Тема 3. Мікропроцесорна система
керування мехатроного вузла виробничого призначення
Застосування мікропроцесорів в
автоматизованих виробничих процесах зажадало перегляду структури і складу
технічних засобів, сукупності виконуваних функцій та їх розподілу між
компонентами системи, способу подання інформації, ролі математичних моделей в
алгоритмах керування і контролю. Одним з принципово нових підходів до створення
автоматизованих систем керування є застосування обчислювальних систем з
програмованими контролерами, мікропроцесорами, мікрокомп'ютерами та ін. Структурна схема
керування із застосуванням мікропроцесорів наведена на рис. 3.1.
Мікропроцесорний пристрій керування – це спеціалізований обчислювальний пристрій, що складається з мікропроцесорів або
мікроЕОМ і включає в собі засіб для обміну сигналами з об'єктоми керування.
Алгоритми керування реалізуються у вигляді програм, що зберігаються в пам'яті
мікроЕОМ. Інтерфейсні блоки призначені для зв'язку з об'єктом, пульт оператора
– для видачі команд в мікроЕОМ на спеціальній мові.
Центральні контролери перетворять і
видають в мікроЕОМ показники датчиків про стан об'єкта і середовища.
На екрані дисплея відображається
необхідна оператору інформація про стан об'єкта і периферійного обладнання. До
складу інтерфейсних блоків зв'язку і контролерів можуть входити мікропроцесори.
У цьому випадку центральний процесор звільняється від функцій по вводу-виводу і
попередньої обробки інформації.
Типовий мікропроцесорний комплект являє
собою функціонально повний набір БІС, призначений для побудови обчислювальних і
керуючих пристроїв і систем різного призначення. До складу мікропроцесорів зазвичай входять БІС: мікропроцесорів; мікропрограмне керування; обмін
інформації; оперативної, постійної та напівпостійної пам'яті. У додатковий
комплект можуть входити: БІС прискореного перенесення, БІС арифметичного
розширювача, БІС прямого доступу до пам'яті, БІС керування периферійним
обладнанням та ін.
Розробка мікропроцесорної системи автоматичного керування ТЗ
включає наступні етапи:
– вироблення базової концепції;
– розробка алгоритму керування;
– проектування апаратних засобів;
– написання та кодування робочих
програм.
Використання мікропроцесорів в таких системах керування ТЗ можливо
у вигляді:
– системи
збору даних;
–
порадника оператора, забезпечення супервізірного і безпосереднього цифрового
керування.
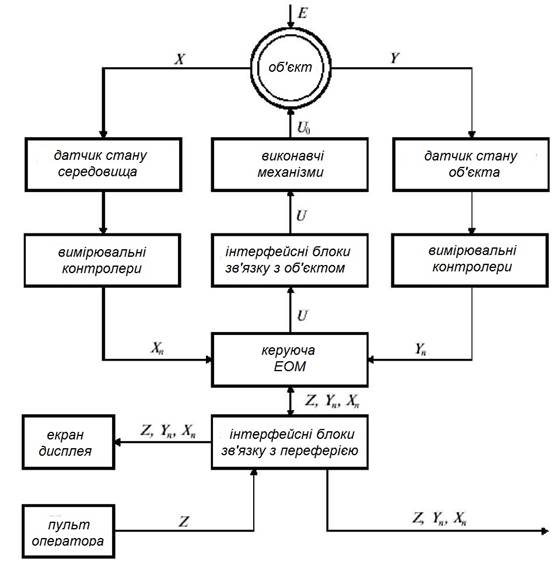
Рис. 3.1 Структурна схема мікропроцесорної системи керування:
Х – вхід об’єкта; Y – стан об’єкта; Е – множина збурень; U0 – керований
вхід; Хn – множина вхідних значень; Yn – множина вихідних параметрів,
стан об'єкта;
U – інформація про керуючий вплив; Z – мета керування
Система збору даних є однією з
найпростіших форм використання мікропроцесорів. Параметри виробничого процесу
перетворюються в цифрову форму, сприймаються системою введення і заносяться в
пристрій (ЗК). Мікропроцесор виконує логічну обробку і перетворення
інформації. Результати обчислень відображаються на екрані дисплея або
друкуються у формі, зручній для сприйняття оператором. Режим виробничого
процесу підтримується регуляторами, установки яких здійснюються вручну
оператором. Застосування системи збору даних дозволяє вивчати процес при різних
умовах роботи з метою уточнення або побудови його математичної моделі.
При використанні мікропроцесорів, як порадника оператора, його виходи
пов'язані не з органами керування технологічного апарату, а лише з пристроєм
відображення. При цьому система закладеної в неї математичної моделі обчислює
керуючі дії, щоб забезпечити наближення режиму процесу до оптимального. Керуючі
впливи здійснюються оператором.
При супервізорному керуванні мікропроцесор працює в замкнутому контурі, коли виходи системи керування
пов'язані з технологічними агрегатами, і всі установки регуляторів здійснюються
системою. Функції оператора зводяться до спостереження, і його втручання
потрібне лише при виникненні відмов у системі або якихось непередбачених
ситуаціях.
У режимі безпосереднього цифрового
керування сигнали для приведення в дію виконавчих органів надходять
безпосередньо від ЕОМ, а регулятори окремих параметрів виключаються з системи.
Система керування працює в реальному масштабі часу. Застосування таких
обчислювальних систем в ТЗ ремонту суден відкриває додаткові можливості
підвищення ефективності УРЗ.
Управління виробничими процесами за допомогою
міні-комп'ютерів здійснюється за прямою або непрямою схемою (рис. 3.2).

б) |
|
а) |
Рис.
3.2 Схеми непрямого (а) і прямого (б) керування
При непрямій схемі керування
міні-комп'ютер підключається до обладнання для спостереження за його роботою.
Устаткування під'єднується до панелі керування, а між панеллю керування і
міні-комп'ютером знаходяться пристрої, що перетворюють і погоджують сигнали
(інтерфейс). Така система керування називається моніторною системою і може
видавати аварійні повідомлення про вимкнення обладнання, простоях, ступінь
зносу інструменту та ін.
Основними перевагами непрямої схеми є
швидка адаптація до системи вже існуючого обладнання, простота в обслуговуванні
і експлуатації, безперебійність роботи обладнання в разі виходу з ладу
міні-комп'ютера.
При прямій схемі керування здійснюється
зворотний зв'язок від міні-комп'ютера до керуючої панелі і від неї до
обладнання. Ці впливи передаються на виконавчі механізми для їх включення або
виключення, зміни режимів роботи або стану відповідно до програм, закладених в
пам'яті міні-комп'ютера.
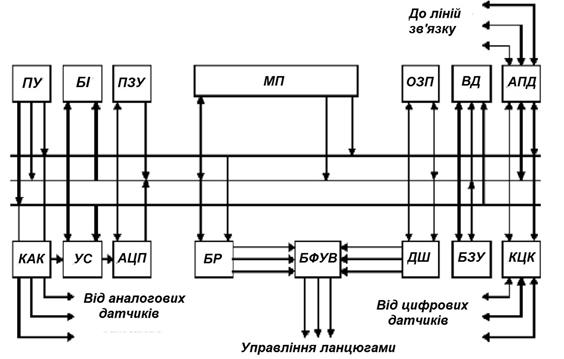
На рис. 3.3 показана структурна схема пристрою
збору даних на базі мікропроцесорного комплекту. Пристрій збору призначено для
контролю вихідних сигналів датчиків при зміні параметрів ТЗ. Пристрій збору має
гнучку і може легко змінювати конфігурацію, аналогові і цифрові входи і виходи,
канали для підключення модемів, телетайпів і друкувальних пристроїв.
Рис. 3.3. Структурна схема пристрою збору
даних: ША – шина адреси; ШД –
шина даних; ШК – шина керування; АЦП – аналогово-цифровой перетворювач
На лінії ЕОМ покладаються функції
реєстрації та індикації отриманої інформації, видачі команди для зміни меж або
змінних, за якими здійснюється регулювання в розглянутих точках.
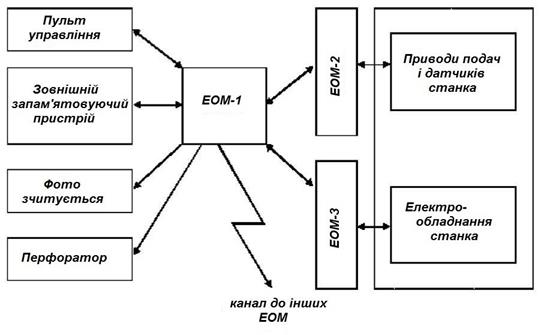
На рис. 3.4 показана структурна схема системи
числового програмного керування "Електроніка НЦ-80-31", яка
призначена, для керування фрезерних, шліфувальних і токарних верстатів,
багатоопераційними обробними центрами.
Рис. 3.4 Структурна схема СЧПК
До складу системи входять три мікро-ЕОМ.
Кожна ЕОМ має блоки оперативної та постійної пам’яті ЕОМ-1 керує роботою всієї
системи. ЕОМ-2 забезпечує обробку заданих переміщень робочими органами. ЕОМ-3
керує роботою електроустаткування верстата.
Зовнішній пристрій містить бібліотеку керуючих програм. Підготовка та
налагодження керуючих програм проводиться на пульті оператора або на
спеціальному пристрої підготовки даних.

