширюються на всю партію з N телевізорів. У
цьому випадку ОВ є вся партія телевізорів.
Якщо ОВ є макет або
модель виробу, то результати випробувань відносяться до макета або моделі.
Однак, якщо при
випробуванні якого-небудь виробу деякі його елементи заміняють моделями, то ОВ
залишається сам виріб.
2 Методика випробувань
Одним із завдань,
розв'язуючих при підготовці випробувань, є розробка й випуск методики
випробувань. Методика випробувань – це організаційно-методичний документ,
обов’язковий до виконання.
У ньому містяться :
˗
метод випробувань;
˗
засоби й умови
випробувань;
˗
порядок відбору
проб;
˗
алгоритми виконання
операцій по визначенню характеристик ОВ;
˗
форми подання й
оцінка точності результатів;
˗
вимоги техніки
безпеки й охорони навколишнього середовища.
Методика
випробувань визначає процес їхнього проведення. Вона може бути викладена в
самостійному документі або в ПВ. Методика є також складовою частиною НТД
(стандарти, ТУ) на вироби, що виготовляються.
Метод випробувань –
сукупність правил застосування певних принципів і засобів для реалізації
випробувань, що дозволяють забезпечити перевірку виробів на відповідність
вимогам НТД.
У методах
випробувань повинен буrи передбачений вплив на вироби об'єктивних зовнішніх
збурюючих факторів (ЗЗФ) за нормами, встановленими НТД. Для більшості
випробувань ЗЗФ розбивають за ступенем твердості, що відповідають різним умовам
експлуатації виробу.
Пристрої для
проведення випробувань повинні бути виконані відповідно до вимог ЄСКД і вчасно
атестовані. Атестація передбачає визначення нормованих точних характеристик,
перевірку й відповідності НТД і встановлення придатності до роботи.
У методиці
випробувань описуються такі етапи процесу випробувань:
- перевірка
пристроїв для випробувань (періодичне калібрування);
- підготовка
виробів до випробувань;
- спільна перевірка
пристроїв для випробувань й ОВ;
- реєстрація результатів випробувань і
даних про умови їхнього проведення.
Спільна перевірка
пристроїв для випробувань й ОВ повинна показати, чи не ушкоджуються пристрої
для випробувань й ОВ через неузгодженість між собою їхніх сигналів.
Реєстрація
результатів випробувань повинна містити:
1. Параметри навколишніх умов (температура,
вологість, запиленість);
2. Дату реєстрації;
З. Відомості про персонал, що проводить
випробування;
4. Опис точної конфігурації ОВ;
5. Відомості про критерії
приймання/бракування у випадку приймально-здавальних випробувань.
3 Способи проведення випробувань
На практиці
застосовують наступні способи проведення випробувань:
̶
Послідовний;
̶
Паралельний;
̶
Послідовно-паралельний;
̶
Комбінований.
При послідовному
способі послідовно піддають всім передбаченим ПВ видам випробувань.
Послідовність випробувань передбачає виявлення найбільш грубих дефектів
виробів, наприклад помилок маркування, коротких замикань й обривів при здатних
до прийому випробуваннях.
Важлива умова проведення
послідовних випробувань - виконання певного порядку впливу зовнішніх факторів.
В одних випадках становлять ПВ так, що спочатку на ОВ діють найнебезпечніші
зовнішні фактори. Так швидше виявляються ненадійні зразки й скорочується час
випробувань. Однак при цьому губиться більша частина інформації про вплив інших
факторів. Тому в інших випадках становлять ПВ таким чином, що випробування
починають із впливу найменш твердих зовнішніх факторів. Це дозволяє точніше
визначити причини спостережуваних відмов. Однак, якщо найнебезпечніші для ОВ
ЗЗФ впливають наприкінці випробувань, то значно збільшується час їхнього
проведення й, нарешті, вартість випробувань.
Оскільки ОВ мають
різне призначення й умови експлуатації, немає сенсу у встановленні єдиної
послідовності проведення випробувань. Для конкретних ОВ оптимальна
послідовність проведення випробувань указується в ТУ або ПВ.
Недолік
послідовного способу проведення випробувань - у міру переходу від одного ЗЗФ до
іншого в ОВ накопичуються деградаційні зміни у фізичній структурі. Це прискорює
зношування ОВ.
При паралельному
способі проведення випробувань вироби піддають впливу різних ЗЗФ
одночасно (паралельно) на декількох вибірках. Такий спосіб дозволяє одержати
великий обсяг інформації за більш короткий проміжок часу, чим при послідовному
способі. Однак паралельний спосіб вимагає більшого числа випробовуваних
виробів, чим послідовний.
При послідовно-паралельному
способі всі вироби розбивають на групи, які випробовують паралельно. У
кожній групі випробування проводять послідовним способом.
Всі види
випробувань також розбивають на групи, число яких дорівнює числу груп
випробовуваних виробів. Групи випробувань формують по видах випробувань так,
щоб з однієї сторони тривалість випробувань у всіх групах була приблизно
однаковою , а з іншого боку - умови проведення об'єднаних в одну групу
випробувань були близькі до реального.
Приклад групування
видів випробувань і послідовності їхнього проведення в кожній групі:
Група 1:
вібростійкість при тривалому впливі вібрації, ударна міцність, ударна
стійкість, стійкість до впливу відцентрового прискорення, циклічний вплив
температури, вплив сонячної радіації, вплив пилу.
Група 2:
теплотривкість при тривалому впливі підвищеної температури, вплив морського
туману.
Група 3: вологостійкість
при тривалому впливі вологи, холодостійкість, вплив інею й роси.
Група 4:
грибостійкість.
При комбінованому
способі випробувань на ОБ одночасно впливають кілька зовнішніх
факторів. Ціль - наближення лабораторних умов випробувань до реальних умов експлуатації.
Приклад: для
імітації умов вібрації в космічному просторі проводять лабораторні випробування
на вібрацію при одночасному впливі на ОБ низької температури й вакууму.
Широке застосування
комбінованого способу випробувань обмежено відсутністю необхідного встаткування
, складністю й високою вартістю таких випробувань.
4 Випробувальне обладнання
Сучасне
випробувальне обладнання в залежності від цш1 використання може вироблятися
серійно або створюватися у одиничному екземплярі. Таке обладнання дозволяє
проводити комбіновані випробування .
Найбільш
розповсюдженим являється наступне випробувальне обладнання:
1. Одновісні
поворотні стенди;
2. Двовісні
поворотні стенди;
З. Тривісні
поворотні стенди;
4. Центрифуги;
5. Бібростенди;
6. Біброфуги;
7. Кліматичні
лабораторії;
8. Ударні стенди;
9. Кільця
Гельмгольця.
10. Стенд Скорсбі.
ТЕМА 5 КОНТРОЛЬТА ДІАГНОСТУВАННЯ ЗАСОБІВ
ЕЛЕКТРОНІКИ
Забезпечення якості продукції – одна з
важливих функцій організації виробництва на підприємстві. Для реалізації цієї
функції формується система забезпечення якості продукції, що являє собою
комплекс організаційних заходів, що мають на меті створення необхідних умов для
випуску продукції належної якості.
Система технічного контролю на сучасному
підприємстві крім об'єктів контролю включає в себе завдання, принципи, види,
методи та засоби контролю.
Завданнями технічного контролю є:
попередження, виявлення і усунення всіх відхилень від нормального ходу
виробничого процесу; вивчення причин, що впливають на зниження якості
продукції, і розробка рекомендацій щодо скорочення браку і поліпшення якості
продукції; попередження потрапляння до споживача неякісної продукції; контроль
за дотриманням технологічної дисципліни та загальної культури виробництва;
сортування придатної і бракованої продукції; облік продукції та заключне
оформлення технічної документації про ступінь її готовності.
До числа заходів, покликаних забезпечити необхідну якість виробів, в тому
числі і їх надійність, відноситься контроль. Операції контролю здійснюються
практично під час усього життєвого циклу, виробництва та експлуатації
радіоелектронної апаратури (РЕА). Метою контролю є визначення якісних і
кількісних характеристик виробів, оцінка відповідності параметрів об'єкта
контролю вимогам конструкторської та технологічної документації. При відхиленні
параметрів від норми на величини, що перевищують допуски, виріб визнається
некондиційним.
На етапі виробництва здійснюють:
- вхідний контроль комкомплектів і матеріалів;
- контроль технологічних режимів виробництва і міжопераційний контроль;
- заходи щодо виявлення причин некондиційності (браку) виробів, а також
випробування РЕА.
Вхідний контроль проводиться лабораторією вхідного контролю. У процесі
вхідного контролю перевіряють матеріали, напівфабрикати і комплектуючі вироби,
а також документацію на них, шляхом проведення аналізів і випробувань.
Контроль в процесі виробництва здійснює бюро технічного контролю.
При контролі проводиться оцінка якості РЕА. Метрологія з виявлення причин
некондиційність є одними з найважливіших у відділі технічного контролю. Для
проведення цієї роботи залучаються розробники, лабораторії, відділи, цехи.
Остаточні випробування РЕА відбувається в лабораторіях типових випробувань. При
їх проведенні виявляється вплив кліматичних і механічних навантажень на якість
РЕА.
Класифікацію видів технічного контролю (рис.1) можна
проводити за цілою низкою ознак: засіб контролю, відношенню до виробничого
процессу, ступеня придатності виробів до використання, ступеня охоплення,
характеру впливу контролю на хід виробничого процессу, періодичності контролю,
ступеня участі людини в процесі контролю.
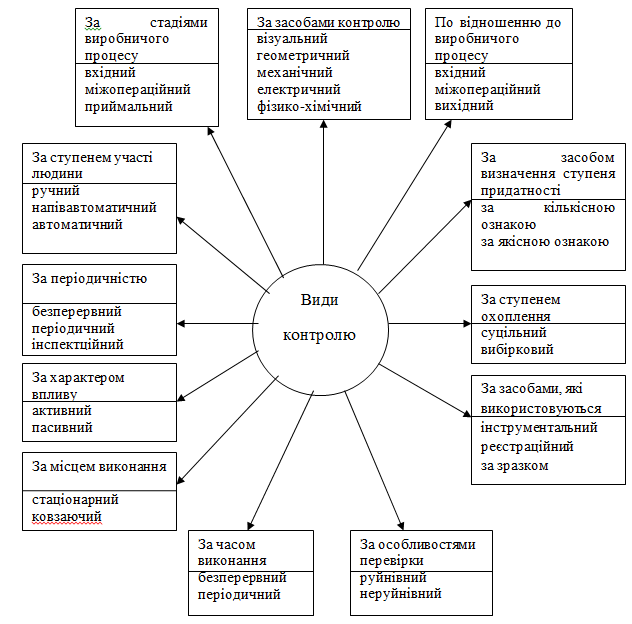
Рисунок 1 – Класифікація видів контролю якості
Розглянемо
основні засоби контролю.
Візуальний
контроль здійснюється шляхом зовнішнього огляду виробу з метою виявлення
поверхневих дефектів і невідповідності виробів кресленням. При проведенні
візуального контролю використовують оптичні засоби – лупи, мікроскопи. Вони
необхідні для огляду прихованих поверхонь. Важливий також огляд рознімних
з'єднань і перевірка відсутності зламів проводів і жил багатожильних кабелів в
місцях пайки.
Геометричний
контроль проводять за допомогою замірів вимірювальними інструментами розмірів і
форм деталей та виробів і порівняння з кресленнями або зразками.
Механічний
контроль здійснюється шляхом застосування статистичних або динамічних
навантажень з метою перевірки міцності з'єднань і кріплень, а також контролю
якості матеріалів, використаних в деталях, що піддаються механічним впливам.
Для проведення механічного контролю можуть використовуватися як динамометри,
так і центрифуги, вібраційні та ударні стенди.
Електричний
контроль складається з вимірів опорів і напруг відповідно до програми контролю,
складання діаграм контролю та порівняння їх з нормою. Крім того, здійснюється
перевірка електричної міцності та опору ізоляції.
Фізико–хімічний контроль включає
дослідження фізичних і хімічних властивостей матеріалів, які використовуються
для виготовлення деталей.
По відношенню до виробничого процесу
розрізняють поточний (міжопераційний) контроль процесу виробництва і вихідний
контроль готових виробів. Міжопераційний контроль використовується в ході
технологічного процесу (ТП) після найбільш складних, нестабільних операцій, що
дають високий рівень браку. Введеня операційного контролю дозволяє вилучити
брак, тим самим усунувши витрати на свідомо некондиційні вироби, виявити
причину браку і вжити заходів до їх усунення.
За засобами визначення ступеня придатності виробів до
використання контроль можна класифікувати за ознаками контролю.
При контролі за кількісною ознакою з деякою точністю
визначається чисельне значення контрольованого параметра. При здійсненні
контролю за якісною ознакою використовується таке поняття, як подія. Виріб може
потрапити в допуск і бути кондиційним або ж, вийшовши за його межі бути браком.
За ступенем охоплення виробів контролем розрізняється
суцільний і вибірковий контроль. Стовідсотковий контроль дозволяє вирішити
задачу видалення некондиційних виробів при операційному контролі з подальшого
виробництва та забезпечити високу якість готових виробів при вихідному
контролі. Вибірковий контроль застосовують у разі стійкості ТП при масовому і
багатосерійному виробництві.
За періодичністю контроль буває безперервним, періодичним і інспекціонним.
Якщо безперервний і періодичний контроль заздалегідь планується і закликає
підтримувати необхідну стабільність ТП, то інспекторський проводиться при
збільшенні браку або виявлення порушення в технології виробництва.
За ступенем участі людини в процесі контролю розрізняють ручний,
напівавтоматичний і автоматичний [4].
1 Технічна діагностика
радіоелектронної апаратури
Діагностичний контроль якості призначений для ефективної перевірки
справності, працездатності, правильності функціонування технічних об'єктів
(деталей, елементів, вузлів, блоків, заготовок, пристроїв, виробів, агрегатів,
систем). Діагностування технічного стану об'єктів проводиться при виготовленні
та експлуатації, в тому числі під час, до і після застосування за призначенням,
при ремонті та зберіганні.
Діагностування здійснюється або людиною безпосередньо (наприклад,
зовнішнім оглядом, «на слух»), або за допомогою апаратури. Об'єкт і засоби
діагностування в сукупності утворюють систему діагностування. Результатом є
висновок про технічний стан об'єкта – технічний діагноз, наприклад: справний,
несправний тощо.
Розрізняють системи тестового та функціонального діагностування. Системи
першого виду застосовують при виготовленні об'єкта, під час його ремонту та
профілактики і при зберіганні, а також перед застосуванням і після нього, коли
необхідна перевірка справності об'єкта або його працездатності і пошук
дефектів. У цьому випадку на об'єкт діагностування подаються спеціально
організовувані тестові сигнали.
Системи другого виду застосовуються при використанні об'єкта за
призначенням, коли необхідна перевірка правильності функціонування і пошук
дефектів. При цьому на об'єкт надходять тільки передбачені його алгоритмом функціонування
сигнали.
Розробка і створення систем діагностування включають:
- вивчення об'єкта, його можливих дефектів і їх ознак;
- побудова алгоритмів діагностування;
- налагодження і випробування системи.
Алгоритм діагностування передбачає
виконання деякої умовної або безумовної послідовності певних експериментів з
об'єктом. Експеримент характеризується тестовим або робочим впливом і складом
контрольованих ознак, що визначають реакцію об'єкта на вплив. Розрізняють
алгоритми перевірки і алгоритми пошуку.
Алгоритми перевірки дозволяють
виявити наявність дефектів, що порушують справність об'єкту, його
працездатність або правильність функціонування. За результатами експериментів,
проведених відповідно до алгоритму пошуку, можна вказати, який дефект або група
дефектів (з числа розглянутих) є в об'єкті [5].
Приклад структурної схеми роботи
об’єкту діагностування приведен на (рис. 2).
Функціональний
аналіз передбачає побудову функціонально –логічної схеми об'єкта чи таблиці
станів. Основою для побудови функціонально–логічної схеми може бути використана
структурна або функціональна схема об'єкта діагностування.
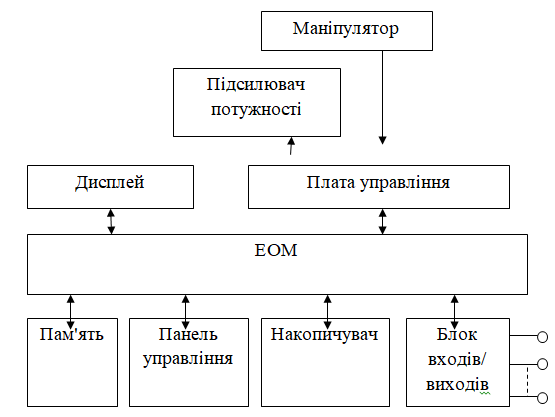
Рисунок 2 – Структурна схема об'єкту діагностування
На функціонально –
логічній схемі (рис. 3) кожен зображений елемент може перебувати в двох станах:
справному і несправному.
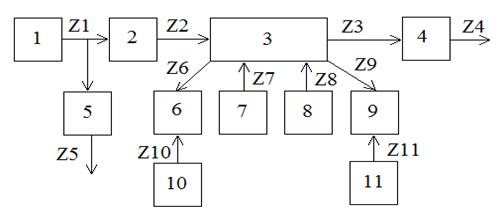
Рисунок 3 –
Функціонально–логічна схема об'єкту діагностування
За
функціонально–логічної схемою проводиться побудова алгоритму (дерева перевірок)
діагностування (рис. 4).
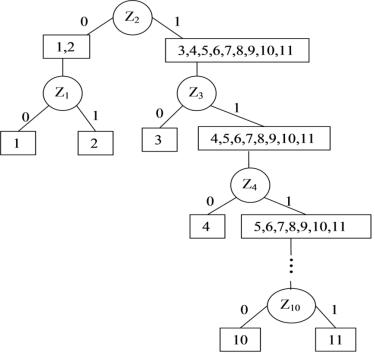
Рисунок 4 – Дерево перевірок
Засоби діагностування є носіями алгоритмів діагностування, зберігають
можливі реакції об'єкта на впливи, виробляють і подають на об'єкт тестові
впливи, «зчитують» фактичні реакції об'єкта і складають діагноз, порівнюючи
фактичні реакції з можливими. Їх поділяють на:
- апаратурні;
- програмні;
- програмно–апаратурні.
Засоби двох останніх категорій застосовують для діагностування технічного
стану електронних обчислювальних машин (ЕОМ), що працюють по змінній програмі.
Апаратурні засоби бувають зовнішні (по відношенню до об'єкта) і вбудовані.
Перші застосовуються в основному в системах тестового, другі – функціонального
діагностування.
Зовнішні апаратурні засоби можуть бути автоматичними, автоматизованими або
з ручним керуванням, універсальними або спеціалізованими.
ТЕМА 6 МЕТОДИ ВНУТРІШНЬО СХЕМНОГО
ДІАГНОСТУВАННЯ ДРУКОВАНИХ ПЛАТ
1
Електричний контроль друкованих плат.
Електричний контроль друкованих плат
(ДП) − важливий виробничий етап. Він призначений для перевірки цілісності
ДП, що включає перевірку на цілісність друкованих провідників, відсутність
коротких замикань.
Самий технічно складний компонент
електричного контролю − система контакту з платою. Існує декілька методів
електричного контакту: ручний, за допомогою адаптера (контактора), рухливих
зондів; «матриць, що літають».
Ручний метод. При ручному методі
оператор щупами послідовно проводить тест усіх кіл, проте, за статистикою,
відсоток дефектів, що пропускаються, досягає 25%.
Адаптер. Під час тестування за
допомогою адаптера (рис. 1) усі розміщені на ньому зонди знаходяться у контакті
з контрольними точками, і швидкість контролю визначається швидкодією
перемикальних ключів. Наявність тестових зондів в перехідних отворах, фізично
розташованих на одній доріжці ДП, дозволяє досить точно локалізувати обриви. Перевірка
навіть найскладнішої плати цим методом за пороговим рівнем 1 кОм займає всього
декілька секунд.
Якщо перевірка друкованих плат
здійснюється почерговим з’єднуванням з кожним контактом для контролю його
відокремлення з кожним з тих, що залишилися, то такий спосіб називають
максимальним, оскільки він вимагає максимального числа контрольних операцій.
Дійсно, для перевірки відокремлення n кіл необхідно послідовним перебором
обійти усі пари контрольованих точок :
• перший обхід: 1−2,1−3,
1−4,.., 1 −(n−1), 1−n;
• другий обхід: 2−3,
2−4, 2−5,.., 2 −(n−1), 2−n;
• останній обхід: (n− 1)
− n.
Можна побачити, що при такому
послідовному обході кількість операцій для контролю відокремлення кіл дорівнює
числу сполучень по два:
 (1)
(1)
де Np
− кількість контрольних операцій при контролі відокремлень.
Наприклад, якщо плата має n = 1000 роз'єднаних кіл, перевірка їх
відокремлень складається з 500000 операцій.
При контролі цілісності кіл кількість
операцій контролю співпадає з кількістю монтажних точок − точок
приєднання виводів компонентів:
![]() (2)
(2)
де N −
кількість контрольних операцій при контролі з'єднань, k − кількість ланок кола, n
− кількість кіл.
Для зменшення кількості контрольних
операцій для перевірки відокремлення кіл використовується інший спосіб
комутації точок контакту на матриці контактів («ложе цвяхів»). Цей спосіб
перевірки друкованих плат називається інверсним або зворотним. Усі
контрольовані точки з'єднуються з масою, і для перевірки окремих кіл їх
відривають від маси і з’єднують з шиною вимірювання (рис. 1). Таким чином,
ізоляція роз’єднаних кіл перевіряється між окремо взятим колом і усіма іншими,
замкнутими між собою. Кожне коло піддається контролю на відокремлення один раз,
тому кількість перевірок дорівнює числу кіл:
![]()
де NPI
− кількість контрольних операцій при інверсному способі комутації кіл для
перевірки відокремлення кіл.
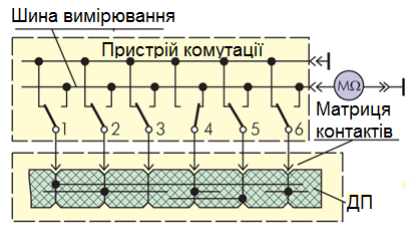
Рисунок 1 − Принцип комутації ланцюгів в тестерах з
матрицею контактів: усі контакти, окрім четвертого, замкнуті на масу. На схемі
в даний момент четвертий контакт приєднаний до шини вимірів
Для реалізації
усіх перевірок монтажних з’єднань друкованих плат за допомогою тестерів з
матричною системою контакту використовують такий порядок процедур:
- перевіряють цілісність з'єднань,
цим одночасно перевіряється якість контакту з’єднувального пристрою з
друкованою платою;
- приєднують усі кола до загальної шини
− для цього використовують по одному контакту від кожного кола (як
правило, перший контакт в адресі кола);
- по черзі відключають контакти, що
належать контрольованим колам, від загальної шини і підключають їх до
вимірювальної шини (рис. 2);
- вимірюють
характеристики відокремлення чергового контрольованого кола відносно маси усіх
інших: наявність або відсутність КЗ, опір ізоляції і (або) електричну міцність
діелектрика);
- відключають
перевірене коло від вимірювальної шини і повертають його до загальної шини.
Виконують таку процедуру послідовно
з усіма колами, перевіряючи таким чином роз'єднаність усіх кіл. Перевірка плат
матричними тестерами за технологією «ложі цвяхів» (bed-of-nails) полягає в їх
установці на тестові адаптери з наступною перевіркою зв'язаності (тобто
виявленням коротких замикань або обривів низькою напругою близько 10 В) і
контролем ізоляції на витік і пробій високою напругою (до 500 В). Наявність
тестових зондів в перехідних отворах, фізично розташованих на одній доріжці
друкованої плати, дозволяє досить точно локалізувати обриви.
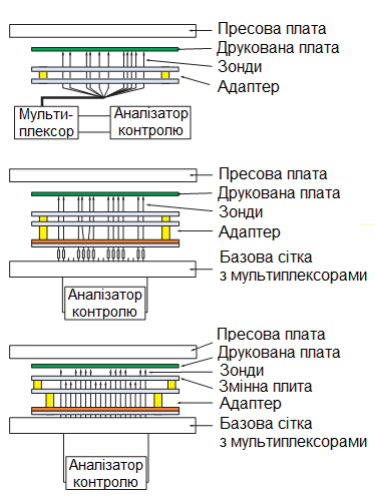
Рисунок 2
− Схеми контакту в матричних тестерах: а) система із стандартним
адаптером; б) система з швидкозмінним адаптером; в) система з універсальним
адаптером
З
точки зору універсальності вузьке місце в подібних установках − сама
частина адаптера. Найдешевшою (але і найменш універсальною) є така конструкція
адаптера, в якій дроти йдуть безпосередньо від патронів зондів до вимірювальної
частини (рис. 2, а). В цьому випадку перехід від перевірки однієї плати до
іншої − тривалий і трудомісткий процес. Дорожчим і універсальним є
рішення, коли база частини адаптера має з’єднувач, через який до вимірювального
модуля підключається змінний елемент (рис. 2, б). Така конструкція має
найбільший попит у виробників з широкою номенклатурою і малою серійністю
виробів. Обидва варіанти мають на увазі виготовлення адаптера для кожного типу
друкованої плати, що перевіряється.
Проблема
переналадки вирішується шляхом застосування стандартизованих адаптерів, в яких
зонди розташовані з певним кроком (2,5 мм або 1,25 мм). Для конкретного виробу
виготовляються шаблони з просвердленими отворами, через які проходять зонди до
точок тестування (рис. 6, в). Проте застосування таких адаптерів ускладнене
через два чинника: навіть при невеликому тиску на один зонд (50-80 гс)
загальний тиск на адаптер може досягати декількох тонн. Тому дуже складно
виготовити адаптери з кроком 1,25 мм. Другий чинник пов'язаний з поширенням
плат з планарними контактними площадками високої щільності − в цьому
випадку крок часто не дорівнює стандартному і застосування таких адаптерів стає
ускладненим. Для подібних плат застосовують додаткові перехідні адаптери (з
одного кроку на іншій), що виготовляються індивідуально під кожен виріб.
Матричні
засоби електричного тестування містять контактні пристрої (контактор, адаптер),
через які ланки плат, що тестуються, з’єднуються комутатором, керованим пристроєм
формування адреси через пристрій узгодження (рис. 3).
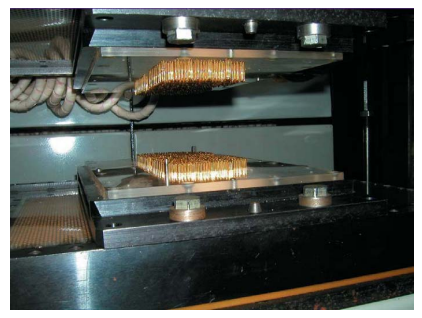
Рисунок
3 – Зовнішній вигляд контактного пристрою матричного тестера
У
комутаторі розміщується набір комірок, через які контакти з’єднуються з
контрольно-вимірювальними приладами.
Програма,
що вводиться в пристрій, задає послідовність контрольних операцій. Кожен цикл
включає операції приєднання ряду вказаних в програмі точок до належних
вимірювальних шин шляхом включення відповідних комутаційних комірок в
комутаторі, виконання заданої операції контролю і наступного скидання реле, що
не використовується в наступному циклі контролю. Алгоритмом контролю
передбачається першочерговість контролю з’єднань − тоді можна упевнитися
в приєднанні до контрольованих точок.
З
точки зору швидкодії, габаритів і надійності найбільш відповідними для
застосування в комутаторі являються транзисторні ключі. Швидкість комутації
ланцюгів при використанні безконтактних напівпровідникових елементів складає
декілька тисяч перемикань в секунду. Як правило, стенди контролю мають апаратні
засоби і тести для виявлення несправностей комутатора. Усі сучасні автоматичні
засоби контролю друкованих плат забезпечені комп’ютером для управління
комутатором і вимірювальними комірками, а також для роботи в режимі само
програмування, коли програма контролю задається опитуванням з'єднань в платах,
вибраних як еталонні.
Рухливі
зонди. Засоби контролю з послідовним контактом (маніпулятори) позбавлені
багатьох недоліків матричних тестерів. Вони дозволяють контролювати з великою
точністю практично усі електричні параметри друкованих плат. Контакт в таких
пристроях здійснюється парами зондів, об’єднаних з вимірювальними голівками, що
переміщаються по полю плати. Зонди переміщаються своїми індивідуальними
координатними системами з приводами, керованими програмними засобами. Число
контрольованих точок та їх місце розташування практично не обмежені.
Послідовність перевірки визначається програмою контролю, що враховує топологію
зв'язків в друкованих платах.
Тестування
зондами, що переміщаються, дало поширену назву їх апаратної реалізації −
тестери з «щупами, що літають» (Flay Probes Testing System).
Відстань
між точками контакту ці тестери можуть забезпечити аж до відстані зближення
зондів − до 0,3 мм. Розміри друкованих плат обмежені згори полем переміщення
зондів, знизу − елементами кріплення плат в полі рами тестера, на
практиці ж вони можуть бути будь-якими. Тому системи тестування з щупами, що
літають придатні для контролю багатошарових друкованих плат (БДП) розміром
610x914 мм, внутрішніх шарів МДП будьякого класу щільності, керамічних модулів,
керамічних МДП, гібридних плат. Похибка позиціонування контактних зондів
− не гірше 0,05 мм. Конструкція зондів, виготовлених з берилієвої бронзи,
забезпечує надійний електричний контакт з контрольними точками друкованих плат
без застосування пружин, що необхідні для контактних штирів пристроїв
з’єднування засобів контролю з одночасним контактом.
Засоби
контролю з «щупами, що літають» можуть здійснювати діагностику з’єднань та
ізоляції, вимірювати будь-який опір ізоляції, опір кіл, індуктивність, ємність
і т. д.
Сучасні
установки такого типу мають декілька головок зонду з приводами по осях X, Y, Z,
на кожній з яких встановлена головка тестування. Головки по черзі, за
заздалегідь розробленою програмою, здійснюють контакт з платою. Під час
контакту відбувається подача та вимірювання сигналу. Для контролю цим методом
не вимагається додаткових адаптерів, а для переходу від однієї плати до іншої
досить лише змінити програму тестування. Відсутність необхідності виготовлення
матричних контактних пристроїв, а також розробка програми переміщення зондів
методом трансляції з систем CAD/САМ значно скорочують час підготовки тестової
програми і переходу від однієї плати до іншої. В той же час цей метод не
забезпечує високої продуктивності тестування.
Для
збільшення продуктивності тестерів з «щупами, що літають» застосовують ємнісний
метод опитування тестових кіл. Для цього спочатку з партії однотипних плат
відбирають і тестують еталонну плату, вимірюють і фіксують в пам’яті тестера
електричні ємності кожного кола та встановлюють допустимий діапазон відхилень
ємності кіл. При тестуванні плат цієї партії зонди контактують тільки з однією
точкою кожного з кола для виміру їх ємності. При відхиленні ємності кола
тестування за межі встановленого допуску тестер перевіряє це коло та сусідні в
нормальному режимі тестування. Оскільки «зонди, що літають» торкаються кожного
кола тільки в одній точці та вимірюють тільки один параметр (ємність кола),
продуктивність тестерів з «літаючими щупами» зростає пропорційно кількості
щупів, якими озброєний тестер.
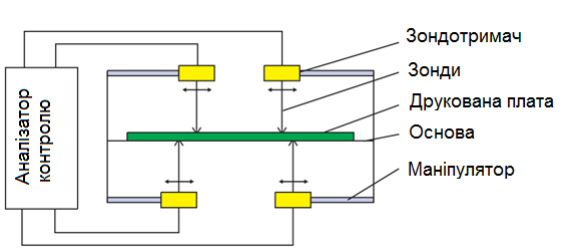
Рисунок
4 − Схема методу тестування друкованих плат «щупами, що літають»
«Матриці,
що літають». Метод відносно новий. При його розробці передбачалося вирішити
основні проблеми існуючих систем тестування: складність переналадки (системи з
адаптером) і низька продуктивність (системи з рухливими зондами). При цьому
методі на кожній каретці розміщується матриця щупів, кожен щуп якої може
незалежно переміщатися по осі Z. Кожна матриця складається із зондів,
розташованих з певним кроком (2,5 мм). Як правило, тестові установки мають
чотири матриці, по дві на кожну сторону, між якими розташовується тестована ДП
(рис. 5). Завдяки цьому можливе проведення 100%-го контролю для будь-якого
варіанту розміщення контактних площадок, що тестуються (на верхній стороні, на
нижній стороні, на різних сторонах ДП). Матриці переміщаються на короткі відстані
по осях X і Y з високою швидкістю, при цьому найбільш близько розташований до
точки тестування зонд активізується і виробляє подачу сигналу або вимірювання.
Середня відстань переміщення дуже мала (близько 1 мм), що дає величезну
перевагу в швидкості тестування.

Рисунок
5 − Схема тестування «матрицями, що літають»
Для
реалізації методу вистачає двох великих матриць і двох маленьких. Наприклад, в
установці New System S24 кожна велика матриця має 285 зондів (19 стовпців, 15
рядів), а кожна маленька − 75 зондів (рис. 6). Таким чином, сумарне число
зондів для кожної сторони − 360, а загальне − 720. Число зондів
можна збільшити за рахунок зменшення відстані між ними, і, отже, створити більш
швидкодіючі системи тестування. Це важлива відмінність від установок з
рухливими зондами, де збільшення числа зондів ускладнене, оскільки для кожного
щупа необхідно додати приводи по двох осях. Іншими словами, додавання нових
зондів в матрицю не підвищує складність механізму.
Один
з основних показників систем тестування друкованих плат − мінімальний
крок, з яким система може тестувати. Для його забезпечення крайній ряд зондів
розташовується на невеликій відстані від межі матриці, що дозволяє тестувати
ланцюги з близько розташованими контактними площадками. В цьому випадку матриці
сходяться близько один до одного.
Важливою
якістю систем з «матрицями, що літають» є можливість одночасного тестування
декількох ланцюгів на платі (для нескладних ДП). В цьому випадку тестування
виконується паралельно з використанням двох вимірювальних систем. Усе це
призводить до швидкодії до 70 тест/с, що в 10 разів перевищує аналогічні
характеристики систем з рухливими щупами. А застосування автоматичних
завантажувачів дозволяє використовувати установки цього типу у три зміни,
забезпечуючи необхідну продуктивність і окупність.
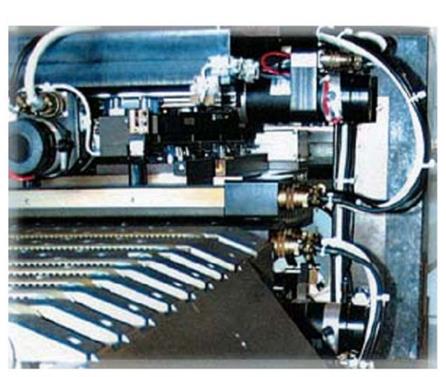
Рисунок
6 − Матриця зондів в установці New System S24
2 Математичні моделі з’єднань в
друкованих платах
Об’єктами
діагностування є друковані вузли радіоелектронної апаратури. Друкований вузол
являє собою друковану плату (ДП) із змонтованими на ній електрорадіоелементами.
При внутрісхемного діагностуванні друкованих плат розрізняють два види
елементів, що діагностуються: параметричні елементи та елементи зв’язку. До
елементів зв’язку відносяться з’єднання між точками підключення радіоелементів.
Фізичними аналогами з’єднань є друковані провідники.
Усі
виводи, що з’єднані одним провідником, є еквіпотенціальні. У кожному провіднику
може бути виділено по одній точці, що називається вузловою. Решта точок
провідника вважаються кінцевими. Ефективність підготовки та організації процесу
діагностування залежить від способів опису ДП. Вихідна інформація міститься в
принципових електричних схемах. Однак такі схеми не можуть безпосередньо
сприйматися персональним комп’ютером.
Для
автоматизації підготовки діагностичних процедур потрібно формалізувати опис
об’єкта контролю і діагностування. Порядок функціонування ДП, що
діагностуються, залежить не тільки від характеристик елементів, що входять до
неї, але і від способів їх взаємного з’єднання, тобто від елементів зв’язку.
На
рис. 7, a зображена принципова схема аналогового друкованого вузла, на якій
відзначені точки підключення радіоелементів. На рис. 7, б окремо показані
елементи зв’язку в схемі. Всього є 8 провідників (наприклад, провідник, що
з’єднує точки 1, 9, 10, 11). У кожному провіднику виділяється по одній вузловій
точці (номери вузлових точок, обведені колами).
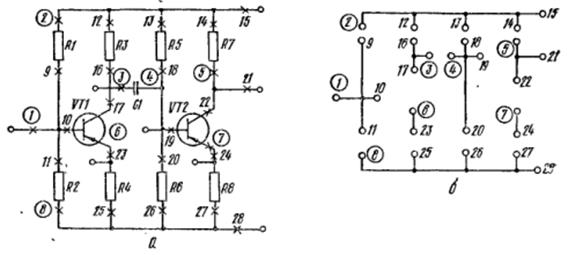
Рисунок
7 – Аналоговий вузол: а) схема електрична принципова вузла; б) елементи зв’язку
Провіднику
присвоювати номер відповідної йому вузлової точки. У деяких системах точки
нумеруються так: вузлові точки − в порядку зростання чисел натурального
ряду (рис. 8, a), потім у порядку зростання − кінцеві точки кожного з
провідників.
Послідовність
вибору чергового провідника збігається з послідовністю нумерації вузлових
точок, а номер першої кінцевої точки на одиницю більше числа вузлових точок.
Так, для схеми, зображеної на рис. 8, б перша кінцева точка має номер 9 (всього
8 вузлових точок), інші кінцеві точки перших провідників нумеруються в
зростаючому порядку (10, 11). Кінцеві точки другого провідника мають такі
номера: 12, 13, 14, 15. Кінцеві точки інших провідників нумеруються аналогічно.
Всі
кінцеві точки, що пов’язані з провідником, електрично зв’язані з відповідною
вузловою точкою і між собою. Отже, в провіднику завжди є хоча б один шлях між
будь-якими двома точками. Іноді між двома точками є кілька різних шляхів. У
цьому випадку обрив одного з них не призводить до порушення електричного
зв'язку між точками.
При
контролі і діагностуванні дефектів топології з’єднань в друкованих платах
перевіряється наявність саме електричних зв’язків, тому обрив одного з
декількох шляхів між двома точками звичайними способами перевірки виявити не
вдається. З метою формалізації алгоритмів контролю та діагностування
використовуються різні види математичних моделей з’єднань в друкованих платах.
Більшість з них ґрунтується на встановленні електричних зв’язків між точками і
не враховує форму реальних фізичних шляхів.
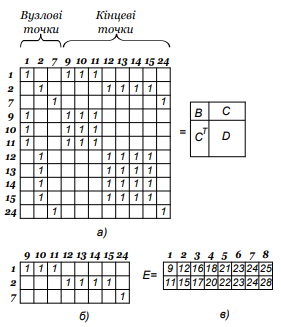
Рисунок
8 – Матриця електричних з’єднань: а) матриця суміжності; б) укорочена матриця
суміжності; в) матриця з’єднань
Проілюструємо
формування матриці A для електричного
кола, складеної, наприклад, з трьох провідників 1, 2, 7 (рис. 7, б). Нумерацію
клітин матриці виконаємо так: спочатку в порядку зростання проставляються
номери всіх вузлових точок, а потім у тому ж порядку − номери всіх
кінцевих точок провідників. Відповідна матриця суміжності наведена на рис. 8,
а. Матриця A складається з чотирьох
блокових матриць, які мають такі властивості: B − завжди одинична діагональна матриця; СТ − транспонована матриця С; D −
квазідіагональна матриця, що складається з окремих під блоків, розташованих на
головній діагоналі.
Елементи
матриці D не є взаємонезалежними. Їх
значення цілком визначаються значеннями матриці C (якщо точки 9, 10, 11 з’єднані з вузловою точкою 1, то всі вони
електрично з’єднані між собою).
Отже,
матриця A є надлишковою, і для
повного опису з’єднань достатньо інформації, що міститься в матриці С. Назвемо матрицю C укороченою матрицею суміжності (рис. 8, б). Номери рядків матриці
суміжності C відповідають вузловим
точкам, а номери стовбців − кінцевим точкам. Наявність елемента bij = 1
вказує про належність точки j до провідника i, bij = 0 вказує про зворотне.
Матриця
C набагато компактніше повної матриці
A та при реалізації алгоритмів
діагностування вимагає для розміщення в персональний комп’ютер меншого обсягу
пам’яті. Прийнятий спосіб нумерації вузлових і кінцевих точок забезпечує
подальше скорочення матричного опису з’єднань друкованої плати. Зауважимо, що
номери кінцевих точок кожного провідника зростають в послідовності натурального
ряду чисел.
Це
дозволяє представити матрицю з’єднань E
для всієї схеми рис. 7, б у вигляді, зображеному на рис. 8, в. Кожен стовпець
матриці E відповідає провіднику, а
номери, зазначені в клітинах, означають молодший і старший по порядку номера
кінцевих вершин, що відносяться до даного провідника. Зокрема, для провідника
із номером 7 є всього лише одна кінцева точка 24. Тому число 24 повторюється
двічі.
Матриця E легко представляється в персональному комп’ютері у вигляді двовимірного масиву, дуже компактно описує схему з’єднань розглянутої друкованої плати.

