8.5. Зварні
з’єднання
Переваги,
недоліки, застосування. У сучасному
машинобудуванні і будівництві великого поширення набули нероз’ємні з’єднання,
які здійснюють за допомогою зварювання (рис. 16).
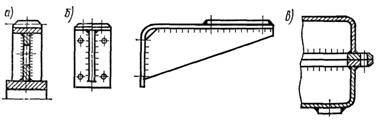
Рис.
16
Зварювання – технологічний процес
утворення нероз’ємного з’єднання деталей і складальних одиниць за допомогою
місцевого сплавлювання або деформування з метою утворення міцних зв’язків між
їхніми атомами та молекулами.
Є понад 60
методів зварювання, які поділяються на дві основні групи: зварювання плавленням
(газове, аргонно-дугове, високочастотне, дугове та ін.) і зварювання пластичним
деформуванням (холодне, газопресове, контактне та ін.).
Застосовують і
інші види зварювання: електрошлакове, атомно-водневе, дифузне, ультразвукове,
та ін.
Переваги
1. Економія
матеріалу (зварні конструкції в середньому, легші від клепаних на 20…25%.
2. Щільність і
непроникність з’єднань.
3. Можливість
з’єднувати деталі будь-яких криволінійних профілів довільної товщини.
4. Трудомісткість
зварювального з’єднання значно менше від заклепкового.
5. Вартість малосерійних зварних конструкцій
приблизно в два рази нижча від вартості стального литва або поковок.
6.
Безшумність технологічного процесу зварювання і можливість автоматизації його.
Недоліки
1. Складність
перевірки якості шва.
2.Можливість порушення фізико-хімічних
властивостей з’єднуваних деталей у зоні зварювання.
3.Висока концентрація напруг у зоні
зварювальних швів.
4.Концентрація напруг знижує міцність
з’єднання, особливо при ударних і вібраційних навантаженнях.
Основні
види зварних з’єднань і типи швів.
Стикове
з’єднання
(рис. 17, а, б) двох деталей, розташованих в одній площині, є найраціональнішим
видом зварного з’єднання. Характеризується високою міцністю (при всіх видах
навантажень) і практично необмеженою товщиною з’єднувальних деталей виробу.
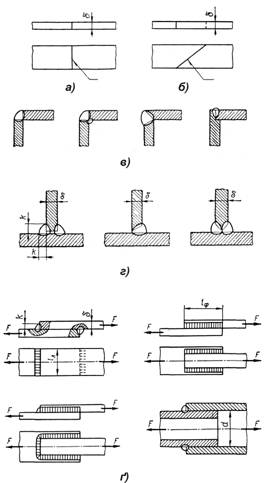
Рис. 17. Зварні з’єднання:
а, б – стикові, в – кутові, г
– таврові, ґ – напускні
Кутове
з’єднання
(рис. 17, в) двох деталей, розташованих під будь-яким кутом (найчастіше 900)
і зварених у місці примикання їх країв, застосовують для виготовлення захисних
засобів, тари, та інших виробів, деталі яких сприймають невеликі навантаження.
Таврове
з’єднання
– це зварне з’єднання, в якому до бічної поверхні однієї деталі виробу примикає
під кутом і приварена торцем інша деталь (рис.
У напусткових з’єднаннях з’єднувані деталі
розташовані паралельно і частково перекривають одна одну (рис. 17, ґ).
Зварні шви утворюються в результаті
кристалізації металу зварювальної ванни. Вони поділяються за такими ознаками:
за протяжністю неперервні і переривчасті; за положенням у просторі – на нижні,
горизонтальні, вертикальні і стельові (рис. 18, а); за зовнішньою формою – на
опуклі, плоскі і угнуті (рис. 18, б).
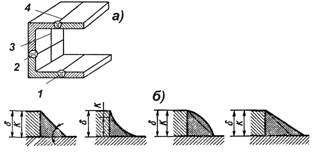
Рис. 18. Зварні шви. На схемі
а: 1 – шов нижній, 2 – горизонтальний,
3 – вертикальний, 4 – стельовий
Залежно від
напрямку валика шва і сили F , що діє
на деталь напусткового з’єднання, умовно прийнято називати шви: лобовими
– при перпендикулярному розташуванні сили F
і валика шва (рис. 19, а), фланговими – при паралельному
розташуванні валика шва і сили F
(рис. 19, б) та комбінованими (рис. 19, в).
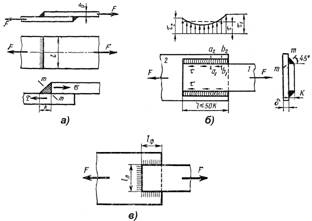
Рис. 19. Види напусткових
з’єднань
Розрахунок зварних з’єднань. Стикові з’єднання розраховують лише
за нормальними напруженнями розтягу (стиску):
![]() ,
(22)
,
(22)
де F – сила, що розтягує або стискує з’єднання; ![]() – довжина шва
(рис. 20);
– довжина шва
(рис. 20);
δ – товщина з’єднувальних
деталей; ![]() – допустиме напруження
розтягу (стиску) зварного шва.
– допустиме напруження
розтягу (стиску) зварного шва.
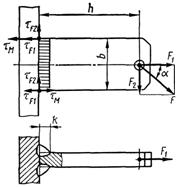
Рис. 20
Для напусткових
з’єднань рівняння міцності шва має вигляд:
![]() , (23)
, (23)
де ![]() – сумарна довжина шва;
– сумарна довжина шва;
![]() – катет шва (рис. 18); Азр
– площа розрахункового
(небезпечного) перерізу.
– катет шва (рис. 18); Азр
– площа розрахункового
(небезпечного) перерізу.
Для з’єднань із
кількома швами за розмір ![]() беруть сумарну довжину
швів, наприклад для з’єднання комбінованими швами (рис. 19, в)
беруть сумарну довжину
швів, наприклад для з’єднання комбінованими швами (рис. 19, в) ![]() , тут
, тут ![]() – довжина лобового, а
– довжина лобового, а ![]() – довжина флангового швів.
– довжина флангового швів.
Міцність таврових
з’єднань, здійснених кутовими зварними швами без підготовки кромок, оцінюють за
напруженнями зрізу в зварних швах. Згідно з схемою навантаження (рис. 20)
максимальне напруження зрізу виникає в точках кінців шва і дорівнює:
![]() ,
(24)
,
(24)
де – ![]() ;
; ![]() ;
; ![]() – напруження зрізу від
дії відповідних навантажень.
– напруження зрізу від
дії відповідних навантажень.
![]() – осьовий момент опору
перерізу одного шва в площині його руйнування.
– осьовий момент опору
перерізу одного шва в площині його руйнування.
Задача №1
Розрахувати
шов, що з’єднує два листи завтовшки ![]() = 8 мм із сталі Ст3. Рис.(21), якщо F = 50 кН. Зварювання
ручне електродом Е42.
= 8 мм із сталі Ст3. Рис.(21), якщо F = 50 кН. Зварювання
ручне електродом Е42.

Рис. 21
Розв’язок
1. Визначаємо
допустиме напруження розтягу основного металу, прийнявши для Ст.3 ![]() = 225МПа і
потрібний коефіцієнт запасу міцності
= 225МПа і
потрібний коефіцієнт запасу міцності
![]() = 1,4, дістанемо:
= 1,4, дістанемо:
![]() МПа.
МПа.
2. За допомогою табл. 3.1 [1], стор. 9 визначаємо
допустиме напруження шва при розтягу
![]() МПа.
МПа.
1.
З
рівняння міцності ![]() дістанемо:
дістанемо:
![]() .
.
Додаємо (5…10) мм
можливий непровар на початку і кратер у кінці шва, приймаємо ![]() мм.
мм.
Задача №2
Розрахувати
лобовий шов (рис. 22) що з’єднує два листи завтовшки d= 8мм зі сталі Ст3.
Розтягуюча сила F =100 кН. Зварювання ручне електродом Э42. У розрахунках
прийняти: коефіцієнт запасу міцності [n] = 1,45.
Розв’язок
1.
Допустиме
напруження розтягу основного металу:
![]() ,
,
де ![]() – межа текучості для
Ст. 3,
– межа текучості для
Ст. 3, ![]()
[sp] = 200/1,45 = 137,9 МПа.
 2. Допустиме напруження шва
при зрізі:
2. Допустиме напруження шва
при зрізі:
[tзр]е=0,6 [sp]=0,6×137,9=82,7 МПа.
3. З рівняння міцності:
tзр = F/(2 0,7kl) £ [tзр]′,
приймаючи k = d=
дістаємо
![]() ³ F/(1,4 k [tзр]’) =
³ F/(1,4 k [tзр]’) =
= 100×10-3/1,4×8×82,7 = 107,9 » 108 мм.
Враховуючи можливість
технологічних дефектів зварювання приймаємо: ![]() мм.
мм.
Задачіа
№3
Розрахувати зварний металевий
кронштейн, який являє собою стикове з’єднання двох труб із зовнішнім діаметром
D =
(рис. 23). Матеріал труб – сталь Ст 3, для якої [sр] = 160 МПа.
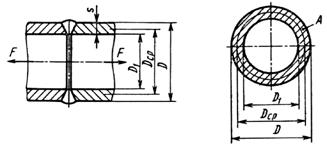
Рис. 23
Розв’язок
1. З умови міцності на розтяг:
[sр] = F/(pDсерS) £ [sр]’
визначаємо товщину стінки труби S = F/(pDсер[sр]). Умовно за ГОСТ 3262-75
приймемо Dсер »
Тоді , S = 0,2×106 / (p×0,105×160×106) =
2. За ГОСТ 3262-75 підбираємо трубу з зовнішнім
діаметром
3. Для виконання шва вибираємо ручне дугове зварювання
електродом Э42.
4. Допустиме напруження для зварного шва:
[sp]’=0,9×[sp]=0,9×160=144 МПа.

