ПРАКТИЧНА РОБОТА № 1. РОЗРАХУНОК ФАСОННИХ РІЗЦІВ
1.1.
Загальні
поняття
Різець - однолезовий
інструмент для обробки з поступовим або обертовим рухом (головним рухом)
різання і можливістю руху подачі в будь-якому напрямку. Застосовуються для
обробки на токарних верстатах револьверних, розточних,
стругальних, карусельних, довбальних,
токарних автоматах, верстатах спеціального призначення.
Різці діляться на:
- прості (загального призначення)
- фасонні
Різцями загального
призначення (прохідні, відрізні, підрізні, розточні,
фаскові)
можна обробляти циліндричні конічні, торцеві та інші поверхні.
Фасонні різці застосовують для обробки деталей з різною
формою твірної. В порівнянні із звичайними різцями вони забезпечують
ідентичність форми, точність розмірів деталі, яка залежить в основному від
точності виготовлення різця, високу продуктивність завдяки одночасній обробці
всіх ділянок фасонного профілю деталі і велику економію машинного часу.
Фасонні різці служать для обробки
складного профілю. Вони використовуються
на фрезерувальних та токарних верстатах.
Переваги фасонних різців:
- висока точність, продуктивність за рахунок скорочення
шляху різання при радіальній подачі і часу встановлення та налагодження різця;
- висока точність форми та розмірів деталей які
обробляються а також їх аналогія та взаємозамінність;
- простота експлуатації у зв’язку з переточуванням лише по
передній поверхні.
Недоліки:
-
складність
у виготовлені і висока вартість;
-
придатні для
виготовлення деталей лише заданого
профілю ;
- низьку жорсткість
інструментів і як наслідок, малі подачі і продуктивність;
-
змінні
кінематичні передні та задні кути фасонних різців, які суттєво відрізняються
від оптимальних значень.
Фасонні різці діляться:
1) за формою:
- круглі (а), - призматичні (б); стержневі;
2) за видом
оброблюваної поверхні:
-
зовнішні(а), - внутрішні(г);
3) за
налагодженням і напрямком подачі:
- радіальні(б), - тангенціальні(в);
4) за формою утворених фасонних (твірних) поверхонь:
- кільцеві(е), - гвинтові(ж);
5) за
положенням різця відносно деталі:
-з паралельним(е), - з
повернутим(ж);
6) за положенням
передньої поверхні:
- без нахилу(а), - з
нахилом під кутом γ (д).
Найбільше поширення набули круглі і призматичні різці, які
працюють з радіальною подачею.
Призматичні різці виготовляють
лише для обробки зовнішніх поверхонь.
Круглі працюють з радіальною подачею і використовуються для обробки як
зовнішніх так і внутрішніх поверхонь.
Круглі фасонні різці для
обробки внутрішньої поверхні діляться на
кільцеві та гвинтові.
Фасонні різці виготовляють із швидкорізальної сталі, також
використовують твердосплавні матеріали (фасонні різці з твердих матеріалів
мають на 30-40% підвищену продуктивність праці за різці з швидкоріжучих
матеріалів).
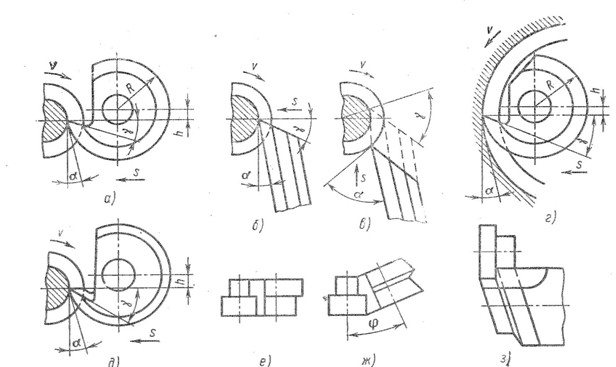
Рис. 1.1
- Типи фасонних різців
Види кріплень фасонних
різців :
-
кріплення за допомогою штифта
![]()
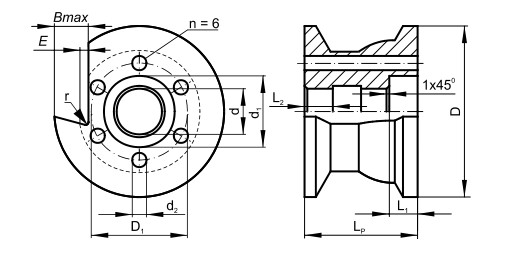
Рис. 1.2 - Круглий різець. Кріплення штифтом
-
кріплення за допомогою рифлень
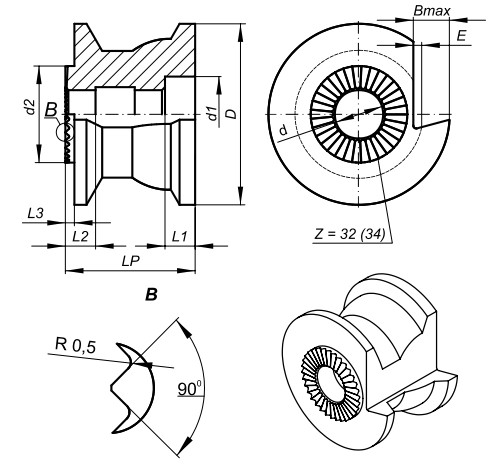
Рис. 1.3
- Круглий різець. Кріплення за
допомогою рифлень
Профіль фасонного різця, як правило не співпадає з вихідним
профілем оброблюваної заготовки. Тому необхідно коригувати профіль різця з
заданими параметрами профілю заготовки.
Профіль фасонного різця можна розрахувати двома основними методами:
аналітичним або графічним. Графічний метод наглядний, але не точний, тому в
інженерній практиці не використовується.
1.2.
Розрахунок фасонних різців
1. Вибирають матеріал різальної часини фасонного
різця. Зазвичай вибирають марку сталі Р6М5 за
ГОСТ 192675-73 з твердістю HRC 63….66. Для обробки заготовок з твердих
сталей можна використовувати сталь Р18 і сталі підвищеної продуктивності марок Р6М5К5, Р9М4К8 і інші.
2. Вибирають для вершинної
точки передній кут ![]() згідно таблиці 1.1.
згідно таблиці 1.1.
Таблиця 1.1 - Передні кути фасонних
різців
|
Оброблюваний матеріал |
|
Твердість, НВ |
Передній кут |
|
Мідь, алюміній |
- |
- |
20…25 |
|
Сталь м’яка |
До 50 |
До 150 |
25 |
|
Сталь автономна (А12, А20 і інші) |
50…80 |
150…235 |
20…25 |
|
Сталь середня |
80…100 |
235…280 |
12…20 |
|
Сталь легована високої твердості |
100-120 |
280…350 |
8…12 |
|
Чавун ковкий |
- |
До 150 |
15 |
|
Чавун сірий |
- |
150…200 |
12 |
|
Чавун антифрикційний |
- |
200…2510 |
8 |
Задній кут вершинної точки профілю для призматичних
різців вибирають у межах ![]() , а круглих різців - в межах
, а круглих різців - в межах ![]() . В інших точках ріжучих кромках
кути
. В інших точках ріжучих кромках
кути ![]() будуть змінними. Чим далі точка профілю
розміщена від вершини різця тим меншим буде передній кут
будуть змінними. Чим далі точка профілю
розміщена від вершини різця тим меншим буде передній кут ![]() і більше задній кут
і більше задній кут ![]() . На ділянках профілю, що
перпендикулярні до осі деталі
. На ділянках профілю, що
перпендикулярні до осі деталі ![]() . Для уникнення тертя необхідно
заточувати на 1…20 (рис. 1.4 а,б).
. Для уникнення тертя необхідно
заточувати на 1…20 (рис. 1.4 а,б).
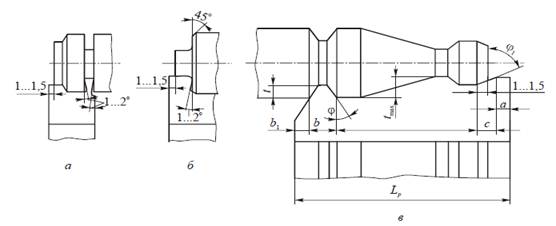
Рис.1.4 –
Додаткові різальні кромки фасонних різців:
а – при
проточуванні канавки; б – при знятті фаски; в – при обточуванні фасонних
поверхонь
(а = 2…5 мм,
с=1…3 мм, ![]() ,
, ![]() мм,
мм, ![]() ,
, ![]() )
)
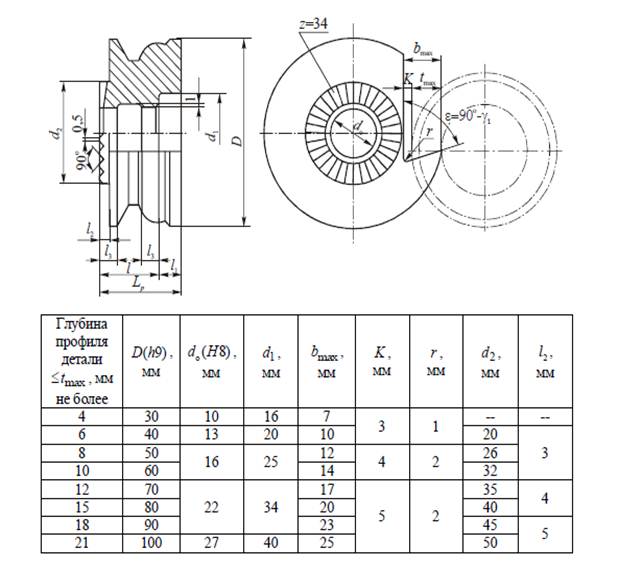
3.
Назначають габаритні розміри і розміри
кріпильних частин різців в залежності від максимальної глибини профілю ![]() (табл.
1.2-1.4). Табличне значення радіуса зовнішнього кола круглого різця перевіряють за формулою (рис. 1. 5):
(табл.
1.2-1.4). Табличне значення радіуса зовнішнього кола круглого різця перевіряють за формулою (рис. 1. 5):
![]()
де ![]() – максимальна глибина профілю деталі;
– максимальна глибина профілю деталі; ![]() – простір для
розміщення стружки,
– простір для
розміщення стружки,![]() мм,
мм, ![]() -
товщина стінки,
-
товщина стінки, ![]() мм;
мм; ![]() - діаметр посадкового отвору (табл.1.2).
- діаметр посадкового отвору (табл.1.2).
Далі заокруглюють отриманий розмір ![]() до цілого числа і приймають його найбільше
значення.
до цілого числа і приймають його найбільше
значення.
Таблиця 1.2 –
Розміри фасонних призматичних різців
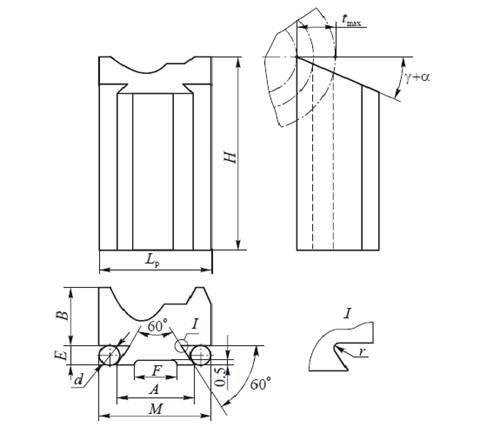
Примітка. 1. Для заданої глибини профілю ![]() допускається
використовувати різці більших
габаритних розмірів, наприклад, для заготовки з глибиною профілю
допускається
використовувати різці більших
габаритних розмірів, наприклад, для заготовки з глибиною профілю![]() мм можна приймати різці з габаритними розмірами
мм можна приймати різці з габаритними розмірами ![]() мм.
мм.
2. Розмір ![]() залежить від довжини деталі що виготовляється.
залежить від довжини деталі що виготовляється.
3. При контролі розміру М для кожного типорозміру хвостовика можуть
бути використані ролики двох діаметрів 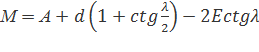 , де
, де ![]() (для даного креслення).
(для даного креслення).
Табл. 1.3 – Розміри фасонних
круглих різців з отворами під штифт
Примітка. 1. Для заданої глибини профілю ![]() допускається
використовувати різці більших габаритних розмірів.
допускається
використовувати різці більших габаритних розмірів.
2.
Розмір ![]() залежить від довжини деталі що виготовляється
залежить від довжини деталі що виготовляється
3.
Розміри ![]() ;
;  …
…![]() )
)![]() ;
;  .
.
4.
Розраховують висотні по глибині профілю координати вузлових
точок (точок перегину) профілю деталі.
Задаються висотні координати радіусами з розрахунком допусків на виготовлення
деталі. Розрахунковий радіус i-ї
вузлової точки визначають за формулою
![]()
де ![]()
![]() найбільший розмір ;
найбільший розмір ; ![]() найменший розмір.
найменший розмір.
Всі розрахунки потрібно
проводити з точністю до третього знаку після коми з наступним заокругленням до
другого знаку.
5.
Коректують профіль фасонних різців так як за наявності у
них кутів γ
і ![]() профіль
різців відмінний від профілю оброблюваних ними деталей. Розраховують і
контролюють профілі фасонних різців в площинах перпендикулярних до задньої
поверхні (призматичні різці) і в радіальних площинах
(круглі різці).
профіль
різців відмінний від профілю оброблюваних ними деталей. Розраховують і
контролюють профілі фасонних різців в площинах перпендикулярних до задньої
поверхні (призматичні різці) і в радіальних площинах
(круглі різці).
Табл. 1.4 –
Розміри фасонних круглих різців з торцевими отворами
Примітка. 1. Для заданої глибини профілю ![]() допускається
використовувати різці більших габаритних розмірів.
допускається
використовувати різці більших габаритних розмірів.
2. Розмір ![]() залежить від довжини деталі що виготовляється
залежить від довжини деталі що виготовляється
3. Розміри ![]() ; …
; …![]() )
)![]() ;
;  .
.
Таблиця 1.5 – Діаметри
посадкових отворів круглих фасонних різців
|
|
30 |
40 |
50 |
60 |
75 |
90 |
|
|
13 |
16 |
12 |
22 |
22 |
27 |
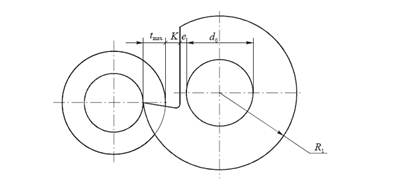
Рис. 1.5 –
Схема визначення радіуса ![]() зовнішнього кола круглого
фасонного різця.
зовнішнього кола круглого
фасонного різця.
Корекційні розрахунки
ведуть у наступній послідовності:
а) загальна частина –
визначають глибину профілю різця (круглого чи призматичного) в площині його передньої
поверхні, тобто відстані С2 , С3 , С4 і т. д.
які відповідають вузловим точкам деталі 2, 3, 4 і т. д. (рис. 1.6).
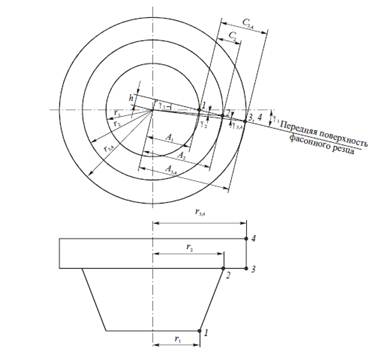
Рис. 1.6 –
Схема визначення глибини профілю різця С2,С3,С4
і т.д. в площині його передньої поверхні.
1) ![]() 2)
2) ![]() ; 3)
; 3)  ;
;
2) ![]() ; 5)
; 5) ![]() ; 6)
; 6) ![]() і т. д. ;
і т. д. ;
7) ![]() ;
8)
;
8) ![]() ;
;
б) призматичні різці – визначають глибину профілю
різця в площині, перпендикулярній до його задньої поверхні, тобто відстані Р2, Р3, Р4
і т.д. які відповідають вузловим точкам профілю
деталі 2, 3,4 і т. д. (рис.1.7).
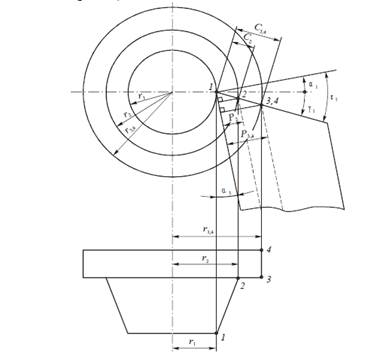
Рис. 1.7 ![]() Схема
визначення глибини профілю призматичного
Схема
визначення глибини профілю призматичного
фасонного різця P2 , P3 , P4 і т. п.
в площині, перпендикулярній
до його
задньої поверхні
1) ![]() ;
;
2) ![]() і т.д.
і т.д.
3)
![]()
в) круглі різці – визначають
радіуси R2 ,R3 ,R4 і т.д. які
відповідають вузловим точкам профілю деталі 2, 3, 4 і т.д.
(рис. 1.8).
1)
![]() ; 2)
; 2) ![]() ; 3)
; 3) ![]() ;
;
4) ![]() ; 5)
; 5)  ; 6)
; 6)  і т.д.
і т.д.
7)![]() ; 8)
; 8) ![]() ; 9)
; 9)![]()
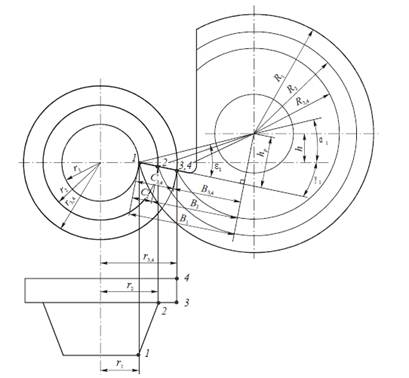
Рис. 1.8
– Схема
визначення радіусів R2 ,R3 ,R4 і т. д. круглого фасонного різця
![]()
![]()