Лекція 8. Механічне
зварювання
План
1. Сутність та особливості
зварювання ультразвуком
2.Технологія
зварювання тертям
3.
Сутність та особливості холодного зварювання
4.
Сутність зварювання вибухом
Література
[2,3,4]
1. Сутність та особливості зварювання ультразвуком
Ультразвукове зварювання належить до механічного класу, а отже
до зварювання тиском. Для зварювання ультразвуком використовують ультразвукові
механічні коливання і невеликі стискальні зусилля. Ці коливання створюють за
допомогою магнітострикційного ефекту, який полягає в здатності деяких металів і
їхніх сплавів перетворювати електромагнітні коливання ультразвукової частоти
(15... 100 кГц) у механічні коливання тієї самої частоти. Магнітострикційний
ефект мають сплави нікелю з залізом (пермалой), кобальту із залізом та ін. З
них виготовляють магнітострикційні перетворювачі. Високочастотні механічні
коливання і статичні зусилля стискання спричинюють руйнування оксидних плівок у
місці контакту двох виробів і великі пластичні деформації. В результаті між
зварювальними поверхнями досягається міцне з'єднання. Процес супроводжується
підвищенням температури в місці з'єднання. Залежно від того, який метал
зварюється і який використовується режим, температура нагрівання становить
200... 1200 °С.
На ультразвукових зварювальних установках виконують з'єднання
внапусток, точкове і шовне з'єднання з різних однорідних і різнорідних металів
та їхніх сплавів завтовшки 0,01... 1 мм. Добре зварюються цим методом мідь,
алюміній і його сплави, а також титан, цирконій, тантал, нікель і багато інших високопластичних
металів та їхніх сплавів; гірше − маловуглецеві,
жароміцні та інструментальні сталі, а також магнієві сплави.
Ультразвуком успішно зварюють не тільки метали, а й різні неметалеві
матеріали, наприклад хлорвініл, поліетилен, капрон, нейлон, органічне скло
тощо.
Заготовки для зварювання розміщують на опорному електроді, який
притискує заготовки до наконечника хвилеводу. Останній з’єднують з котушкою
магнітострикційного вібратора. У момент підключення обмотки до джерела струму
високої частоти в магнітострикційному вібраторі утворюються пружні механічні
коливання, які хвилеводом передаються на зварювані вироби. Ці коливання викликають сили тертя, пластично
деформують поверхневі шари та сприяють утворенню міжатомних сил щеплення.
|
|
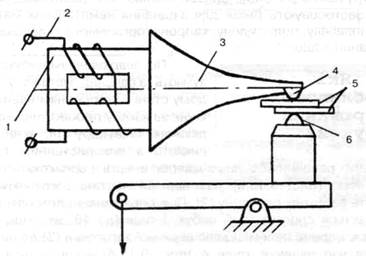
Рис. 30. Схема
ультразвукового зварювання:
1 - магнітострикційний вібратор, 2 - котушка, 3 - хвилевід, 4 -
наконечник, 5 - заготовки, 6 - опорний електрод
Основними параметрами
цього зварювання являються зусилля стиснення, тривалість коливань, їх амплітуда
і частота.
2.Технологія зварювання
тертям
Для зварювання тертям використовують
перетворення механічної енергії в теплову, а здійснюють це відносним обертанням
і взаємним тертям з'єднуваних торцевих поверхонь. Зварювані вироби нагріваються
до пластичного стану, після чого їх стискують осьовим зусиллям. Цим способом
з'єднують у стик здебільшого вироби круглого перерізу, наприклад труби,
стрижні, деякі різальні інструменти, які виготовляють з однорідних і
різнорідних чорних і кольорових металів або їхніх сплавів і різних пластмас.
Якщо поперечний переріз деталей відрізняється від кола, то використовують
зворотно-поступальний рух однієї деталі (рис. 31, а). При зварюванні деталей обмеженої довжини обертають одну (рис.
31, б)
або обидві (рис. 31, в) деталі.
Коли вироби мають велику довжину і їх обертання утруднене, можна
використовувати проміжну вставку, яка обертається (рис. 31, г).
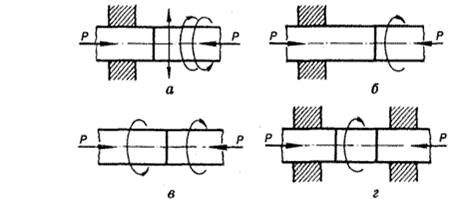
Рис. 31. Схеми зварювання тертям
Для зварювання тертям використовують
переобладнані токарні, свердлильні та інші металорізальні верстати, а також
спеціалізовані зварювальні машини.
Тиск осадки не перевищує 25 МПа при
зварюванні легких і пластичних металів і 250 МПа − при зварюванні
найтвердіших металів.
За продуктивністю зварювання тертям не
поступається перед контактним зварюванням оплавленням, а в економічному
відношенні воно навіть вигідніше, ніж контактне, оскільки в цьому разі
споживана потужність приблизно в 10 разів менша. Спосіб зварювання тертям
простий, легко піддається автоматизації і програмному керуванню.
Перевагами цього зварювання є екологічність,
відсутність газовиділень і випромінювання.
Застосовують його для з’єднання одно- і різнорідних металів (сталь з
алюмінієм), виготовлення різального інструменту, валів, штоків тощо.
3. Сутність та особливості холодного зварювання
Холодне зварювання
— технологічний процес зварювання тисненням із пластичним
деформуванням з'єднуваних поверхонь заготовок без додаткового нагрівання зовнішніми
джерелами тепла. Цей метод зварювання базується на пластичній
деформації металів в місці їх сполучення при стискуванні та/або
шляхом зсуву (ковзання). Зварювання відбувається при нормальних або від'ємних
температурах миттєво в результаті схоплювання (тобто без дифузії).
Для виготовлення міцного з'єднання перед зварюванням слід
старанно очистити вироби від оксидів і забруднень, а також застосувати великі
зусилля стискання, внаслідок чого проявляться міжатомні сили зчеплення. Для
холодного зварювання потрібна дуже інтенсивна пластична деформація, яка б
змушувала метал текти вздовж поверхні поділу і сприяла б видаленню поверхневого
шару адсорбованих газів. Оголені (ювенільні) поверхні між дією високого тиску
з'єднуються в одне ціле.
Основними типами з'єднань є з'єднання внапуск
та встик. Стержні, смуги, профілі або дроти зварюють
встик шляхом їх стискування один з одним,
установлюючи певний виліт із затискачів зварювальної установки. Листи товщиною
0,2...15 мм зварюють унапуск шляхом втиснення пуансонів в деталі, які
з'єднуються, з однієї або з двох сторін. З'єднання внапуск можуть бути
точковими, лінійними, кільцевими і шовними.
Перевага холодного зварювання полягає в тому,
що для його виконання не потрібне джерело електроенергії та зварювальне
обладнання. Цей спосіб може виконуватися в довільному просторовому положенні.
Зварний шов при холодному зварюванні металу не забруднюється домішками, має
високу однорідність та високі показники корозійної стійкості і стабільності
електричного опору. Простота підготовки деталей до зварювання і контролю
параметрів режиму, відсутність допоміжних матеріалів, газових і теплових
виділень, можливість дистанційного управління та швидкість процесу роблять
холодне зварювання зручним для використання, не вимагають високої кваліфікації
зварника-оператора.
До недоліків холодного зварювання відносять
меншу продуктивність в порівнянні з іншими способами та значніші витрати металу
на ширину напуску.
Цим методом зварюють такі високопластичні
метали, як свинець, алюміній, мідь, кадмій, срібло, нікель. Питомий тиск при
зварюванні цих металів становить 150... 1000 МПа.
4. Сутність зварювання вибухом
Зварювання вибухом − це спосіб з’єднання деталей на значній площі на протязі дуже
короткого часу без складного обладнання.
Під зварюванням вибухом розуміють з’єднання металів у твердому
стані з утворенням нових атомних зв’язків у процесі
швидкого співудару тіл, який здійснюють з використанням енергії вибухових
речовин або інших джерел енергії з великою питомою потужністю.
Для зварювання вибухом (рис. 32.) лист 3, який треба приварити
по всій площі до листа 4, встановлюють на відстані 2...3 мм і під кутом α до нього. На поверхню листа 3
укладають вибухову речовину 2 (порох,
гексоген тощо), яка займається від запальника 1.
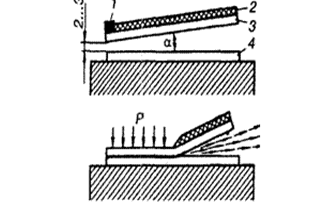
Рис. 32. Схема зварювання вибухом
Під час спалахування вибухівки потужна вибухова хвиля
поширюється по всій поверхні листа 3 і
створює на нього величезний тиск, одна із деталей під дією вибуху рухається у
напрямку другої із швидкістю 1,5…2 км/с. При зіткненні зварювальних поверхонь у
поверхневих шарах виникають пластична деформація і розплавлення мікроділянок,
внаслідок чого і відбувається зварювання.
Цей вид зварювання має переваги і недоліки. До переваг слід
віднести універсальність,самоочищення контактних
поверхонь, зміцнення металу біля границі з'єднання, відсутність термічного
впливу, можливість багатошарового зварювання, негроміздке просте обладнання.
Основними недоліками зварювання вибухом вважають необхідність встановлення
заготовок під кутом, складність стикового з'єднання, небезпечність застосування
вибухових речовин.
Зварювання вибухом дає можливість з'єднати як однорідні (срібло,
алюміній, титан, мідь, сталь тощо), так і різнорідні (титан і сталь, титан і
мідь, алюміній і титан та ін.) метали.
Питання для самоконтролю
1. Охарактеризуйте технологію ультразвукового зварювання?
2. Застосування ультразвукового зварювання.
3. Які неметалеві матеріали можна з’єднати ультразвуковим
зварюванням?
4. Які особливості зварювання тертям?
5. Де застосовують зварювання тертям?
6. Яка сутність холодного зварювання?
7. Які особливості зварювання вибухом?
8. Які переваги та недоліки холодного зварювання та вибухом?
![]()
![]()